Изобретение относится к станкостроению, преимущественно к обработке материалов резанием.
Известны способы диагностики износа инструмента, основанные на регистрации и анализе колебаний системы СПИД (Патент №1310690, Б.И. №18, 1987 г.; Патент №1037141, Б.И. №31, 1983 г.; Патент №2024006, Б.И №22, 1994 г.; А.С. №1157400, Б.И. №19, 1985 г.).
Недостатком способов является сложная и неоднозначная связь виброакустического сигнала с износом инструмента. Это связано с тем, что кроме силы резания на характер пространственных колебаний СПИД оказывают значительное влияние большое число факторов, не связанных с процессом резания. Это виброактивность зубчатых колес, шарикоподшипников, перекладка в зазорах и сопровождающие это виброударные процессы. Усилению маскирующего фона и ослаблению полезного информативного сигнала способствует удаленность вибродатчика от диагностируемого инструмента и зоны резания. Объективно он должен устанавливаться на неподвижном объекте системы СПИД.
Наиболее близким по технической сущности является способ определения износа инструмента по собственной частоте крутильных колебаний сверла вокруг оси вращения (А.С. №763069, Б.И. №34, 1980 г.). Собственная частота системы определяется свойствами замкнутой динамической системы процесса резания и упругой системы инструмента. Износ и затупление инструмента ведут к увеличению силы резания и ее демпфирующих свойств и, как следствие, к изменению (уменьшению) частоты крутильных колебаний.
Недостаток способа в том, что затупление инструмента сказывается не столько в увеличении демпфирующих свойств силы резания, сколько в увеличении самой силы и интенсификации ее колебательного характера, на чем и основаны все виброакустические методы диагностики инструмента [1]. При этом распознавать реальную собственную частоту крутильных колебаний сверла предлагается виброакустическим методом, когда датчик стоит на неподвижном объекте вдали от инструмента, совершающего, в том числе и собственные колебания. В результате датчик регистрирует пространственное виброакустическое поле всего станка, заполненное маскирующим фоном.
Целью настоящего изобретения является повышение точности диагностирования износа инструмента.
Цель достигается тем, что в качестве источника информации используется время Т поворота инструмента, например, сверла, на один оборот (см. чертеж). При многократных последовательных измерениях это время претерпевает случайные изменения, связанные с крутильными колебаниями сверла под действием крутящего момента от силы резания. Случайный характер времени Т обусловлен тем, что крутящий момент от силы резания складывается из детерминированной Мд и случайной Мс составляющих [2, 3, 4]. Случайная составляющая является источником силового шума и генерирует виброакустические волны и акустическую эмиссию. От состояния инструмента, его износа и затупления непосредственно зависит спектральная плотность S(ω) случайной компоненты Мс [4, 5, 6]. Поскольку кинематическая цепь привода вращения инструмента обладает угловой податливостью, сверло и сопряженные с ним детали образуют колебательную систему, которая под действием момента Мс совершает вынужденные случайные колебания. В результате полная угловая скорость вращения сверла - это сумма детерминированной и случайной составляющих. Если Ω - детерминированная составляющая скорости вращения шпинделя, a ωc(t) - случайная составляющая, в том числе и от действия момента Мс, то фактическая угловая скорость равна сумме: Ω+ωc(t). Тогда угол поворота сверла ϕ(t) - как функция времени, является случайным процессом. Поскольку поворот происходит всегда на один и тот же угол 2π радиан, время достижения случайным процессом этой границы является случайной величиной.
На чертеже показана схема измерения времени Т фотоэлектрическим методом. Измерительное устройство образуют фотоэлектрический выключатель конечного положения 1 и светонепроницаемый диск 2 с отверстием, закрепленный жестко на шпинделе 3 станка, в котором крепится сверло. Шпиндель 3 связан с двигателем вращения 4 кинематической цепью 5, обладающей угловой жесткостью. Абсолютная погрешность измерения интервалов времени фотоэлектрическим методом составляет 10-7 с [7]. Этого вполне достаточно для процессов с частотами не выше 1 кГц.
При наступлении этапа катастрофического износа сверла существенно меняется спектральный состав S(ω) компоненты Мс и резко возрастает колебательный характер силы резания. Если до этого этапа, в процессе равномерного износа инструмента, последовательно измеряемые случайные величины Тi образовывали стационарную случайную последовательность {Тi} (i=1, 2, 3 ...), то начало катастрофического износа характеризуется нарушением стационарности. Применяя в реальном масштабе времени известные статистические методы обнаружения нарушения стационарного режима для последовательности {Тi}, можно определить наступление опасного момента по мере поступления экспериментальных данных о времени Тi [8, 9].
Точность постановки диагноза достигается за счет того, что измеряется параметр, непосредственно связанный с вращательным движением инструмента, а также за счет установки измерительного устройства прямо на диагностируемый инструмент. Этим существенно уменьшается маскирующий фон, создаваемый узлами станка.
Преимущество способа состоит в простоте и низкой стоимости средств измерения.
В качестве устройства измерения интервалов времени целесообразно использовать таймер персонального компьютера, средствами которого одновременно ведется последовательный статистический анализ поступающих данных. Предлагаемый способ позволяет сразу получать данные в цифровом виде, что исключает дополнительные алгоритмы обработки и вторичную аппаратуру.
Источники информации
1. Синопальников В.А., Григорьев С.Н. Надежность и диагностика технологических систем. М.: МГТУ "Станкин", 2003, 287 с.
2. Подураев В.Н., Кибальченко А.В., Бабак С.П. Амплитудный анализ как средство идентификации источников акустической эмиссии. // Известия вузов. Машиностроение, 1985, №6.
3. Попов В.И., Локтев В.И. Динамика станков. Изд-во "Техника", 1975.
4. Заковоротный В.Л. Динамика трибосистем. Самоорганизация, эволюция. - Ростов н/Д.: 2003, 502 с.
5. Козочкин М.П., Смирнов В.В., Сулейманов И.У. Виброакустическая система диагностики состояния режущего инструмента. - В кн.: Диагностирование оборудования комплексно - автоматизированного производства. М.: Наука, 1984.
6. Заковоротный В.Л., Палагнюк Г.Г. Влияние износа режущего инструмента на спектр его вибраций. / В кн. Неразрушающий контроль свойств материалов и изделий в машиностроении. - Ростов н/Д., 1977.
7. Киселев М.И. и др. Измерение периода вращения валопровода турбоагрегата фотоэлектрическим методом. // Измерительная техника, 1996, №12.
8. Ширяев А.Н. Задача скорейшего обнаружения нарушения стационарного режима. // ДАН СССР, 1961., т.138, №5.
9. Никифоров И.В. Последовательное обнаружение изменения свойств временных рядов. - М.: Наука, 1983.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИНАМИЧЕСКОГО МОНИТОРИНГА ВЫСОКОМОБИЛЬНЫХ НЕЛИНЕЙНЫХ ТЕХНИЧЕСКИХ СИСТЕМ | 2020 |
|
RU2745382C1 |
| Способ определения износа инструмента | 1982 |
|
SU1024227A1 |
| Способ определения износа инструмента | 1978 |
|
SU763069A1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ ЦИКЛИЧЕСКИХ МАШИН - МЕТАЛЛОРЕЖУЩИХ СТАНКОВ ФАЗОХРОНОМЕТРИЧЕСКИМ МЕТОДОМ | 2013 |
|
RU2561236C2 |
| Устройство оценки износа сверла на металлорежущих станках | 1983 |
|
SU1157400A1 |
| СПОСОБ ИМИТАЦИИ СИГНАЛА ВИБРОАКУСТИЧЕСКОЙ ЭМИССИИ ПРИ РЕЗАНИИ И РАЗРУШЕНИИ РЕЖУЩЕГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273549C2 |
| Способ оценки износа сверла на металлорежущих станках | 1984 |
|
SU1310690A1 |
| СПОСОБ ШЛИФОВАНИЯ | 2001 |
|
RU2204470C2 |
| Способ управления обработкой резанием | 1990 |
|
SU1750925A1 |
| Устройство для измерения износа ре-жущЕгО иНСТРуМЕНТА | 1978 |
|
SU829352A2 |
Изобретение относится к станкостроению, преимущественно к обработке материалов резанием. Техническим результатом является повышение точности диагностирования износа инструмента. Способ диагностики состояния инструмента заключается в измерении времени поворота инструмента на один оборот. При этом в качестве диагностического параметра используют случайную составляющую времени полного оборота инструмента и по нарушению стационарности последовательности измеряемых величин судят о наступлении катастрофического износа инструмента. 1 ил.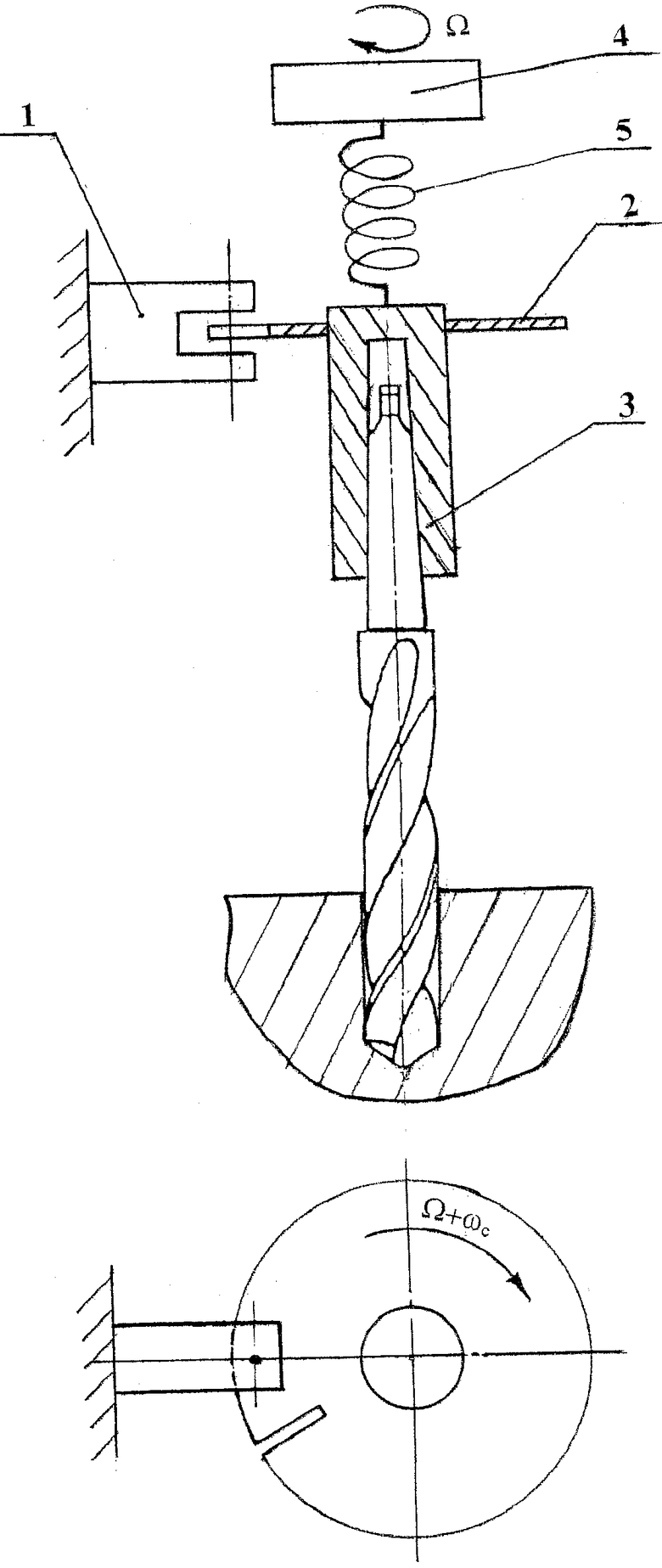
Способ диагностики состояния инструмента, заключающийся в измерении времени поворота инструмента на один оборот, отличающийся тем, что в качестве диагностического параметра используют случайную составляющую времени полного оборота инструмента и по нарушению стационарности последовательности измеряемых величин судят о наступлении катастрофического износа инструмента.
| Способ виброакустического диагностирования технического состояния режущих поверхностей инструментов | 1988 |
|
SU1532820A1 |
| Способ оценки износа сверла на металлорежущих станках | 1984 |
|
SU1310690A1 |
| Способ оценки критического износа режущего инструмента | 1982 |
|
SU1037141A2 |
| Способ оценки критического износа режущего инструмента | 1978 |
|
SU752157A1 |
| СПОСОБ КОНТРОЛЯ ИЗНОСА РЕЖУЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2024006C1 |

