Изобретение относится к обработке металлов давлением и может быть использовано при пробивке отверстий в стенках труб.
Известен штамп, который имеет подвижную в направлении штамповки относительно матрицедержателя матрицу-пуансон, в которой пуансоном пробивается малое отверстие в верхней полке в ступенчатое провальное отверстие. Отход остается на ступени отверстия матрицы-пуансона. Далее под воздействием пуансона матрица-пуансон с отходом перемещается относительно матрицедержателя и пробивает большое отверстие в нижней полке в нижнюю матрицу [10 В258 П. Пробивной штамп. Пат. 95041 СРР, МКИ4 B21D 28/28. Реферативный журнал/14. Технология машиностроения/14 В. Технология и оборудование кузнечно-штамповочного производства, №10 В, 1989 г.].
Недостаток известного штампа заключается в ограничении технологических возможностей потому, что вначале пробивается малое отверстие в верхней полке, а потом большое отверстие в нижней полке, а также в трудности извлечения отхода пробивки малого отверстия, для чего предлагается извлекать матрицу-пуансон и вытряхивать из нее отход, что уменьшает производительность штамповки.
Изобретение направлено на расширение технологических возможностей и увеличение производительности штамповки.
Расширение технологических возможностей и увеличение производительности достигается тем, что штамп для пробивки труб содержит установленный на ползуне пресса пуансон, установленную на столе пресса нижнюю матрицу, установленный на прессе посредством штанги матрицедержателе с верхней матрицей и внутренним пуансоном, установленным соосно верхней матрице с возможностью перемещения вдоль ее оси относительно матрицедержателя, при этом верхняя матрица выполнена отдельно от внутреннего пуансона и неподвижно установлена в матрицедержателе, внутренний пуансон подпружинен относительно матрицедержателя, матрицедержатель выполнен с прорезью, а на контактирующем с нижним торцом верхней матрицей торце внутреннего пуансона выполнено гнездо, пневматически связанное с полостью трубчатой штанги, при этом размеры гнезда и прорези в матрицедержателе выполнены в соответствии с формой пробитого в верхней матрице отхода с возможностью его перемещения вдоль оси трубы.
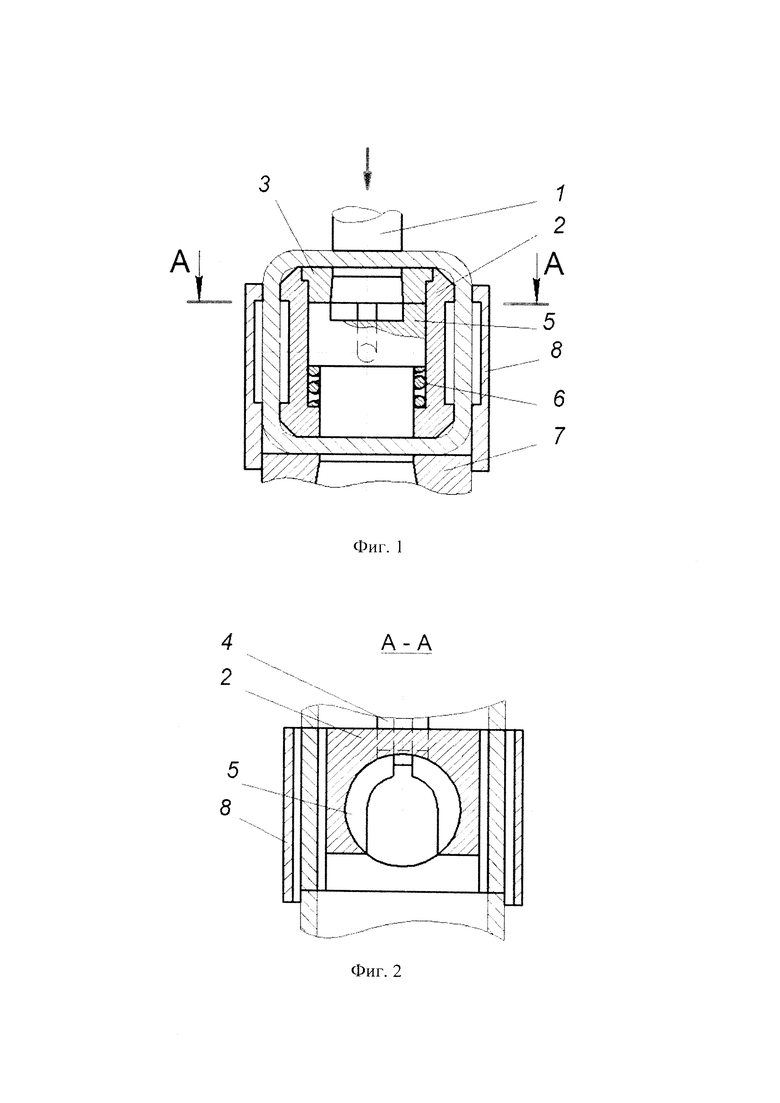
На фиг.1 показан фронтальный разрез штампа, на фиг.2 показан разрез по А-А.
Штамп содержит установленный на ползуне пресса пуансон 1, установленную в матрицедержетеле 2 верхнюю матрицу 3. Матрицедержатель 2 установлен на трубчатой штанге 4, закрепленной на прессе. В матрицедержателе 2 соосно верхней матрице 3 и с возможностью перемещения вдоль ее оси установлен внутренний пуансон 5, подпружиненный пружиной 6 к нижнему торцу верхней матрицы 3. На контактирующем с нижнем торцом верхней матрицы 3 торцом внутреннего пуансона 5 выполнено гнездо, пневматически связанное проточкой на боковой поверхности внутреннего пуансона 5 с полостью трубчатой штанги 4, а прорезью в матрицедержателе 2-е полостью трубы. При этом размеры гнезда и прорези в матрицедержателе 2 выполнены в соответствии с формой пробитого в верхней матрице 3 отхода с возможностью его перемещения вдоль оси трубы. Соосно верхней матрице 3 на столе пресса установлена нижняя матрица 7. Труба устанавливается в штамп по направляющим линейкам 8.
Штамп для пробивки труб работает следующим образом. Труба подается в штамп по направляющим линейкам 8 до контакта с упором (не показан). При выполнении операции матрицедержатель 2 расположен в полости трубы, пуансон 1 пробивает отверстие в верхней полке и проталкивает отход через верхнюю матрицу 3 в гнездо внутреннего пуансона 5. Дальнейшее перемещение пуансона 1 приводит к перемещению внутреннего пуансона 5 относительно матрицедержателя 2, сжатию пружины 6 и пробивке отверстия в нижней полке с проталкиванием отхода в нижнюю матрицу 7. После возвращения пуансонов в исходное положение отход из гнезда внутреннего пуансона 5 удаляется в полость трубы подачей сжатого воздуха через полость в трубчатой штанге 4.
Конструкция штампа обеспечивает пробивку соосно большего и меньшего отверстий на противоположных полках независимо от последовательности выполнения операций и автоматизацию удаления отхода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий | 1988 |
|
SU1682013A1 |
| Универсальный штамп для пробивки отверстий,расположенных в линию (его варианты) | 1983 |
|
SU1260068A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ С СИНХРОНИЗАТОРОМ ШАГА ПЕРФОРАЦИИ | 2005 |
|
RU2317172C2 |
| СПОСОБ СБОРКИ СТЕРЖНЕВОГО И ПЛАСТИНЧАТОГО ЭЛЕМЕНТОВ | 2008 |
|
RU2392080C2 |
| Комбинированный штамп | 1981 |
|
SU967656A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп для реверсивной пробивки-вырубки деталей из листовых заготовок | 1980 |
|
SU969375A1 |
| Штамп ГРШД | 1984 |
|
SU1242281A1 |
| Штамп для пробивки отверстий в полых цилиндрических изделиях | 1987 |
|
SU1563811A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
Изобретение относится к разделительным операциям обработки металлов давлением и может быть использовано при пробивке отверстий в стенках труб. На ползуне пресса установлен пуансон, а на столе пресса - нижняя матрица. На прессе посредством трубчатой штанги смонтирован матрицедержатель с верхней матрицей и соосным ей внутренним пуансоном, имеющим возможность перемещения вдоль оси верхней матрицы относительно матрицедержателя. Верхняя матрица неподвижно установлена в матрицедержателе. Внутренний пуансон подпружинен относительно матрицедержателя, который имеет прорезь. На контактирующем с нижним торцом верхней матрицы торце внутреннего пуансона выполнено гнездо, пневматически связанное с полостью трубчатой штанги. Размеры гнезда и прорези в матрицедержателе выполнены в соответствии с формой пробитого в верхней матрице отхода. В результате обеспечивается расширение технологических возможностей и увеличение производительности штампа. 2 ил.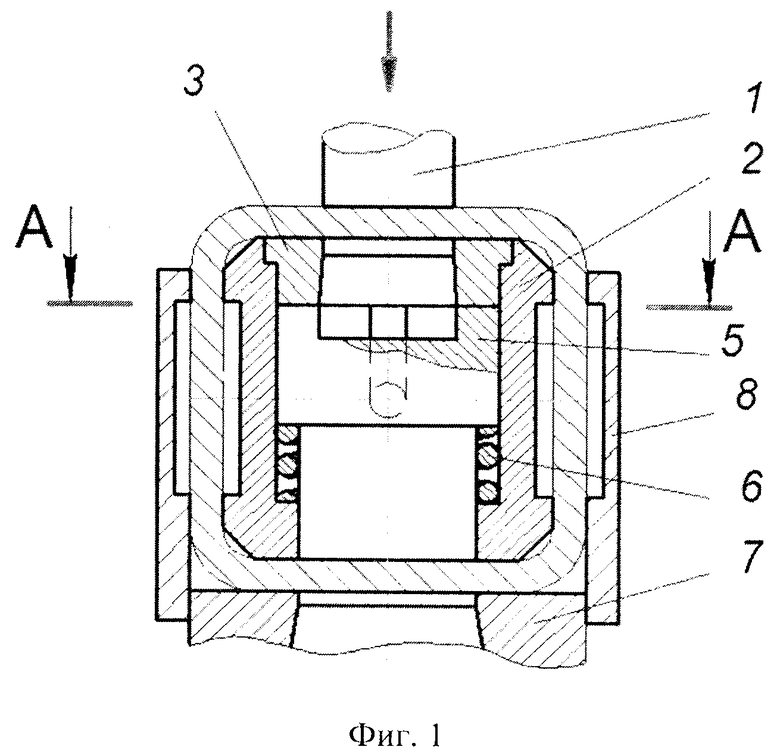
Штамп для пробивки труб, содержащий установленный на ползуне пресса пуансон, установленную на столе пресса нижнюю матрицу, установленный на прессе посредством штанги матрицедержатель с верхней матрицей и внутренним пуансоном, установленным соосно верхней матрице с возможностью перемещения вдоль ее оси относительно матрицедержателя, отличающийся тем, что верхняя матрица выполнена отдельно от внутреннего пуансона и неподвижно установлена в матрицедержателе, внутренний пуансон подпружинен относительно матрицедержателя, матрицедержатель выполнен с прорезью, а на контактирующем с нижним торцом верхней матрицы торце внутреннего пуансона выполнено гнездо, пневматически связанное с полостью трубчатой штанги, при этом размеры гнезда и прорези в матрицедержателе выполнены в соответствии с формой пробитого в верхней матрице отхода с возможностью его перемещения вдоль оси трубы.
| Штамп для пробивки отверстий в полых цилиндрических изделиях | 1987 |
|
SU1563811A1 |
| Штамп для пробивки отверстий в полом изделии | 1976 |
|
SU596333A1 |
| Способ замачивания кукурузного зерна | 1958 |
|
SU117333A1 |
| Устройство для пробивки отверстий в трубе | 1983 |
|
SU1088849A1 |
| Устройство для пробивки отверстий в полых изделиях | 1989 |
|
SU1607996A2 |
| US 4750393 A1, 14.06.1988 | |||
| DE 102008008469 A1, 25.09.2008. | |||
