ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу предотвращения замедленного разрушения в мартенситной нержавеющей стали, которая подвергается мартенситному превращению, даже когда ей дают возможность охлаждаться на воздухе, и к способу производства мартенситной нержавеющей стали, обладающей свойством предотвращения замедленного разрушения.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Стальные трубы из мартенситной нержавеющей стали, как например, API 13Cr-стали, имеют отличную коррозионную стойкость в атмосфере, содержащей СО2, и поэтому они применяются, главным образом, при бурении нефтяных скважин, например, в виде насосно-компрессорных и обсадных труб для использования при бурении нефтяных скважин. Мартенситную нержавеющую сталь подвергают закалке, резко охлаждая от температуры в аустенитной области (при температуре, равной точке Ас1 стали или выше ее), для образования мартенситной структуры. Следовательно, сталь обычно подвергают конечной термической обработке для закалки после горячей обработки.
Однако высокая прокаливаемость мартенситной нержавеющей стали может вызывать мартенситное превращение стали, даже когда ей дают возможность охлаждаться на воздухе после горячей обработки, например, при производстве труб, и в некоторых случаях образуются трещины, особенно в тех частях, по которым нанесен удар во время обращения с изделием. Это явление, которое называют замедленным разрушением, и возникает внезапно после того, как пройден определенный период времени после горячей обработки. Следовательно, в случае горячей обработки мартенситной нержавеющей стали необходимо предотвращать возникновение замедленного разрушения во время периода времени после горячей обработки и до термической обработки для упрочнения.
При изготовлении труб из мартенситной нержавеющей стали обычной контрмерой против замедленного разрушения является ограничение продолжительности времени от завершения изготовления трубы вплоть до начала термической обработки для упрочнения посредством закалки. Для этого вскоре после изготовления трубы ее необходимо подвергать термической обработке для придания стали достаточной прочности посредством закалки. Однако ограничение времени с момента изготовления трубы до термической обработки иногда приводит к необходимости частого изменения температуры термической обработки во время работы, что приводит к снижению эффективности производства.
В патентном документе JP 2004-43935 A описывается бесшовная труба из мартенситной нержавеющей стали, в которой замедленное разрушение предотвращается способом, основанным на ограничении количества эффективных растворенных C и N (которое описано ниже) до 0,45 или менее. Однако количество эффективных растворенных C и N определяется составом стали, и когда соответствующий состав стали выбирают с учетом других свойств, как, например, прочности и ударной вязкости, то случается, что количество эффективных растворенных C и N превышает 0,45. Следовательно, этот способ нельзя назвать оптимальным для предотвращения замедленного разрушения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является создание способа предотвращения замедленного разрушения мартенситной нержавеющей стали, которая подвергается мартенситному превращению, даже когда ей дают возможность охлаждаться на воздухе, при этом без ограничения продолжительности времени от завершения горячей обработки вплоть до термической обработки для упрочнения.
Другой задачей изобретения является создание способа предотвращения замедленного разрушения, который применим к мартенситной нержавеющей стали, имеющей количество эффективных растворенных C и N, превышающее 0,45.
Еще одной задачей изобретения является создание способа производства мартенситной нержавеющей стали, имеющей улучшенное сопротивление замедленному разрушению.
Авторами проведены исследования с учетом того факта, что причина замедленного разрушения в мартенситной нержавеющей стали связана с увеличением твердости материала и с количеством поглощенного водорода, причем то и другое вызвано растворением C и N в твердом растворе. В результате было установлено, что возникновение замедленного разрушения можно предотвратить, осуществляя предварительную смягчающую термическую обработку после горячей обработки. Затем при необходимости можно, конечно, в любое удобное время проводить термическую обработку для упрочнения.
Согласно одному аспекту настоящего изобретения предлагается способ предотвращения замедленного разрушения мартенситной нержавеющей стали, которая подвергается мартенситному превращению, когда ей дают возможностью охлаждаться на воздухе, отличающейся тем, что после горячей обработки и до термической обработки закалкой от температуры, равной точке Ас1 стали или выше ее, сталь подвергают предварительной разупрочняющей термической обработке при таких условиях, что параметр разупрочнения Р, как он определяется ниже, равен, по меньшей мере, 15400, а температура разупрочнения Т ниже точки Ас1:
Р (параметр разупрочнения): Р=Т(20+log t),
Т: температура разупрочнения [К],
t: длительность разупрочняющей обработки [часы].
Согласно другому аспекту настоящего изобретения предлагается способ производства мартенситной нержавеющей стали, имеющей улучшенное сопротивление замедленному разрушению, отличающийся тем, что мартенситную нержавеющую сталь, состоящую по существу из в мас.%, С: 0,15-0,22%, Si: 0,05-1,0%, Mn: 0,10-1,0%, Cr: 10,5-14,0%, Р: самое большее 0,020%, S: самое большее 0,010%, Al: самое большее 0,10%, Мо: 0-2,0%, V: самое большее 0,50%, Nb: 0-0,020%, Ca: 0-0,0050%, N: самое большее 0,1000% и остатка из Fe и примесей, после горячей обработки подвергают предварительной разупрочняющей термической обработке при таких условиях, что параметр разупрочнения Р, как он определен выше, равен, по меньшей мере, 15400, а температура разупрочнения Т ниже точки Ас1.
Согласно настоящему изобретению при изготовлении труб из мартенситной нержавеющей стали, которые используют в нефтяных скважинах и т.п., можно эффективно предотвращать замедленное разрушение, подвергая их предварительной разупрочняющей термической обработке вскоре после изготовления труб, что тем самым делает возможным последующее осуществление в произвольное время термической обработки для упрочнения путем закалки, чтобы образовать готовые изделия. В результате этого не существует никакой необходимости осуществлять закалку в пределах ограниченного периода времени после образования труб, при этом можно предотвращать замедленное разрушение мартенситной нержавеющей стали в отсутствие препятствия со стороны технологических операций, налагаемых таким ограничением.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА
На чертеже представлен график, показывающий результаты из примеров.
НАИЛУЧШИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ниже будет описано настоящее изобретение в связи с некоторыми конкретными вариантами его осуществления. Однако нижеописанные варианты предназначаются лишь для иллюстрации настоящего изобретения, а не служат для его ограничения.
Сталью, которая представляет интерес в настоящем изобретении, в общем, является любая мартенситная нержавеющая сталь, которая подвергается мартенситному превращению, когда ей дают возможность охлаждаться на воздухе.
Однако ввиду того, что основным применением этой стали является ее использование в виде стальной трубы в нефтяной скважине, то предпочтителен следующий состав стали. В этом описании изобретения процентное содержание в составе стали выражено в массовых процентах, если не указано иное.
С: 0,15-0,22%
С (углерод) - это один из важнейших элементов в мартенситной нержавеющей стали, он необходим для достижения достаточной прочности. Содержание С поддерживают в пределах 0,15-0,22% для того, чтобы получить хорошо сбалансированные прочности, отношение предела текучести к пределу прочности. Если содержание С меньше 0,15%, то невозможно достигнуть достаточной прочности. Если оно превышает 0,22%, то прочность становится слишком высокой, при этом затрудняется достижение подходящего баланса прочности с отношением предела текучести и предела прочности. Кроме того, это приводит к значительному увеличению количества эффективного растворенного С, которое определено ниже, а в некоторых случаях невозможно предотвратить замедленное разрушение, даже если осуществляется предварительная смягчающая термическая обработка согласно настоящему изобретению. Нижний предел содержания С равен предпочтительно 0,16% и предпочтительнее 0,18%.
Si: 0,05-1,0%
Si (кремний) добавляют в сталь в качестве раскислителя. Для того, чтобы достигнуть этого результата, добавляют, по меньшей мере, 0,05% Si. Для того, чтобы предотвратить ухудшение ударной вязкости, верхний предел содержания Si равен 1,0%. Нижний предел содержания Si равен предпочтительно 0,16% и предпочтительнее 0,20%. Предпочтительный верхний предел содержания Si равен 0,35%.
Mn: 0,10-1,0%
Как и Si, Mn (марганец) обладает раскисляющим действием. Однако добавление слишком большого количества Mn вызывает ухудшение ударной вязкости. По этой причине содержание Mn равно 0,10-1,0%. Оно предпочтительно составляет, по меньшей мере, 0,30%, а для того, чтобы сохранить ударную вязкость после резкого охлаждения, оно предпочтительно составляет самое большее 0,60%.
Cr: 10,5-14,0%
Cr (хром) - это основной материал для достижения необходимой коррозионной стойкости в мартенситной нержавеющей стали. При добавлении, по меньшей мере, 10,5% Cr улучшается коррозионная стойкость в отношении питтинговой коррозии и длительной коррозии, при этом заметно улучшается коррозионная стойкость в среде, содержащей СО2. С другой стороны, Cr - это ферритообразующий элемент, поэтому если его содержание превышает 14,0%, то δ-феррит легко образуется во время обработки при высокой температуре, что тем самым ухудшает обрабатываемость в горячем состоянии и уменьшает прочность после горячей обработки. Содержание Cr составляет предпочтительно, по меньшей мере, 12,0% и самое большее 13,1%.
Р: самое большее 0,20%
Так как присутствие слишком большого количества Р (фосфора) в качестве примеси вызывает ухудшение ударной вязкости, то содержание Р составляет самое большее 0,020%.
S: самое большее 0,010%
Присутствие слишком большого количества S (серы) в качестве примеси вызывает только ухудшение ударной вязкости, но и развитие сегрегации, приводящей к ухудшению качества внутренней поверхности стальной трубы. Следовательно, содержание S составляет самое большее 0,010%.
Al: самое большее 0,10%.
Al присутствует в стали в виде примеси. Если его содержание превышает 0,10%, то ухудшается ударная вязкость, так что содержание Al составляет самое большее 0,10%, предпочтительно самое большее 0,05%.
Мо: 0-2,0%
Мо (молибден) - это необязательный легирующий элемент, но если добавлен Мо, то это имеет результатом увеличение прочности и коррозионной стойкости. Однако если количество Мо превышает 2,0%, то затрудняется протекание мартенситного превращения. Следовательно, при добавлении Мо его содержание составляет самое большее 2,0%. Мо - это дорогостоящий легирующий элемент, и добавление Мо в увеличенном количестве неэффективно с экономической точки зрения. Следовательно, когда добавляют Мо, его содержание предпочтительно делают по возможности небольшим.
V: самое большее 0,50%
Добавление V (ванадия) имеет результатом увеличение YR (YR=предел текучести/ предел прочности на растяжение) стали. Однако если содержание V превышает 0,50%, то это уменьшает ударную вязкость, так что верхний предел содержания V равен 0,50%. V - это дорогостоящий легирующий элемент, и добавление V в увеличенном количестве неэффективно с экономической точки зрения, так что верхний предел его содержания предпочтительно равен 0,30%.
Nb: 0-0,020%
Nb (ниобий) - это необязательный легирующий элемент. Если добавлен Nb, то это имеет результатом увеличение прочности. Однако если количество Nb превышает 0,020%, то это уменьшает ударную вязкость, так что верхний предел содержания Nb равен 0,020%. Nb также является дорогостоящим легирующим элементом, и добавление Nb в увеличенном количестве неэффективно с экономической точки зрения. Следовательно, когда добавляют Nb, его содержание предпочтительно делают по возможности небольшим.
Са: 0-0,0050%
Са (кальций) также является необязательным легирующим элементом. Са связывается с S в стали и в результате этого предотвращает ухудшение обрабатываемости в горячем состоянии из-за выделения S на границах зерен. Если содержание Са превышает 0,0050%, то растут включения в стали и уменьшается ударная вязкость. Следовательно, когда добавляют Са, верхний предел его содержания равен 0,0050%.
N: самое большее 0,1000%
N (азот) - это аустенитостабилизирующий элемент, и подобно С он является важным элементом в мартенситной нержавеющей стали, в частности, улучшая обрабатываемость в горячем состоянии. Если количество N превышает 0,1000%, то уменьшается ударная вязкость. Кроме того, это приводит к значительному увеличению количества эффективного растворенного N, и в результате этого очень легко происходит замедленное разрушение. Следовательно, верхний предел содержания N равен 0,100% и предпочтительно 0,0500%. С другой стороны, при слишком небольшом количестве N ухудшается эффективность стадии деазотирования в процессе производства стали, что тем самым препятствует производству стали. Следовательно, количество N предпочтительно составляет, по меньшей мере, 0,0100%.
После исключения вышеуказанных элементов остаток состава стали содержит Fe и примеси, как, например, Ti (титан), В (бор) и О (кислород).
Как описывается в вышеупомянутом патентном документе JP 2004-43935 А, на склонность мартенситной нержавеющей стали к замедленному разрушению влияет количество эффективных растворенных C и N. Замедленное разрушение имеет тенденцию к легкому возникновению, если сумма количества эффективного растворенного С и 10-кратного количества эффективного растворенного N, т.е. (С*+10N*) в стали превышает 0,45. Таким образом, настоящее изобретение дает результаты в отношении стальной трубы, у которой значение (С*+10N*) больше, чем 0,45. Другими словами, в стали с (С*+10N*)≤0,45 замедленное разрушение не происходит легко.
Таким образом, способ согласно настоящему изобретению особенно эффективен тогда, когда он применяется к стали с (С*+10N*)>0,45. А именно, в противоположность изобретению, описанному в патентном документе JP 2004-43935 А, при настоящем изобретении не требуется регулировать количество N в стали для удовлетворения требования (С*+10N*)≤0,45. Таким образом, можно в достаточной степени использовать действие N по улучшению обрабатываемости в горячем состоянии, тем самым облегчая горячую обработку мартенситной нержавеющей стали и благоприятно влияя на изделия, получаемые при горячей обработке.
Количество эффективных растворенных C и N (Q) вычисляют следующим образом:
Q: количество эффективных растворенных C и N
Q=C*+10N*
C*: количество эффективного растворенного С
С*:=С-[12{(Cr/52)×(6/23)}/10]
N*: количество эффективного растворенного N
N*=N - [14{(V/51)+(Nb/93)}/10]-[14{(Ti/48)+(B/11)+(Al/27)}/10]
В вышеприведенных формулах содержание каждого элемента указано в массовых процентах.
Согласно настоящему изобретению мартенситную нержавеющую сталь, имеющую вышеописанный состав, после горячей обработки, как например, изготовление трубы, подвергают предварительной разупрочняющей термической обработке для того, чтобы предотвратить в дальнейшем появление замедленного разрушения.
Причина замедленного разрушения мартенситной нержавеющей стали связана с азотом и водородом, захватываемыми при деформациях, которые осуществляются во время горячей обработки. Следовательно, если высвободить эти окклюдированные газы, то можно предотвратить замедленное разрушение. С этой целью осуществляют предварительную разупрочняющую обработку при таких условиях, что параметр разупрочнения Р, который вычисляют по нижеследующей формуле, равен, по меньшей мере, 15400, а температура разупрочнения Т ниже точки Ас1.
Р (параметр разупрочнения): Р=Т(20+log t),
Т: температура разупрочнения [К],
t: длительность разупрочняющей обработки (часы).
Для того, чтобы предотвратить замедленное разрушение, необходимо уменьшить количество окклюдированных водорода и азота в стали. С этой целью уменьшают твердость стали посредством разупрочняющей термической обработки. Если после разупрочняющей термической обработки параметр разупрочнения меньше 15400, то разупрочнение является недостаточным, и даже после осуществления такой термической обработки существует возможность появления замедленного разрушения. Однако даже в случае, когда сталь термически обрабатывают так, чтобы иметь параметр разупрочнения, равный 15400 или больше, и если температура разупрочнения, которая является температурой, при которой осуществляют такую термическую обработку, равна точке Ас1 стали или выше ее, то структура снова становится аустенитной, а после охлаждения появляется мартенситная структура, которая не подвергалась термической обработке, так как существует тенденция к появлению замедленного разрушения.
Предварительную разупрочняющую термическую обработку осуществляют после горячей обработки и до конечной термической обработки для закалки резким охлаждением от температуры, равной, по меньшей мере, точке Ас1 стали. Ее можно проводить в любое время в пределах этого периода, пока не произошло замедленное разрушение. Однако так как возможность появления замедленного разрушения увеличивается после того, как прошло 168 часов со времени завершения конечной горячей обработки (например, изготовления трубы)(исключая время последующего охлаждения), то предварительную разупрочняющую термическую обработку предпочитается осуществлять в пределах 168 часов со времени конечной горячей обработки. Предварительную разупрочняющую термическую обработку можно осуществлять сразу же после конечной горячей обработки. Например, ее можно проводить сразу же после охлаждения на воздухе изделия, обработанного в горячем состоянии, или даже во время этого охлаждения и после понижения температуры стали до точки Mf стали или ниже этой точки, при которой завершается мартенситное превращение.
Предварительную разупрочняющую термическую обработку выполняют нагреванием изделия, обработанного в горячем состоянии, до температуры разупрочнения Т, которая ниже, чем точка Ас1 стали, и поддержанием этой температуры в течение определенного периода времени. Длительность этой термической обработки является длительностью разупрочняющей обработки «t» в вышеприведенной формуле, поэтому ее выбирают в зависимости от температуры разупрочнения Т таким образом, чтобы параметр Р, вычисленный по вышеприведенной формуле, был равен, по меньшей мере, 15400. Охлаждение после разупрочняющей термической обработки предпочтительно осуществляют охлаждением на воздухе.
После того, как проведена предварительная разупрочняющая термическая обработка мартенситной нержавеющей стали, подвергшейся горячей обработки, сталь надежно предохранена от подверженности замедленному разрушению, так что конечная термическая обработка для упрочнения посредством закалки может быть проведена в любой удобный момент времени. В результате этого множество стальных изделий, которые подверглись горячей обработке и которые могут быть упрочнены закалкой от одинаковой температуры, в дальнейшем могут быть подвергнуты конечной термической обработке для упрочнения, что, таким образом, дает возможность уменьшить изменения температуры в термической печи, а следовательно, улучшить эффективность производства и снизить эксплуатационные расходы.
Как описано выше, на легкость появления замедленного разрушения влияет количество эффективных растворенных C и N. Согласно настоящему изобретению можно предотвращать замедленное разрушение независимо от этого количества (а именно, даже если количество эффективных растворенных C и N является довольно большим).
Горячая обработка и конечная термическая обработка для упрочнения (закалки) мартенситной нержавеющей стали могут быть проведены обычным образом. Например, горячую обработку можно осуществлять посредством образования трубы в условиях, которые обычно применяются при производстве бесшовных труб. Конечную термическую обработку обычно проводят резким охлаждением от температуры в интервале 920-980°C и последующим отпуском в интервале температур 650-750°С.
ПРИМЕР
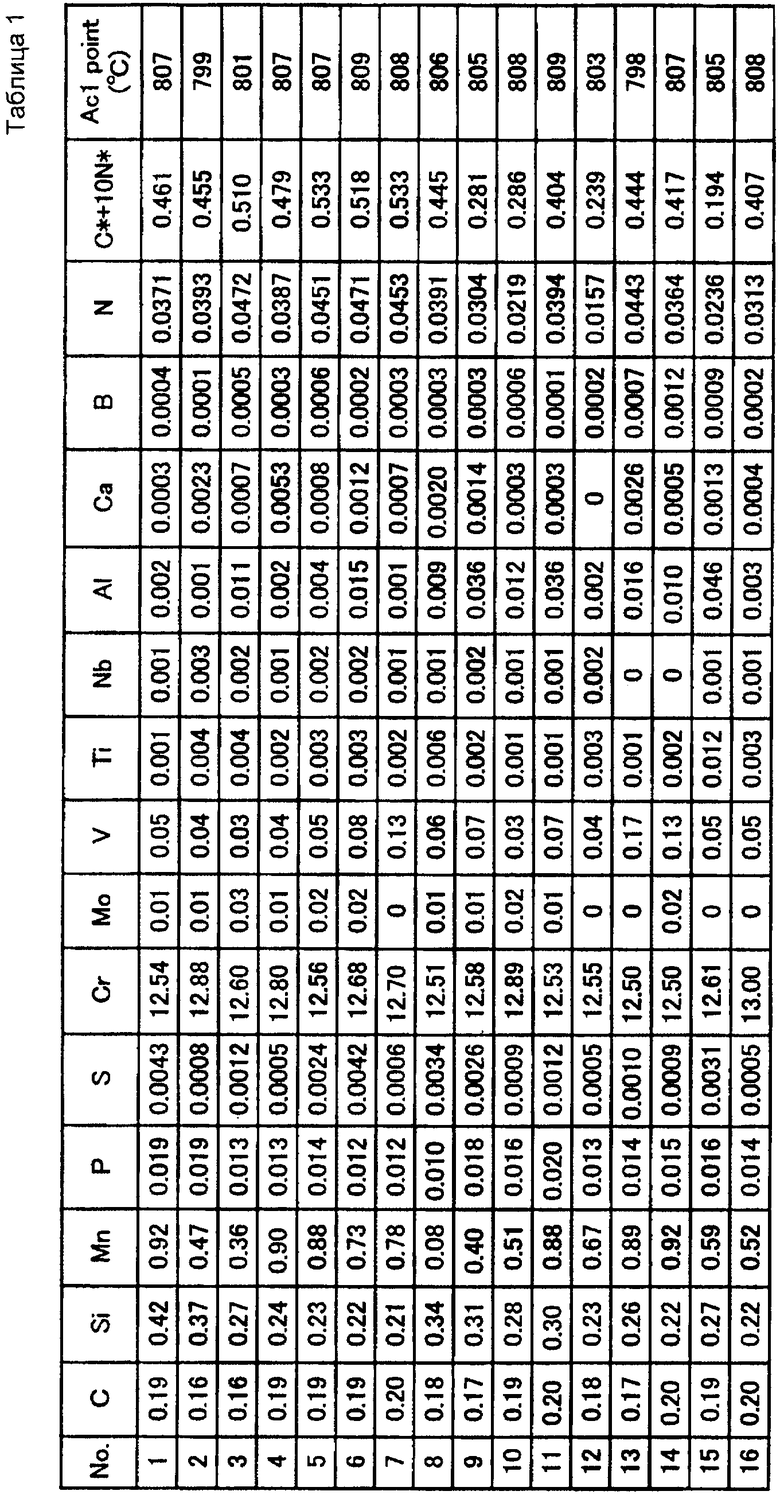
По технологии производства труб методом Маннесмана и с использованием заготовок из мартенситной нержавеющей стали, имеющей составы (остальное: Fe и примеси), показанные в Таблице 1, изготовили бесшовные стальные трубы с наружным диаметром 60,33 мм и с толщиной стенки 4,83 мм.
От каждой получаемой бесшовной трубы брали опытный образец длиной 250 мм для использования при испытании на удар.
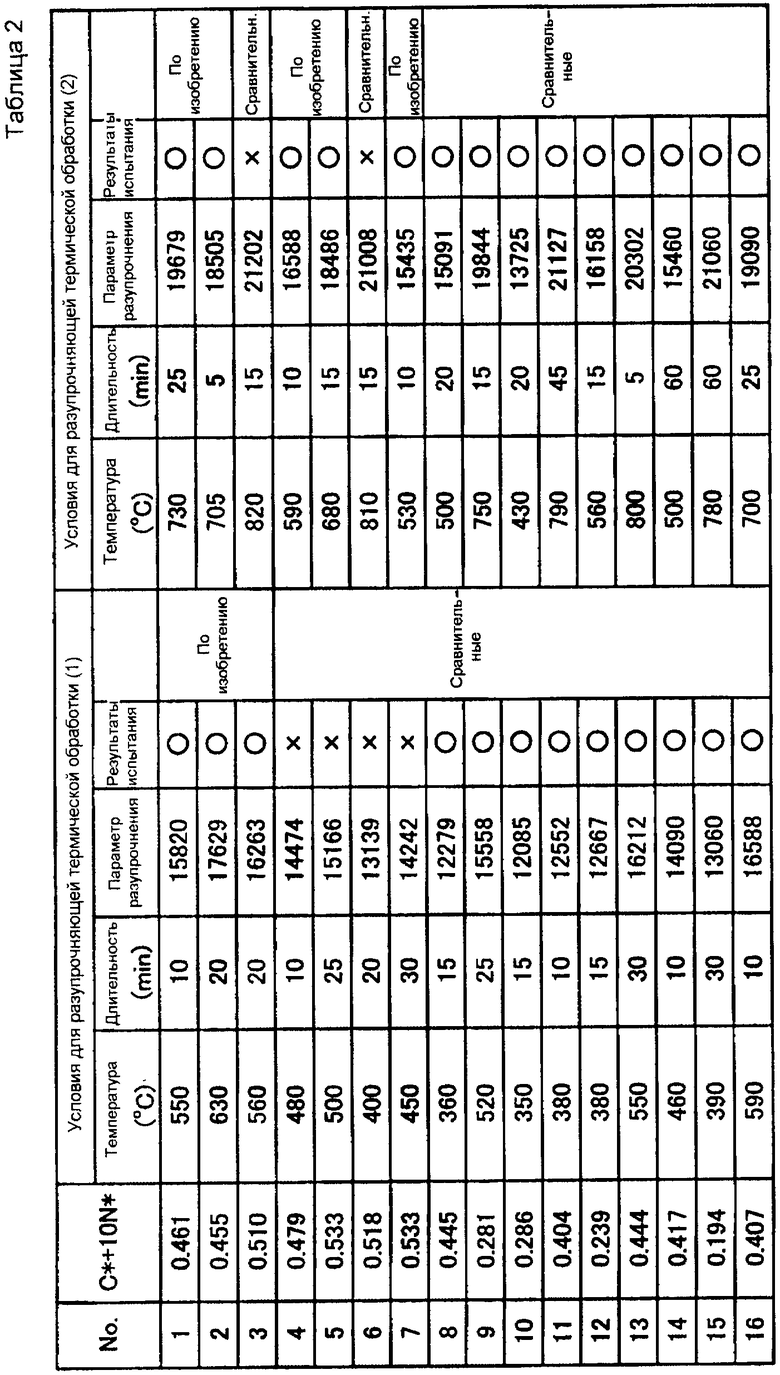
Чтобы вызвать деформацию от ударной нагрузки (294 Дж), на каждый опытный образец падал груз весом 150 кг с наконечником, имеющим кривизну в 90 мм. После этого опытный образец подвергали предварительной разупрочняющей термической обработке при условиях (1) и (2), показанных в Таблице 2, в отношении температуры термической печи (температура разупрочнения) и времени пребывания в ней (длительности разупрочняющей обработки). В Таблице 2 показаны также значения параметра разупрочнения, вычисленные при каждом условии испытания. Причина того, почему применялась ударная нагрузка до предварительной разупрочняющей термической обработки, заключается в том, чтобы имитировать повреждение стальной трубы при обращении с ней во время транспортировки в фактическом производственном процессе.
Каждый опытный образец, который был термически обработан для разупрочнения, оставляли на воздухе на 720 часов и затем исследовали на наличие или отсутствие трещин. Трещины выявляли при визуальном рассмотрении и ультразвуковом испытании. Результаты показаны в таблице 2 и на фиг.1.
По нижеприведенным формулам вычисляли количество эффективных растворенных C и N (Q) в каждой стали, значение которого показано в Таблице 1 наряду с ее точкой Ас1.
Q=(C*+10N*)
С*=С-[12{(Cr/52)×(6/23)}/10] и
N*=N-[14{(V/51)+(Nb/93)}/10]-[14{(Ti/48)+(B/11)+(Al/27)}/10]
Как можно видеть на фиг.1, замедленное разуршение не происходит, когда Q≤0,45, а когда Q>0,45, замедленное разрушение можно предотвратить, устанавливая параметр разупрочнения равным, по меньшей мере, 15400. Таким образом, в противоположность техническому решению в патентном документе JP2004-43935, в котором для того, чтобы предотвратить замедленное разрушение, должно быть удовлетворено условию Q≤0,45, настоящее изобретение дает возможность предотвращать замедленное разрушение даже в сталях, имеющих значение Q больше 0,45.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесшовная труба нефтяного сортамента из высокопрочной коррозионно-стойкой стали мартенситного класса и способ ее получения | 2021 |
|
RU2807645C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕГИРОВАННОЙ СТАЛИ ВЫСОКОПРОЧНЫХ КРЕПЕЖНЫХ ИЗДЕЛИЙ КЛАССА ПРОЧНОСТИ 14.9 МЕТОДОМ ХОЛОДНОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2022 |
|
RU2802486C1 |
| МЕЛКОЗЕРНИСТАЯ, МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2004 |
|
RU2321670C2 |
| НЕРЖАВЕЮЩАЯ СТАЛЬ ДЛЯ НЕФТЯНЫХ СКВАЖИН И ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ НЕФТЯНЫХ СКВАЖИН | 2013 |
|
RU2583207C1 |
| НЕФТЕГАЗОПРОМЫСЛОВАЯ БЕСШОВНАЯ ТРУБА ИЗ МАРТЕНСИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2468112C1 |
| МАРТЕНСИТНО-ФЕРРИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ, ИЗГОТОВЛЕННЫЙ ПРОДУКТ И СПОСОБЫ ИХ ПРИМЕНЕНИЯ | 2015 |
|
RU2696513C2 |
| ГРУППА ОБОРУДОВАНИЯ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ БЕСШОВНОЙ СТАЛЬНОЙ ТРУБЫ ИЛИ ТРУБОПРОВОДА И СПОСОБ ПОЛУЧЕНИЯ ТРУБЫ ИЛИ ТРУБОПРОВОДА ИЗ ВЫСОКОПРОЧНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2013 |
|
RU2630148C2 |
| СТАЛЬ ДЛЯ ЗАКАЛКИ В ШТАМПЕ И ЗАКАЛЕННАЯ В ШТАМПЕ ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ИЗ ТАКОЙ СТАЛИ | 2016 |
|
RU2686728C1 |
| ТРУБА ИЗ МАРТЕНСИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ НЕФТЯНЫХ СКВАЖИН | 2004 |
|
RU2363877C2 |
| ВЫСОКОПРОЧНАЯ ГОРЯЧЕКАТАНАЯ СТАЛЬ С ВЫСОКОЙ УДАРНОЙ ПРОЧНОСТЬЮ И ПРЕДЕЛОМ ТЕКУЧЕСТИ НЕ МЕНЕЕ 800 МПА И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2015 |
|
RU2701237C2 |
зобретение относится к области металлургии. Для предотвращения замедленного разрушения, которое встречается в подвергнутой горячей обработке мартенситной нержавеющей стали, сталь после горячей обработки и до термической обработки для закалки посредством резкого охлаждения от температуры, по меньшей мере, точки Ac1 стали подвергают предварительной разупрочняющей термической обработке при таких условиях, что параметр разупрочнения Р, как он определяется ниже, равен, по меньшей мере, 15400, а температура разупрочнения Т ниже точки Ас1 при этом Р (параметр разупрочнения): P=T(20+log t), где Т - температура разупрочнения [К], t - длительность разупрочняющей обработки (час). Изобретение особенно эффективно для мартенситной нержавеющей стали, имеющей состав стали, в котором количество эффективных растворенных С и N(=[C*+10N*]) больше 0,45, где С* и N* вычисляют по нижеприведенным формулам: С*=С-[12{(Cr/52)×(6/23)}/10],N*=N-[14{(V/51)+(Nb/93)}/10]-[14{(Ti/48)+(В/11)+(Al/27)}/10].
2 н. и 5 з.п. ф-лы, 2 табл. 1 ил.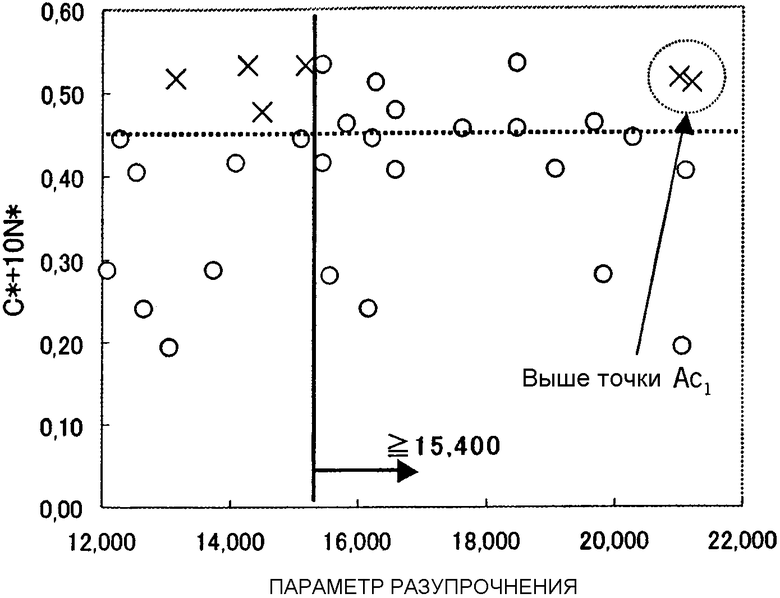
1. Способ производства изделий из мартенситной нержавеющей стали, характеризующийся тем, что после горячей обработки и до термической обработки закалкой от температуры, равной точке Ac1 стали или выше ее, стальное изделие подвергают предварительной разупрочняющей термической обработке в условиях, при которых параметр разупрочнения Р равен, по меньшей мере, 15400 и определен следующим соотношением: P=T(20+log t),
где Т - температура разупрочнения, К;
t - длительность разупрочняющей обработки, ч;
а температура разупрочнения Т ниже точки Ас1.
2. Способ по п.1, при котором предварительную разупрочняющую термическую обработку осуществляют в пределах 168 ч после горячей обработки.
3. Способ по п.1, при котором горячей обработкой изготавливают трубу.
4. Способ производства изделий из мартенситной нержавеющей стали, характеризующийся тем, что изделия производят из стали следующего состава, мас.%:
после горячей обработки стальное изделие подвергают предварительной разупрочняющей термической обработке в условиях, при которых параметр разупрочнения Р равен, по меньшей мере, 15400 и определен следующим соотношением: P=T(20+log t),
где Т - температура разупрочнения, К;
t - длительность разупрочняющей обработки, ч,
а температура разупрочнения Т ниже точки Ас1.
5. Способ по п.4, при котором сталь содержит количество эффективных растворенных С и N, равное [C*+10N*] больше 0,45, где С* и N* вычисляют по нижеприведенным формулам:
С*=С-[12{(Cr/52)·(6/23)}/10];
N*=N-[14{(V/51)+(Nb/93)}/10]-[14{(Ti/48)+(B/11)+(Al/27)}/10],
где В и Ti - содержание примесей в стали.
6. Способ по п.4 или 5, при котором предварительную разупрочняющую термическую обработку осуществляют в пределах 168 ч после горячей обработки.
7. Способ по п.4 или 5, при котором горячей обработкой изготавливают трубы.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| 1971 |
|
SU411138A1 | |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ ИЗ МАЛОУГЛЕРОДИСТЫХ МАРГАНЦОВИСТЫХ СТАЛЕЙ | 1994 |
|
RU2048542C1 |
| СПОСОБ ОБРАБОТКИ ВЫСОКОПРОЧНЫХ КОРРОЗИОННОСТОЙКИХ СТАЛЕЙ | 1991 |
|
RU2034048C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ ИЗ МАЛОУГЛЕРОДИСТОЙ СТАЛИ | 1997 |
|
RU2112049C1 |
| US 3899368 A, 12.08.1975. | |||

