ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к мартенситной нержавеющей стали, используемой в сварных структурах, и, более конкретно, к мартенситной нержавеющей стали для сварных структур с высокой стойкостью к растрескиванию в результате коррозии под напряжением.
УРОВЕНЬ ТЕХНИКИ
Нефть или природный газ, получаемые на нефте- и газопромыслах, содержат высококоррозионные газы, такие как диоксид углерода (СО2) и сероводород (H2S). Сталь, используемая в сварных структурах, таких как трубопроводы, по которым подают подобные виды высококоррозионных жидкостей, должна иметь высокую коррозионную стойкость. Проводились многочисленные исследования сульфидного растрескивания под напряжением (в дальнейшем обозначаемого как “SSC”), вызываемого сероводородом, и общей коррозии поверхности, вызываемой газообразным диоксидом углерода в стальном материале для сварных структур.
Известно, что добавление Cr, например, понижает скорость коррозии. Поэтому в высокотемпературных средах, содержащих газообразный диоксид углерода, в качестве стального материала для трубопроводов используют нержавеющую сталь с повышенным содержанием Cr, такую как сталь 13Cr.
Однако SSC происходит в мартенситной нержавеющей стали в средах, содержащих следовые количества сероводорода. Трещины, вызываемые SSC, быстро проникают через толстые плиты в течение короткого периода времени и также представляют собой локализованное явление, поэтому усиление способности выдерживать SSC (в дальнейшем обозначаемой как “стойкость к SSC”) является даже еще более важной, чем улучшение общей коррозионной стойкости.
Добавление молибдена и никеля в соответствующих количествах к мартенситной нержавеющей стали эффективно стабилизирует антикоррозионную активность покрывающих пленок в средах, содержащих сероводород, улучшая стойкость к SSC. В Патентном документе 1 описана методика добавления Ti, Zr и редкоземельных металлов (REM) для связывания Р, ослабляющего стойкость к SSC, таким образом понижая содержание Р в твердом растворе, что обеспечивает существенно более низкое содержание Р.
В Непатентном документе 1 описана методика снижения содержания С в основном металле с целью ингибирования повышения твердости на участках, подвергшихся нагреванию при сварке (в дальнейшем такая “зона термического влияния” обозначена как “HAZ”), таким образом повышая стойкость к SSC на сварном участке.
В последние годы растрескивание в результате коррозии под напряжением (в дальнейшем обозначаемое как “SCC”) становится важной проблемой для мартенситной нержавеющей стали, используемой в высокотемпературных средах, содержащих газообразный диоксид углерода (в дальнейшем обозначаемых как “не вызывающая коррозии среда”), имеющих высокие температуры, составляющие приблизительно 80-200°С, и содержащих СО2 и ионы хлорида. Явление SCC подобно SSC тем, что трещины быстро проникают через толстые стенки в течение короткого периода времени, и тем, что это происходит локально.
Методика повышения стойкости к растрескиванию в результате коррозии под напряжением (в дальнейшем обозначаемой как “стойкость к SCC”) в HAZ мартенситной нержавеющей стали в не вызывающих коррозии средах описана, например, в Патентном документе 2 в виде способа получения кольцевого сварного шва, в котором содержание Р ограничено 0,010%.
Патентный документ 1: JP1993-263137A.
Патентный документ 2: JP2006-110585A.
Непатентный документ 1: M. Ueda et al.: Corrosion/96 Paper No. 58, Denver.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачи, решаемые данным изобретением
Как показано ниже, методики, описанные в вышеприведенных документах, не решают проблему SCC, возникающую на сварных участках мартенситной нержавеющей стали в не вызывающих коррозии средах.
Иными словами, связывание REM (РЗМ) с Р является сильным, однако связывание с О является чрезвычайно сильным, поэтому REM не способен в достаточной степени связывать Р до тех пор, пока содержание О не отрегулировано должным образом. Однако изобретение, описанное в Патентном документе 1, не предусматривает регулирование содержания О в стали, и, даже обеспечивая достижение более высокой стойкости к SSC, данное изобретение не повышает стойкости SCC.
Методика, описанная в Непатентном документе 1, эффективно ограничивает твердость против SSC в сероводородных средах, однако подверженность SCC в не вызывающих коррозии средах не связана с твердостью. Более того, методика, описанная в данном документе, не затрагивает вопрос ограничения количества Р в твердых растворах.
Согласно изобретению, описанному в Патентном документе 2, REM добавляют всего лишь для обеспечения обрабатываемости в горячем состоянии и устойчивой производительности при непрерывном литье. Это становится понятным после изучения примеров Патентного документа 2. Сталь, содержащую добавки REM, используют в качестве примера для стали L в Патентном документе 2, согласно которому добавки REM вводят в сталь наряду с В и Mg. Целью введения таких добавок однозначно является обеспечение обрабатываемости в горячем состоянии и устойчивой производительности при непрерывном литье. В изобретении, описанном в Патентном документе 2, также отсутствует упоминание о количестве О в стали.
Поэтому решение проблемы SCC сварных участков мартенситной нержавеющей стали в не вызывающих коррозии средах требует чрезвычайно строгих ограничений содержания Р в твердом растворе.
Целью настоящего изобретения является решение вышеупомянутых проблем путем получения мартенситной нержавеющей стали на сварных участках, имеющей высокую стойкость к SCC.
Пути решения поставленной задачи
Известно, что причиной SCC является то, что называют “сенсибилизацией”, т.е. образование обедненного Cr слоя, сопровождающего выпадение в осадок карбида Cr (соединения карбида Cr). Такая сенсибилизация происходит, в частности, в нержавеющей стали аустенитного типа, а также иногда в стали ферритного типа или мартенситной нержавеющей стали. Одним из известных способов предотвращения сенсибилизации является добавление элементов, таких как Ti или Nb, в соответствующих количествах, легко образующих соединения карбида для ингибирования выпадения в осадок карбида Cr.
Авторы настоящего изобретения провели подробное исследование состояний, которые являются причиной возникновения SCC в не вызывающих коррозии средах при использовании сварных соединений мартенситной нержавеющей стали с добавками Ti и без них, и сделали следующие выводы (а)-(е).
(а). При наличии небольших обедненных Cr участков на границах зерен участков наружного слоя основного сварного металла, сформированного окалиной сварочного окисления, такие участки служат как исходные точки для SCC в HAZ сварных участков.
(b). Трещины в результате SSC в мартенситной нержавеющей стали с добавкой Ti в основном возникают возле высокотемпературных формирований HAZ вдоль линий сдвига от сварных участков и распространяются вдоль прежних границ аустенитных зерен. Однако трещины в результате SSC не возникают в низкотемпературных формированиях HAZ, подвергшихся влиянию гистерезиса и формирующих участки сенсибилизации в мартенситной нержавеющей стали с добавкой Ti.
(с). В мартенситной нержавеющей стали без добавки Ti SSC возникает как в низкотемпературных формированиях HAZ, так и в высокотемпературных формированиях HAZ.
(d). Трещины в результате SSC не возникают в том случае, когда основной металл сварного соединения содержит REM в соответствующих количествах, содержит небольшое количество Р и удовлетворяет следующей зависимости: “P≤0,6 REM”.
(е). В (бор) проявляет тенденцию к сегрегации вдоль границы частиц и представляет собой элемент, усиливающий сенсибилизацию к SSC в HAZ, и поэтому не должен присутствовать в качестве добавки.
Подробно изучив взаимосвязь между Р и REM и прежними границами аустенитных зерен в зоне с высокотемпературными формированиями HAZ, авторы настоящего изобретения сделали следующие важные выводы (f)-(j) о сварных соединениях мартенситной стали с “элементом, стабилизирующим” добавки, таким как Ti.
(f). Для того чтобы ингибировать SCC на участках с высокотемпературными формированиями HAZ, элементный состав основного металла должен быть отрегулирован таким образом, чтобы ингибировать образование δ-феррита в высокотемпературных формированиях HAZ.
(g). Даже в случае образования δ-феррита на участках с высокотемпературными формированиями HAZ образование SCC может быть предотвращено на участках с высокотемпературными формированиями HAZ путем добавления REM к основному металлу в соответствующих количествах, тем самым связывая Р и снижая его содержание до 0,03% или менее.
(h). Сегрегация Р вдоль бывшей границы аустенитных зерен оказывает большое влияние на SCC.
(i) REM легко сегрегирует вдоль бывшей границы аустенитного зерна во время процесса охлаждения после сварки. REM оказывает чрезвычайно большое влияние на предотвращение возникновения SCC, поскольку REM и Р, которые сегрегируются вдоль бывшей границы аустенитных зерен, формируют соединения REM-P-O или REM-Р, таким образом связывая Р.
(j). В процессе плавления во время производства REM, Р и О формируют соединения REM-Р-О, соединение REM-О и соединения REM-Р. Однако при большом содержании О в стали формирование соединений REM-О является основным. Даже в том случае, если часть соединений REM-О временно разрушается во время сварки, содержание REM, оказывающего влияние на Р, снижается в процессе охлаждения после сварки. Поэтому снижение содержания О в стали является существенным условием для получения влияния в п.(i).
Влияние на SSC, вызываемое сегрегацией Р вдоль бывшей границы аустенитных зерен и δ-феррита в “высокотемпературной HAZ”, происходит следующим образом.
Структура мартенситной нержавеющей стали вновь превращается в аустенит (в дальнейшем также обозначаемый как “γ”), когда его температура повышается из-за нагревания при сварке, и при дальнейшем повышении температуры образуется δ-феррит. Концентрация Р, служащего в качестве элемента для формирования феррита, выше в δ-феррите, чем в аустените. В процессе охлаждения после сварки аустенит вновь превращается в мартенсит после достижения точки Ms, при этом содержание δ-феррита слегка уменьшается. Соотношение между δ-ферритом и аустенитом колеблется в зависимости от температуры во время охлаждения, а также в зависимости от элемента, формирующего концентраты феррита в δ-феррите.
В результате концентрация Р, служащего в качестве формирующего феррит элемента, становится высокой на стороне δ-феррита на границе. "δ/γ". По мере охлаждения до комнатной температуры большая часть структуры HAZ при сварке вновь превращается в мартенсит, частично содержащий δ-феррит. Фосфор (Р) концентрируется в δ-феррите, присутствующем при высоких температурах, поэтому концентрация сегрегированного Р становится высокой возле бывшей границы аустенитных зерен на участках с высокотемпературными формированиями HAZ, вызывая возникновение трещин в результате SCC.
Настоящее изобретение, сделанное на основании вышеприведенных выводов, касается мартенситной нержавеющей стали для сварных структур, представленной в следующих пп.(1)-(4).
(1) Мартенситная нержавеющая сталь для сварных структур,
включающая в мас.%: С: от 0,001 до 0,05%, Si: от 0,05 до 1%, Мn: от 0,05 до 2%, Р: 0,03% или менее, RЕМ: от 0,0005 до 0,01%, Сr: от 8 до 16%, Ni: от 6,32 до 9% и раств. Аl: от 0,001 до 0,1%, а также дополнительно включающая один или более элементов, выбранных из Ti: от 0,005 до 0,5%, Zr: от 0,005 до 0,5%, Hf: от 0,005 до 0,5%, V: от 0,005 до 0,5%, Nb: от 0,005 до 0,5% и О: 0,005% или менее, N: 0,1% или менее, при этом баланс составляют Fe и загрязняющие примеси, а содержание Р и REM удовлетворяет формуле: Р≤0,6×REM.
(2) Мартенситная нержавеющая сталь для сварных структур по п.(1), дополнительно включающая Mo+0,5W:7% или менее вместо части Fe.
(3) Мартенситная нержавеющая сталь для сварных структур по п.(1) или (2), дополнительно включающая Cu: 3% или менее вместо части Fe.
(4) Мартенситная нержавеющая сталь для сварных структур по любому из пп.(1) или (2), дополнительно включающая один или более элементов, выбранных из Са: от 0,0005 до 0,1% и Mg: от 0,0005 до 0,1%, вместо части Fe.
Представленные выше пп.(1)-(4), относящиеся к мартенситной нержавеющей стали для сварных структур согласно настоящему изобретению, соответственно упоминаются в дальнейшем как “настоящее изобретение (1)” - “настоящее изобретение (4)”, а иногда вместе упоминаются как “настоящее изобретение”.
Результат изобретения
Мартенситная нержавеющая сталь согласно настоящему изобретению обладает высокой стойкостью к SCC на сварных участках в слегка коррозионной среде и поэтому может быть использована, например, в сварных структурах, таких как трубопроводы для транспортировки жидкостей, включая нефть и природный газ, содержащих высокотемпературный газообразный диоксид углерода или ионы хлорида, вызывающие коррозию металлов.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Требования, необходимые для осуществления настоящего изобретения, подробно представлены ниже. Следует отметить, что в данном описании “%”, относящиеся к химическому содержанию, означают “мас.%”.
С: 0,001-0,05%
Углерод (С) представляет собой элемент, который формирует карбиды с Cr и понижает коррозионную стойкость в высокотемпературных средах с газообразным диоксидом углерода. Углерод также повышает твердость HAZ и поэтому представляет собой элемент, снижающий коррозионную стойкость HAZ. Углерод также ухудшает способность к свариванию. Ввиду вышеизложенного содержание С должно быть как можно более низким, при этом его верхний предел составляет 0,05%. Однако по существу контролируемый нижний предел содержания С составляет приблизительно 0,001%. Поэтому содержание С обычно регулируют в рамках 0,001-0,05%.
Si: 0,05-1%
Кремний (Si) представляет собой элемент, добавляемый в качестве раскислителя в процессе рафинирования стали. Для получения достаточного раскисляющего действия содержание Si должно составлять 0,05% или более. Однако содержание Si более 1% является избыточным. Поэтому содержание Si регулируют в рамках 0,05-1%.
Mn: 0,05-2%
Марганец (Mn) представляет собой элемент, улучшающий процесс горячей обработки, при этом для оказания такого действия в достаточной степени содержание Mn должно составлять 0,05% или более. Однако Mn легко сегрегируется внутри в стальных фрагментах и стальных кластерах в том случае, если его содержание превышает 2%. Такая сегрегация приводит к снижению вязкости либо вызывает ухудшение стойкости к SSC в средах, содержащих сероводород. Поэтому содержание Mn регулируют в диапазоне 0,05-2%.
P: 0,03% или менее
Фосфор является критическим элементом в настоящем изобретении, и его содержание должно быть низким. Поэтому содержание Р устанавливают на уровне 0,03% или менее. Содержание Р предпочтительно устанавливают на уровне 0,013% или менее. Содержание Р более предпочтительно устанавливают на уровне 0,010% или менее, при этом самым предпочтительным является содержание, составляющее 0,005% или менее. Для предотвращения SCC простое снижение содержания Р является недостаточным. Вначале важно добавить REM, снизить содержание О, а затем ограничить содержание Р до указанного выше уровня.
REM: от 0,0005-0,1%
REM является критическим элементом в настоящем изобретении. Иными словами, использование связанного Р, посредством добавки REM в стали в том случае, когда содержание Р составляет 0,03% или менее, а содержание О составляет 0,005% или менее, затрудняет возникновение SCC на сварных участках. Такой результат получают в том случае, когда содержание REM составляет 0,0005% или более, однако содержание REM, составляющее более 0,1%, является избыточным и повышает стоимость стали. Поэтому содержание REM регулируют в диапазоне, составляющем 0,0005-0,1%. Содержание REM предпочтительно составляет 0,026-0,1%.
Cr: 8-16%
Хром (Cr) является незаменимым элементом для получения стойкости к коррозии в средах, содержащих газообразный диоксид углерода. Для того чтобы обеспечить стойкость к коррозии в высокотемпературных, содержащих газообразный диоксид углерода средах, содержание Cr должно составлять 8% или более. Однако Cr представляет собой элемент, формирующий феррит, поэтому он образует δ-феррит при слишком высоком содержании Cr, что приводит к ухудшению обрабатываемости в горячем состоянии. Поэтому содержание Cr регулируют в диапазоне 8-16%.
Ni: 0,1-9%
Никель (Ni) оказывает действие по улучшению ударной вязкости, а также повышению коррозионной стойкости. Для достижения такого действия содержание Ni должно составлять 0,1% или более. Однако Ni представляет собой элемент, формирующий аустенит, поэтому избыточное содержание Ni вызывает формирование остаточного аустенита, снижающего прочность и вязкость. Такая тенденция проявляется в том случае, когда содержание никеля превышает 9%. Поэтому содержание Ni регулируют в диапазоне 0,1-9%.
Раств. Al: 0,001-0,1%
Алюминий (Al) представляет собой элемент, добавляемый в качестве раскислителя в процессе рафинирования стали. Для получения такого действия содержание Al должно составлять 0,001% или более в виде раств. Al. Однако добавление больших количеств Al повышает количество включений Al, что вызывает снижение вязкости. Снижение вязкости становится особенно заметным тогда, когда содержание Al превышает 0,1% раств. Al. Поэтому содержание Al регулируют в диапазоне 0,001-0,1% раств. Al.
Один или более элементов, выбранных из Ti: 0,005-0,5%, Zr: 0,005-0,5%, Hf: 0,005-0,5%, V: 0,005-0,5% и Nb: 0,005-0,5%
Каждый из Ti, Zr, Hf, V и Nb имеет большее сродство с С, чем Cr, и поэтому ингибирует формирование карбидов Cr, а также появление локального SCC и коррозии в низкотемпературных структурах HAZ, возникающих в обедненных Cr слоях поблизости от карбида Cr. Данные элементы называют стабилизирующими элементами в нержавеющей стали. Такое действие может быть обеспечено любым из Ti, Zr, Hf, V и Nb, присутствующим в количестве 0,005% или более. Однако в том случае, если содержание любого из упомянутых элементов превышает 0,5%, возникают большие неровные включения, которые могут вызвать ухудшение вязкости. Поэтому содержание одного или более элементов, выбранных из Ti, Zr, Hf, V и Nb, регулируют в диапазоне 0,005-0,5%.
Следует отметить, что необходимо присутствие одного из таких элементов, как Ti, Zr, Hf, V и Nb, или сочетание двух или более из них.
По вышеизложенным причинам мартенситная нержавеющая сталь для сварных структур согласно настоящему изобретению (1) характеризуется как содержащая С, Si, Mn, P, REM, Cr, Ni и раств. Al в указанных выше количествах, а также характеризуется как содержащая один или более элементов, выбранных из Ti, Zr, Hf, V и Nb, в указанных выше количествах, при этом баланс составляют Fe и загрязняющие примеси.
По нижеизложенным причинам необходимо, чтобы содержание О в загрязняющих примесях составляло не более 0,005%, а N - не более 0,1%. Более того, другие загрязняющие примеси, такие как S, снижают коррозионную стойкость и вязкость, как и в случае с обычной нержавеющей сталью, поэтому их содержание в стали предпочтительно является как можно более низким.
О: 0,005% или менее
Кислород (О), наряду с REM, формирует оксиды. Поэтому в том случае, когда сталь содержит большие количества О, количество REM для связывания Р уменьшается, что вызывает уменьшение возникновения SCC на сварных участках. Поэтому содержание О предпочтительно является как можно более низким, т.е. до 0,005%.
N: 0,1% или менее
Азот (N), подобно С, вызывает снижение коррозионной стойкости в HAZ, поэтому его верхний предел устанавливают на уровне 1,0%.
При условии, что мартенситная нержавеющая сталь удовлетворяет формуле “Р≤0,6×REM” относительно содержания Р и REM, на сварных участках в не вызывающих коррозии средах SCC не возникает.
Это происходит потому, что REM, сегрегированный на границах зерен бывшего аустенита в процессе охлаждения после сварки, формирует соединения REM-Р или REM-Р-О с Р, который сегрегируется на границах зерен бывшего аустенита, таким образом связывая Р.
Поэтому мартенситная нержавеющая сталь согласно настоящему изобретению (1) для сварных структур удовлетворяет формуле Р≤0,6×REM.
Для получения еще лучших характеристик мартенситная нержавеющая сталь согласно настоящему изобретению может содержать вместо части Fe согласно настоящему изобретению (1) один или более элементов в по меньшей мере одной группе, выбранной из:
первая группа: Мо+0,5W: 7% или менее;
вторая группа: Cu: 3% или менее;
третья группа: один или более элементов, выбранных из: Са: 0,01% или менее и Mg: 0,01% или менее.
Ниже приведено описание каждого из вышеупомянутых элементов.
Первая группа: Мо+0,5W: 7% или менее
Первая группа может включать как один, так и оба из Мо и W, поскольку они, присутствуя вместе с Cr, повышают стойкость к SSC и стойкость к точечной коррозии. Однако высокое содержание Мо и W, особенно содержание, превышающее 7% при Мо+0,5W, может вызвать образование феррита, тем самым снижая обрабатываемость в горячем состоянии. Поэтому при наличии как Мо, так и W, их отдельное или общее содержание предпочтительно составляет 7% при Мо+0,5W. Для того чтобы гарантировать вышеупомянутое действие, данное содержание предпочтительно составляет 0,1% или более.
Следует отметить, что 7% Мо могут присутствовать при отсутствии W и 14% W могут присутствовать при отсутствии Мо.
Вторая группа: Cu: 3% или менее
Медь (Cu) оказывает действие по замедлению скорости растворения в средах с низким рН. Однако обрабатываемость в горячем состоянии ухудшается в том случае, когда содержание Cu превышает 3%. Поэтому при добавлении Cu его содержание предпочтительно составляет менее 3%. Для того чтобы гарантировать вышеупомянутое действие, данное содержание предпочтительно составляет 0,1% или более.
Однако при наличии Cu его содержание предпочтительно ограничивают половиной (1/2) содержания Ni с целью предотвращения растрескивания Cu.
Третья группа: один или более элементов, выбранных из: Са: 0,01% или менее и Mg: 0,01% или менее.
Кальций (Са) оказывает действие по улучшению обрабатываемости стали в горячем состоянии. Однако в том случае, если содержание Са велико и, в частности, превышает 0,01%, Са формирует большие неровные включения, вызывающие ухудшение стойкости к SSC и вязкости. Поэтому при добавлении Ca его содержание предпочтительно составляет менее 0,01%. Для того чтобы гарантировать вышеупомянутое действие, данное содержание предпочтительно составляет 0,0005% или более.
Магний (Mg) оказывает действие по улучшению обрабатываемости стали в горячем состоянии. Однако в том случае, если содержание Mg велико и, в частности, превышает 0,01%, Mg формирует большие неровные включения, вызывающие ухудшение стойкости к SSC и вязкости. Поэтому при добавлении Mg его содержание предпочтительно составляет менее 0,01%. Для того чтобы гарантировать вышеупомянутое действие, данное содержание предпочтительно составляет 0,0005% или более.
Ca и Mg могут присутствовать как по отдельности, так и вместе.
По вышеописанным причинам мартенситная нержавеющая сталь согласно настоящему изобретению (2) может быть охарактеризована как содержащая Мо+0,5W в количестве 7% или менее вместо части Fe в стали согласно настоящему изобретению (1).
Мартенситная нержавеющая сталь согласно настоящему изобретению (3) для сварных структур содержит Cu в количестве 3% или менее вместо части Fe в стали согласно настоящему изобретению (1) или (2).
Мартенситная нержавеющая сталь согласно настоящему изобретению (4) для сварных структур содержит один из Са: 0,01% или менее и Mg: 0,01% или менее вместо части Fe в стали согласно любому из настоящих изобретений (1)-(3).
Далее данное изобретение описано подробно со ссылкой на предпочтительные варианты его осуществления.
Варианты осуществления изобретения
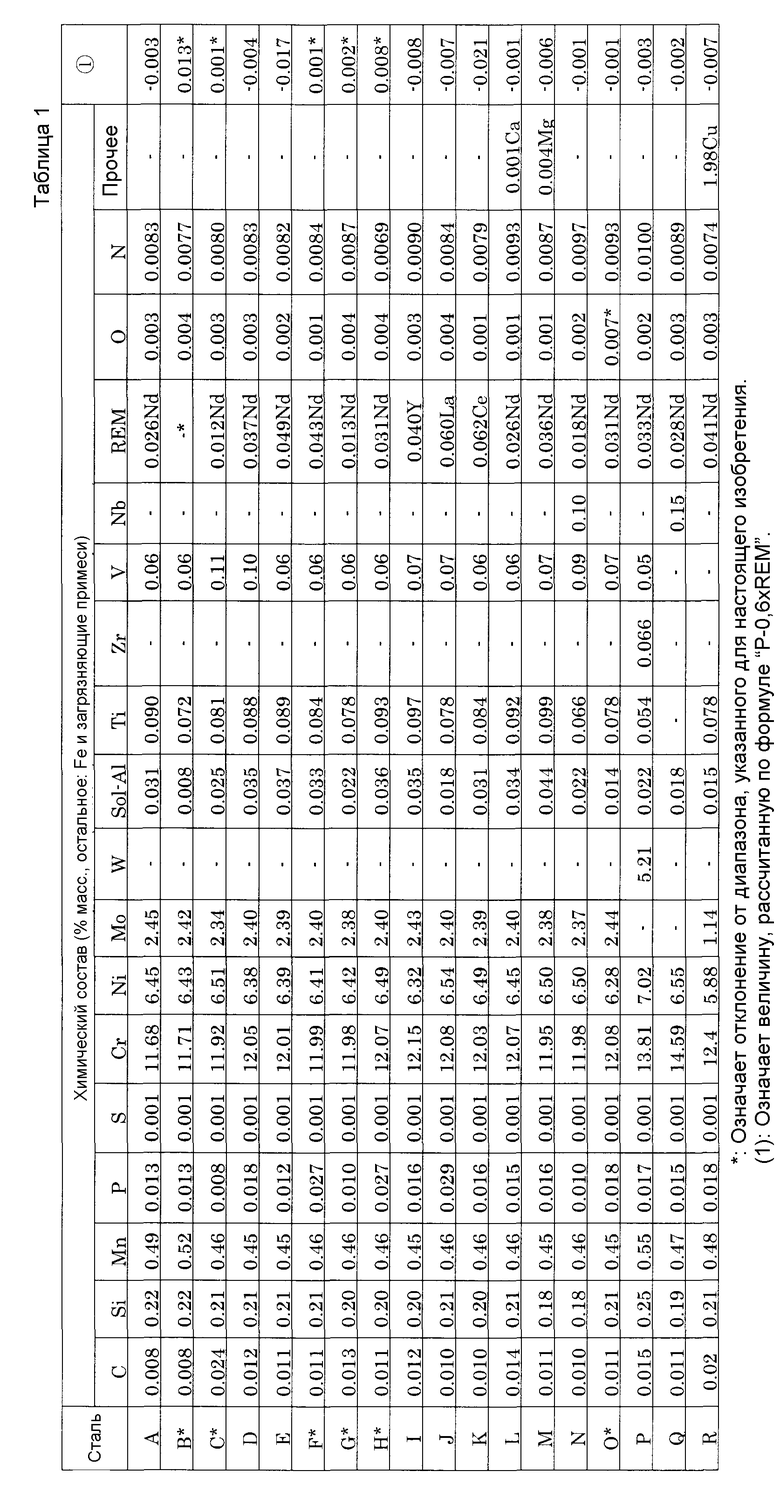
Образцы мартенситной нержавеющей стали А-R с указанным в таблице 1 химическим составом плавят и отливают в виде стальных пластин шириной 100 мм и толщиной 12 мм.
Из центральной части относительно ширины и толщины стальных пластин в прямом направлении вырезают образцы для испытания на растяжение в виде круглых брусков длиной 65 мм и диаметром 6 мм. Испытание на растяжение осуществляют при комнатной температуре, измеряя предел текучести (YS). Кромку с V-образной проточкой с углом канавки, составляющим 15 градусов, подвергают механической обработке перпендикулярно направлению прокатки стальной полосы, и с одной стороны канавки наваривают несколько слоев методом MAG (сварка металлическим электродом в среде инертного газа), получая сварное соединение. Для сварки MAG используют материал для сварки из нержавеющей стали с двойной фазой из сплава “25Cr-7Ni-3Mo-2W”. Для поддержания расплавленного металла во время сварки MAG, как показано на фиг.1, на заднюю сторону канавки накладывают медную полосу. Медная полоса шириной 25 мм и толщиной 8 мм имеет канавку глубиной 2 мм и шириной 5 мм, перпендикулярную линии сварки.
Образцы SSC толщиной 2 мм, шириной 10 мм и длиной 75 мм, с наплавленными валиками и сварной окалиной на поверхности от первого слоя сварного соединения, полученного вышеописанным способом, отбирают таким образом, чтобы длина исследуемого образца была перпендикулярна линии сварки, и осуществляют испытание на SSC. В таблице 2 указаны условия испытания на SSC, а в таблице 3 представлены результаты испытания на растяжение и испытания на SSC.
Примечание: первый наплавленный слой используют в неизмененном виде в качестве образца для испытаний.
ДА/НЕТ
Как очевидно из таблицы 3, образцы для испытаний № 1, 4, 5, 9, 10, 11, 12, 13, 14, 16, 17 и 18 согласно настоящему изобретению сохраняют удовлетворительный предел текучести и обладают хорошей стойкостью к коррозии без возникновения SCC. Однако было установлено, что SCC возникает в сравнительных образцах № 2, 3, 6, 7, 8 и 15. Исследование микроструктуры показало, что трещины, возникшие в результате SCC в сравнительном образце № 2, распространяются вдоль границ бывших аустенитных зерен в высокотемпературных структурах HAZ.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
Мартенситная нержавеющая сталь согласно настоящему изобретению для сварных структур обладает высокой стойкостью к SCC при использовании на сварных участках в слабокоррозионных средах и поэтому может быть использована в сварных структурах, передающих жидкости, такие как нефть или природный газ, вызывающих коррозию металлов.
Изобретение относится к области металлургии, а именно к мартенситной нержавеющей стали для сварных конструкций, стойкой к коррозионному растрескиванию под напряжением. Сталь содержит в мас.%: С: от 0,001 до 0,05, Si: от 0,05 до 1, Мn: от 0,05 до 2, Р: 0,03 или менее, РЗМ: от 0,0005 до 0,1, Сr: от 8 до 16, Ni: от 6,32 до 9, раств. Аl: от 0,001 до 0,1, О: 0,005 или менее, N: 0,1 или менее, дополнительно один или более элементов, выбранных из Ti: от 0,005 до 0,5, Zr: от 0,005 до 0,5, Hf: от 0,005 до 0,5, V: от 0,005 до 0,5 и Nb: от 0,005 до 0,5, баланс составляют Fе и неизбежные примеси. Содержания Р и РЗМ связаны зависимостью: Р≤0,6×РЗМ. Сталь может дополнительно содержать в мас.%: Mo+0,5W: 7 или менее, Си: 3 или менее, Са: от 0,0005 до 0,01 и Mg: от 0,0005 до 0,01. Сталь обладает высокой стойкостью к коррозионному растрескиванию под напряжением на сварных участках в слабокоррозионных средах. 4 з.п. ф-лы., 3 табл.
1. Мартенситная нержавеющая сталь для сварных структур с высокой стойкостью к растрескиванию в результате коррозии под напряжением, включающая, мас.%, С: от 0,001 до 0,05%, Si: от 0,05 до 1%, Мn: от 0,05 до 2%, Р: 0,03% или менее, РЗМ: от 0,0005 до 0,1%, Сr: от 8 до 16%, Ni: от 6,32 до 9%, и раств. Аl: от 0,001 до 0,1%, а также дополнительно включающая один или более элементов, выбранных из Ti: от 0,005 до 0,5%, Zr: от 0,005 до 0,5%, Hf: от 0,005 до 0,5%, V: от 0,005 до 0,5% и Nb: от 0,005 до 0,5%; и О: 0,005% или менее, N: 0,1% или менее, при этом баланс составляют Fe и загрязняющие примеси, а содержание Р и РЗМ удовлетворяет формуле: Р≤0,6×РЗМ.
2. Мартенситная нержавеющая сталь по п.1, дополнительно содержащая Mo+0,5W: 7% или менее.
3. Мартенситная нержавеющая сталь по п.1 или 2, дополнительно содержащая Сu: 3% или менее.
4. Мартенситная нержавеющая сталь по п.1 или 2, дополнительно содержащая один или более элементов, выбранных из Са: от 0,0005 до 0,01% и Mg: от 0,0005 до 0,01%.
5. Мартенситная нержавеющая сталь по п.3, дополнительно содержащая один или более элементов, выбранных из Са: от 0,0005 до 0,01% и Mg: от 0,0005 до 0,01%.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Состав стали | 1981 |
|
SU988502A1 |
| Нержавеющая сталь | 1986 |
|
SU1340213A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |

