Изобретение относится к области обработки металлов давлением, а точнее к восстановлению калибра рабочих валков стана холодной прокатки для увеличения их срока эксплуатации.
Известен способ восстановления изношенных калибров перешлифовкой ручья (см. «Холодная прокатка труб», З.А.Кофф, П.М.Соловейчик, В.А.Алешин, М.И.Гриншпун, 1962 г., стр 397-398). Установлено, что из-за износа ручья выходит из строя 75-80% калибров при прокатке труб из углеродистых и низколегированных сталей и 60-65% калибров при прокатке труб из высоколегированных сталей. Эти калибры подвергаются перешлифовке на больший диаметр прокатываемой трубы.
Недостатком известного способа восстановления изношенных калибров является то, что калибры могут быть использованы только для прокатки труб большего диаметра, а для прокатки труб необходимого диаметра приходится использовать новые калибры, что увеличивает затраты на производство труб.
Наиболее близким по технической сущности является способ восстановления изношенных калибров с использованием в клети устройства для регулирования высоты рейки, описанный в пат. Англии №1261106, заяв. 06.03.1969 г., опуб. 19.01.1972 г., приор. Германии, 1968 г. Способ включает перешлифовку бочки валка и ручья калибра, уменьшение межосевого расстояния шеек валков путем опускания верхнего валка и подъема нижнего валка для сохранения положения оси прокатки и перемещение по высоте зубчатых реек привода для обеспечения геометрии реечного зацепления, то есть сохранения необходимого зазора между зубьями рейки с шестерней.
Этот способ позволяет увеличить срок службы калибров. Однако недостатком такого способа является значительное количество операций для перенастройки рабочей клети и сложность конструкции элементов клети, обеспечивающих выполнение этих операций. Это связано с перемещением реек по высоте, особенно нижней, для чего требуется дополнительное приспособление. Это ведет к повышению трудоемкости, усложнению конструкции, уменьшению надежности клети и значительным затратам на производство.
Задача настоящего изобретения состоит в создании способа восстановления калибра валков стана холодной прокатки труб, позволяющего упростить конструкцию, повысить надежность, снизить трудоемкость и затраты на увеличение срока службы.
Поставленная задача достигается тем, что в способе восстановления калибра валков стана холодной прокатки труб, образованного ручьями валков, имеющих зубчато-реечный привод, включающем перешлифовку ручья калибра валков, изменение положения валков и перемещение реек зубчато-реечного привода, согласно изобретению, изменение положения валков осуществляют разворотом их на величину, компенсирующую износ калибра, в сторону начала прокатки продольным перемещением реек зубчато-реечного привода.
Такое выполнение способа позволяет упростить конструкцию, повысить надежность, снизить трудоемкость и затраты на увеличение срока службы. Это достигается разворотом калибра валков, имеющих ручей переменного сечения, в сторону начала прокатки на величину, необходимую для перешлифовки ручья с целью компенсации износа. Конструктивное выполнение не требует дополнительного оборудования и производится продольным перемещением зубчатых реек, что предусмотрено конструкцией клети для совмещения ручья калибра верхнего и нижнего валков и установки соответствия участков профилированной части калибра углу поворота кривошипа, задающего положение клети.
Для пояснения изобретения ниже описан пример осуществления способа со ссылками на прилагаемые чертежи, на которых:
на фиг.1 - изображена рабочая клеть стана холодной прокатки труб;
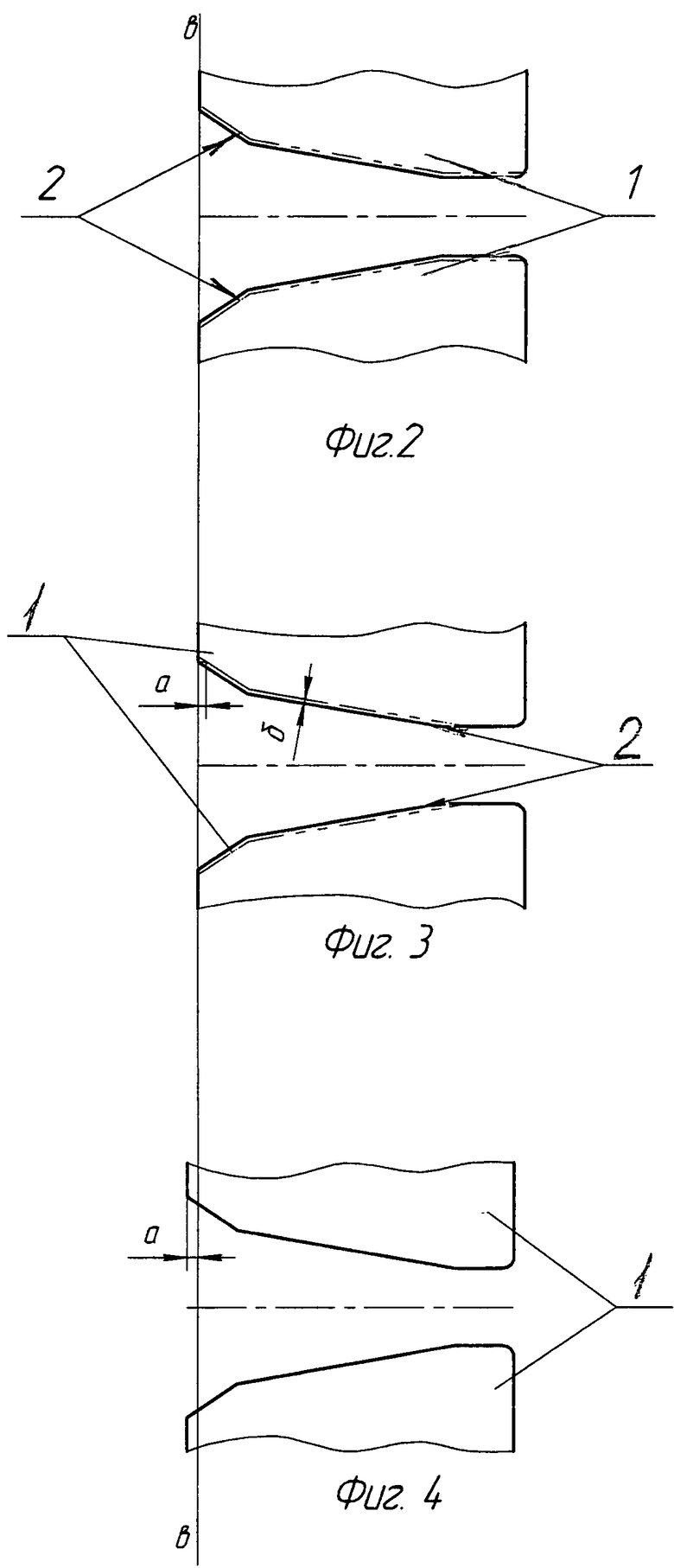
на фиг.2 - изображена развертка профиля ручья калибра, где пунктирной линией показана переточка ручья калибра известным способом;
на фиг.3 - изображена развертка профиля ручья калибра предлагаемым способом;
на фиг.4 - показана установка переточенного профиля ручья калибра в клети.
Способ восстановления калибра валков 1 стана холодной прокатки труб, образованного ручьями 2 валков 1, имеющих зубчато-реечный привод, включает перешлифовку ручья 2 изношенного калибра валков. После перешлифовки валки 1 устанавливают в клеть 3. При этом размер калибра увеличился на величину износа. Для прокатки труб необходимого диаметра валки 1, имеющие переменный профиль ручья 2 калибра, поворачивают на величину а, компенсирующую износ б калибра, изменяя положение валков путем их поворота. Поворот валков 1 осуществляют перемещением в сторону начала прокатки в-в реек 4 зубчато-реечного привода. Перемещение реек 4 зубчато-реечного привода осуществляют в продольном направлении, что предусмотрено конструкцией клети 3 для совмещения ручья 2 калибра верхнего и нижнего валков 1 и установки соответствия участков ручья 2 калибра углу поворота кривошипа 5, задающего положение клети 3.
Предложенный способ восстановления калибра валков стана холодной прокатки труб по сравнению с известными позволяет упростить конструкцию, повысить надежность, снизить трудоемкость и затраты на увеличение срока службы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ РЕЕК ЗУБЧАТО-РЕЕЧНОГО ПРИВОДА ВАЛКОВ РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2460597C1 |
| Рабочая клеть стана холодной прокатки труб | 2019 |
|
RU2720330C1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU727244A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1994 |
|
RU2086319C1 |
| Рабочая клеть стана холодной прокатки труб | 1979 |
|
SU774627A1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| Клеть стана холодной прокатки труб | 1976 |
|
SU735339A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2481904C1 |
Изобретение предназначено для упрощения конструкции, повышения надежности стана холодной прокатки труб, снижения трудоемкости и затрат на увеличение срока службы прокатных валков. Способ восстановления калибра валков стана холодной прокатки труб, образованного ручьями валков, имеющих зубчато-реечный привод, включает перешлифовку ручья калибра валков. После перешлифовки валки устанавливают в клеть. При этом размер калибра увеличивается на величину износа. Исключение необходимости использования какого-либо дополнительного оборудования для возможности прокатки труб требуемого диаметра обеспечивается за счет того, что валки, имеющие переменный профиль ручья калибра, поворачивают на величину, компенсирующую износ калибра, изменяя положение валков. Поворот валков осуществляют перемещением в сторону начала прокатки реек зубчато-реечного привода. Перемещение реек зубчато-реечного привода осуществляют в продольном направлении, что предусмотрено конструкцией клети для совмещения ручья калибра верхнего и нижнего валков и установки соответствия участков ручья калибра углу поворота кривошипа, задающего положение клети. 4 ил.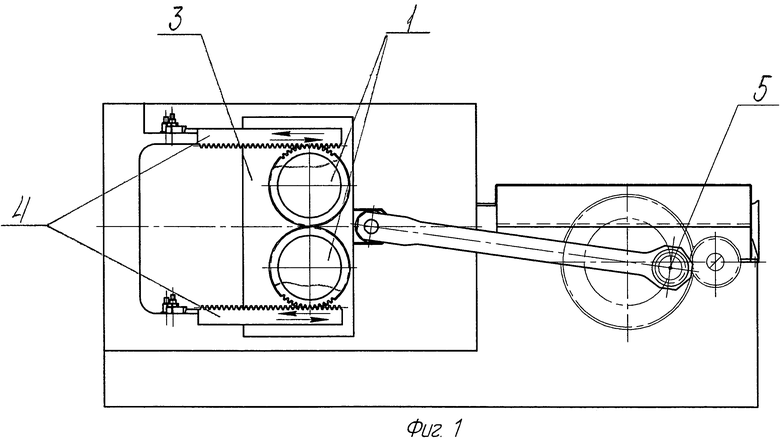
Способ восстановления калибра валков стана холодной прокатки труб, образованного ручьями валков, имеющих зубчато-реечный привод, включающий перешлифовку ручьев калибра валков и изменение положения валков перемещением реек зубчато-реечного привода, отличающийся тем, что изменение положения валков осуществляют разворотом их на величину, компенсирующую износ калибра, продольным перемещением реек зубчато-реечного привода в сторону начала прокатки.
| Многопороговый логический элемент (его варианты) | 1983 |
|
SU1261106A1 |
| Механизм поворота в стане холодной прокатки труб | 1980 |
|
SU931249A1 |
| Привод для перемещения и поворота валков стана холодной прокатки труб | 1977 |
|
SU670351A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| Способ настройки пилигримового стана | 1983 |
|
SU1117097A1 |
| Устройство для измерения потери веса материалов в вакууме | 1990 |
|
SU1777043A1 |

