Изобретение относится к способу сборки панелей в стапеле и может быть использовано при строительстве быстровозводимого жилья по технологиям ЛСТК.
Сборка панели начинается со сборки жесткого каркаса, который затем утепляется и обшивается. Сборка может происходить как на строительной площадке, так и в заводских условиях.
Для изготовления каркасов панелей используют поперечные направляющие и продольные С-образные стальные оцинкованные профили.
Для сборки выбран способ базирования по координатно-фиксирующим отверстиям. Процесс сборки панелей начинают с совмещений базовых поверхностей поперечных профилей и штырей сборочного стапеля. При этом свободные правые и левые края поперечных профилей не касаются сборочного приспособления, благодаря чему обеспечивается легкий доступ ко всем узлам и деталям собираемой панели. Затем продольные профили устанавливают между поперечными профилями, согласно чертежу на каркас панели, и производят их крепление, образуя жесткий каркас.
Весь процесс сборки панелей из профилей происходит в стапеле, который состоит из станины, элементов механизации, электрооборудования и двух стоек: стационарной и передвижной, по которым имеют возможность передвигаться каретки, задавая различные углы наклона и высоту собираемой панели по отношению к горизонтальной плоскости, а сама передвижная стойка способна перемещаться вдоль стапеля по горизонтали, обеспечивая заданную длину панели. Управление каретками и передвижной стойкой осуществляют автоматически с поста управления.
Конструкция стапеля не загромождает рабочее пространство вокруг каркаса собираемой панели, оставляет свободный доступ и подход к местам сборки и позволяет проводить сборочные работы на разных уровнях без переустановки собираемой панели.
Из уровня техники неизвестны способы сборки панелей в стапеле, аналогичные предлагаемому изобретению.
Изобретение направлено на снижение трудоемкости сборки панелей, а также повышение качества готовых панелей, за счет исключения операций выемки и повторной закладки панелей при осуществлении аналогичной сборки только в неподвижном стенде.
Сущность предлагаемого способа сборки панелей в стапеле поясняется графически, где:
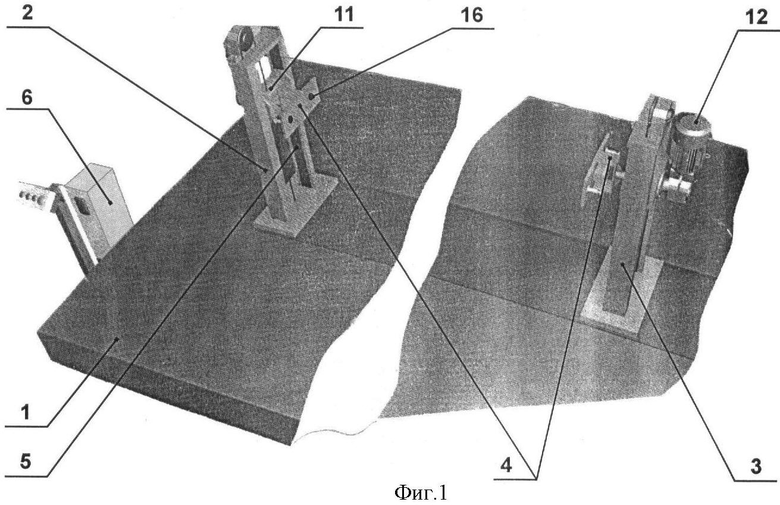
на фиг.1 изображен общий вид стапеля,
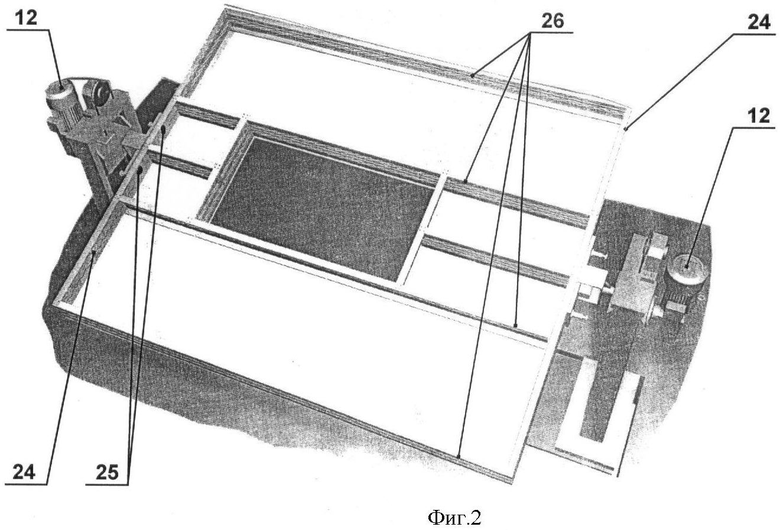
на фиг.2 изображен стапель с каркасом панели из термопрофилей,
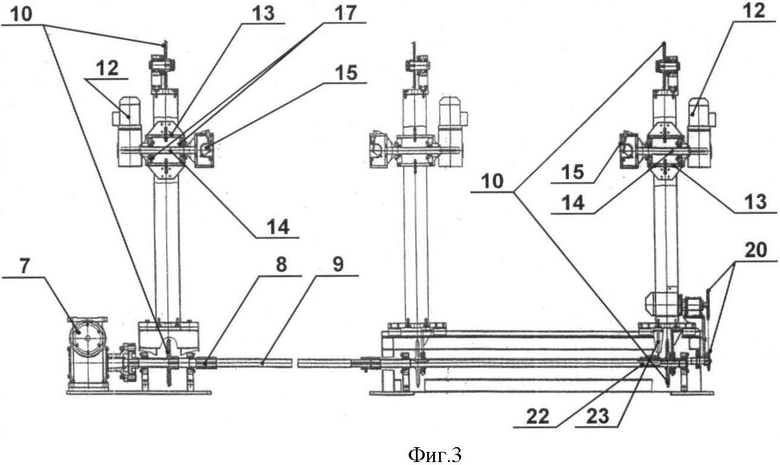
на фиг.3 изображен главный вид стапеля в разрезе,
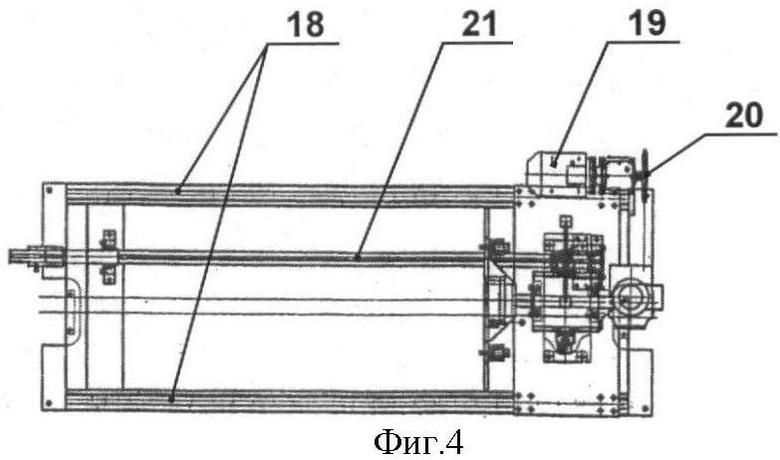
на фиг.4 изображен вид сверху в разрезе на передвижную стойку.
Стапель для сборки панелей из термопрофилей содержит станину 1 (фиг.1), две стойки: стационарную 2 (фиг.1) и передвижную 3 (фиг.1), расположенные соосно, по которым имеют возможность перемещаться каретки 4 (фиг.1). Каретки перемещаются по направляющим 5 стоек (фиг.1), задавая различные углы наклона и высоту собираемой панели по отношению к горизонтальной плоскости.
Вертикальное перемещение и поворот кареток осуществляется автоматически с поста управление 6 (фиг.1). Вертикальное перемещение кареток по направляющим стоек осуществляется от двигателя 7 (фиг.3) через редуктор и муфту сцепления 8 (фиг.3) при помощи вала передающего 9 (фиг.3) и цепных передач 10 (фиг.3). Ветви цепи 11 (фиг.1) закреплены на корпус каретки. Поворот кареток производится от мотор-редуктора 12 (фиг.1, 2, 3). Устройство кареток позволяет повернуть и зафиксировать собираемую панель в любом положении под необходимым углом.
Каретка является сборной конструкцией, состоящей из корпуса каретки 13 (фиг.3), вала каретки 14 (фиг.3) и мотор-редуктора 12. Один конец вала каретки вставлен и закреплен в пустотелом валу мотор-редуктора, а на пластину противоположного конца вала установлены магнит с рукояткой 15 (фиг.3) и фиксаторы 16 (фиг.1). В центральной части вала посажены подшипники с корпусами подшипников 17 (фиг.3), закрепленными на корпусе каретки.
Перемещение передвижной стойки по линейным направляющим станины 18 (фиг.4) осуществляется от мотор-редуктора 19 (фиг.4) через цепную передачу 20 (фиг.3, 4) и ходовой винт 21 (фиг.4) с маточной гайкой 22 (фиг.3). Маточная гайка соединена с кронштейном 23 (фиг.3), подошва которого прикреплена к передвижной стойке. Управление перемещением передвижной стойки осуществляется автоматически с поста управления.
Сборку панелей по предлагаемому способу осуществляют следующим образом.
На первом этапе каретки приподнимают вверх по направляющим стоек на необходимую высоту, обеспечивая удобную установку поперечных профилей на фиксаторы кареток. Подъем кареток осуществляют нажатием кнопки поста управления.
Затем поперечный направляющий профиль 24 (фиг.2) по базовым отверстиям 25 (фиг.2) устанавливают на фиксаторы 16 каретки стойки стационарной и притягивают к пластине каретки поворотом рукоятки магнита. Те же действия повторяют и со вторым поперечным профилем, устанавливая его на фиксаторы каретки стойки передвижной. Затем стойку передвижную перемещают вдоль стапеля по линейным направляющим, выдерживая длину собираемой панели согласно чертежа. Перемещение стойки осуществляют от привода нажатием кнопки поста управления. Далее устанавливают продольные профили 26 (фиг.2) между поперечными профилями, согласно чертежа на каркас панели, и производят их крепление.
Затем включением кнопки поста управления производят подъем кареток с закрепленным на них каркасом панели в верхнее положение, а другой кнопкой поста управления осуществляют поворот кареток на 180°. Далее опускают каретки с каркасом нажатием кнопки поста управления до удобной для осуществления сборки высоты и производят крепление профилей с противоположной стороны, образуя жесткий каркас панели.
После чего с этой же стороны на образовавшийся жесткий каркас панели устанавливают и крепят обшивку. Затем производят подъем кареток с каркасом и обшивкой в верхнее положение, поворачивают его на 180° и опускают вниз. Укладывают утеплитель и осуществляют обшивку второй стороны панели. Готовую панель снимают со стапеля, предварительно отключив магниты и убрав фиксаторы кареток. Затем цикл повторяется.
Изобретение относится к способу сборки панелей в стапеле и может быть использовано при строительстве быстровозводимого жилья по технологиям ЛСТК. Весь процесс сборки панелей из стальных оцинкованных профилей происходит в стапеле, который состоит из станины, элементов механизации, электрооборудования и двух стоек: стационарной и передвижной, по которым имеют возможность передвигаться каретки, задавая различные углы наклона и высоту собираемой панели по отношению к горизонтальной плоскости, а сама передвижная стойка способна перемещаться вдоль стапеля по горизонтали, обеспечивая заданную длину панели. Управление каретками и передвижной стойкой осуществляют автоматически с поста управления. Сборку панелей в стапеле начинают с установки поперечных профилей по базовым отверстиям на фиксаторы кареток стационарной и передвижной стоек и притягивание профилей к пластинам вала кареток поворотом рукояток магнитов. Затем стойку передвижную перемещают вдоль стапеля по линейным направляющим, выдерживая длину собираемой панели. Далее продольные профили устанавливают между поперечными и производят их крепеж с одной стороны. После чего каретки с закрепленным на них каркасом панели приподнимают в верхнее положение и осуществляют поворот кареток на 180°. Затем каретки с каркасом панели опускают до удобной для осуществления сборки высоты. Далее производят крепеж профилей с противоположной стороны до образования жесткого каркаса панели и устанавливают обшивку на этой стороне. После чего осуществляют подъем каркаса с обшивкой в верхнее положение, поворот его на 180° и опускание вниз, укладку утеплителя и установку обшивки второй стороны панели, снятие готовой панели со стапеля, предварительно отключив магниты и убрав фиксаторы кареток. Конструкция стапеля не загромождает рабочее пространство вокруг каркаса собираемой панели, оставляет свободный доступ и подход к местам сборки и позволяет проводить сборочные работы на разных уровнях без переустановки собираемой панели. 2 н.п. ф-лы, 4 ил.
1. Стапель для сборки панелей, содержащий станину, установленные на станине стационарную и передвижную стойки с каретками, имеющими возможность вертикального перемещения по направляющим стоек и поворота вокруг оси, привод вертикального перемещения кареток, включающий двигатель, редуктор с муфтой сцепления, вал передающий, две цепные передачи ветви которых закреплены на корпуса кареток, два привода поворота кареток, по одному на каждой стойке, включающие мотор-редуктор, корпус и вал каретки, один конец которого вставлен и закреплен в пустотелом валу редуктора, а на пластину противоположного конца которого установлены магнит с рукояткой и фиксаторы, а в центральной части посажены подшипники с корпусами подшипников, закрепленными на корпусе каретки, привод осевого перемещения передвижной стойки по линейным направляющим станины, включающий мотор-редуктор, цепную передачу, ходовой винт с маточной гайкой и кронштейн, подошва которого соединена со стойкой, а верхняя часть с маточной гайкой, пост управления, предназначенный для автоматического управления каретками и передвижной стойкой.
2. Способ сборки панелей в стапеле, включающий установку поперечных профилей по базовым отверстиям на фиксаторы кареток стационарной и передвижной стоек, притягивание поперечных профилей к пластине вала кареток поворотом рукояток магнитов, перемещение передвижной стойки вдоль стапеля по линейным направляющим, выдерживая длину собираемой панели, установку продольных профилей между поперечными и их крепеж с одной стороны, подъем кареток с закрепленным на них каркасом панели в верхнее положение, поворот кареток на 180°, опускание кареток до удобной для осуществления сборки высоты и крепеж профилей с противоположной стороны до образования жесткого каркаса панели, устанавку и крепеж обшивки одной стороны, подъем кареток с каркасом в верхнее положение, поворот его на 180° и опускание вниз, укладку утеплителя, установку и крепеж обшивки второй стороны панели, снятие готовой панели со стапеля, предварительно отключив магниты и убрав фиксаторы кареток, при этом подъем и опускание кареток по направляющим стоек, поворот кареток, а также перемещение передвижной стойки вдоль стапеля осуществляется автоматически с поста управления нажатием соответствующих кнопок.
| Устройство для сборки и контактной точечной сварки панелей | 1986 |
|
SU1407725A1 |
| Способ изготовления панели | 1990 |
|
SU1821431A1 |
| Сверлильно-клепальный автомат | 1989 |
|
SU1660828A1 |
| Панель | 1986 |
|
SU1413214A1 |
| Участие в семинаре "Применение стеновых панелей из ЛСТК в высотном строительстве", г.Нижний Новгород, 2 июля 2010 | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |

