Изобретение относится к устройствам для просечки отверстий термопластичной пленки по контуру отверстий и может быть использовано в различных отраслях народного хозяйства при изготовлении укрытий теплиц, пакетов, чехлов и т. д.
Известно «Устройство для сварки полимерных материалов» RU 2026186 [2], содержащее подвижный шток, на котором закреплен пуансон с электронагревателем, опору для соединяемых материалов и прижим в виде плоской пружины, опора выполнена с отверстием, соосным с пуансоном.
Недостатком устройства является низкая долговечность пуансона, обусловленная сложностью заточки режущей грани.
Наиболее близким техническим решением является «Режущий инструмент и способ для перфорирования термопластичных изделий» EP 0891843 [1] с использованием подогретого кольцевого ножа, преимущественно замкнутой формы, круглой или овальной, прижимного устройства пластиковой заготовки к ножу и выталкивателя, причем кольцевой нож имеет одну поверхность в форме цилиндра, другая поверхность наклонная, режущая грань ножа параллельна плоскости пластиковой заготовки.
Устройство обладает повышенной долговечностью по сравнению с [2] благодаря упрощению заточки круговой режущей кромки.
Низкая долговечность обусловлена тем, что излишняя длительность контакта вырубленной части пластика с нагретым ножом не позволяет повысить температуру ножа, и нож режет недостаточно нагретый пластик. Низкая надежность обусловлена необходимостью подогрева активно движущейся детали (пуансона). Низкая технологичность обслуживания обусловлена необходимостью использования специальной оснастки для заточки ножа, так как наклонная плоскость, примыкающая к режущей кромке, расположена во внутренней части ножа.
Техническим результатом предлагаемого изобретения является повышение долговечности, надежности и технологичности обслуживания.
Технический результат достигается тем, что способ вырубки отверстия в пластиковой заготовке, включающий подачу пластиковой заготовки, прижим заготовки к подогретому кольцевому ножу (преимущественно замкнутой формы, круглой или овальной), удаление вырубки пластиковой заготовки выталкивателем, причем кольцевой нож имеет одну поверхность в форме цилиндра и наклонную (конусообразную в случае круглого отверстия) поверхность, режущая кромка кольцевого ножа (образованная пересечением цилиндрической и наклонной поверхностей) параллельна плоскости пластиковой заготовки, характеризуется тем, что цилиндрическая поверхность кольцевого ножа (образующая цилиндра внутреннего отверстия кольцевого ножа параллельна направлению вырубки и перпендикулярна плоскости пластиковой заготовки) расположена на внутренней стороне, а наклонная поверхность кольцевого ножа расположена на внешней стороне кольцевого ножа. Часть материала от отверстия в пластиковой заготовке (собственно вырубка) при работе удаляется через внутреннюю цилиндрическую часть кольцевого ножа.
Устройство вырубки отверстия в пластиковой заготовке с использованием подогретого кольцевого ножа, прижимного устройства пластиковой заготовки к кольцевому ножу и выталкивателя, причем кольцевой нож имеет поверхность в форме цилиндра и наклонную поверхность, режущая кромка кольцевого ножа параллельна плоскости пластиковой заготовки, характеризуется тем, что цилиндрическая поверхность кольцевого ножа расположена на внутренней стороне, а наклонная поверхность кольцевого ножа расположена на внешней стороне кольцевого ножа, выталкиватель установлен с возможностью перемещения вдоль внутренней цилиндрической поверхности подогретого кольцевого ножа.
Выталкиватель (выполняющий роль пуансона) может устанавливаться с зазором по отношению к кольцевому ножу, что позволит дополнительно повысить долговечность ножа благодаря отсутствию трения между ножом и выталкивателем.
Кольцевой нож может устанавливаться стационарно, при этом пластиковую заготовку к кольцевому ножу прижимает подвижная подошва. К стационарно установленному ножу и, соответственно, стационарно установленному электрическому подогревателю ножа может быть подведена более надежная стационарная электропроводка.
Выталкиватель может приводиться в действие пневмоцилиндром выталкивателя посредством штока, а подвижная подошва может приводиться в действие пневмоцилиндром подошвы. Указанное выполнение легко реализуется известными способами.
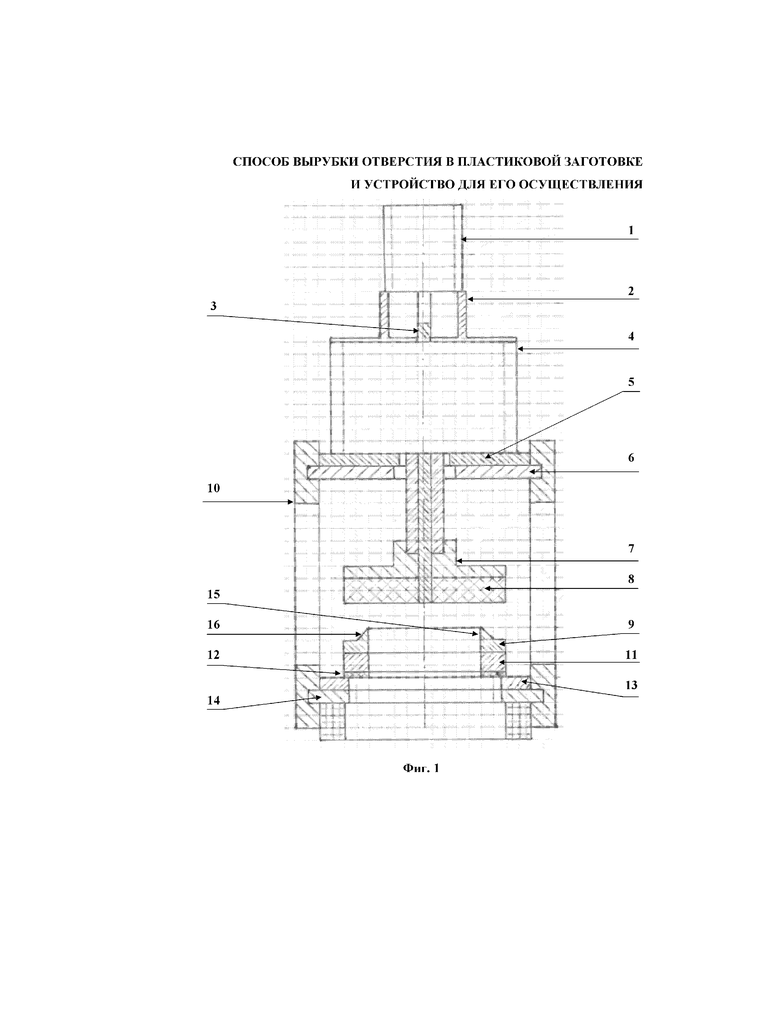
Пример использования способа и устройства схематически показан на фиг. 1 (чертеж), где:
1 – пневмоцилиндр выталкивателя;
2 – кронштейн крепления пневмоцилиндра выталкивателя;
3 – шток выталкивателя;
4 – пневмоцилиндр подошвы;
5 – фланец крепления пневмоцилиндра подошвы;
6 – полка верхняя;
7 – держатель подошвы;
8 – подошва;
9 – кольцевой нож;
10 – стенка боковая;
11 – нагреватель;
12 – термоизолятор;
13 – фланец крепления ножа;
14 – полка нижняя;
15 – цилиндрическая поверхность кольцевого ножа;
16 – наклонная поверхность кольцевого ножа.
Способ осуществляется следующим образом: пневмоцилиндр выталкивателя 1 закреплен на кронштейне крепления пневмоцилиндра выталкивателя 2 и приводит в действие шток выталкивателя 3. Пневмоцилиндр подошвы 4 закреплен посредством фланца крепления пневмоцилиндра подошвы 5 и полки верхней 6, приводит в действие держатель подошвы 7 и подошву 8. Кольцевой нож 9 подогревается нагревателем 11, установленном посредством термоизолятора 12 на фланце крепления ножа 13, установленном на полке нижней 14. Цилиндрическая поверхность кольцевого ножа 15 ограничивает кольцевой нож изнутри. Наклонная поверхность кольцевого ножа 16 совместно с цилиндрической поверхностью кольцевого ножа 15 формируют режущую кромку на линии пересечения поверхностей кольцевого ножа, расположенную параллельно пластиковой заготовке (горизонтально ориентированную на чертеже).
Технический результат – повышение долговечности достигается ускоренным удалением вырубленной части заготовки от режущей кромки вдоль внутренней цилиндрической поверхности подогретого кольцевого ножа, что приводит к возможности повышения температуры и уменьшению усилий на режущую кромку, уменьшению требований к остроте кромки и, соответственно, к уменьшению изнашиваемости кольцевого ножа.
Технический результат – повышение надежности достигается стационарным расположением подогревателя ножа и повышенной надежностью стационарной электропроводки для подогревателя ножа.
Технический результат – повышение технологичности обслуживания достигается упрощением технического обслуживания, а именно облегчением операции заточки кольцевого ножа.
Промышленное применение. Изобретение может с успехом применяться для производства и эксплуатации устройств вырубки в пластиковой заготовке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАКЕТ С ФИЛЬТРОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2743515C1 |
| Устройство для вырубки заготовокиз пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU818892A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| ШТАМП ДЛЯ ВЫРУБКИ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2103155C1 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| Способ резания полотна | 1988 |
|
SU1675113A1 |
| ВЫРУБНОЙ ПУАНСОН (ВАРИАНТЫ) | 2003 |
|
RU2243086C1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ АБРАЗИВНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2101165C1 |
Изобретение относится к устройствам для просечки отверстий термопластичной пленки по контуру отверстий и может быть использовано в различных отраслях народного хозяйства при изготовлении укрытий теплиц, пакетов, чехлов и т.д. Техническим результатом изобретения является повышение долговечности, надежности и технологичности обслуживания. Способ вырубки отверстия в пластиковой заготовке включает подачу пластиковой заготовки, прижим заготовки к подогретому кольцевому ножу, удаление вырубки пластиковой заготовки выталкивателем. Кольцевой нож имеет одну поверхность в форме цилиндра и наклонную (конусообразную в случае круглого отверстия) поверхность. Режущая кромка кольцевого ножа параллельна плоскости пластиковой заготовки. Цилиндрическая поверхность кольцевого ножа расположена на внутренней стороне, а наклонная поверхность кольцевого ножа расположена на внешней стороне кольцевого ножа. Часть материала от отверстия в пластиковой заготовке при работе удаляется через внутреннюю цилиндрическую часть кольцевого ножа. 2 н. и 3 з.п. ф-лы, 1 ил.
1. Способ вырубки отверстия в пластиковой заготовке, включающий подачу пластиковой заготовки, прижим заготовки к подогретому кольцевому ножу, удаление вырубки пластиковой заготовки выталкивателем, причем кольцевой нож имеет одну поверхность в форме цилиндра и наклонную поверхность, режущая кромка кольцевого ножа параллельна плоскости пластиковой заготовки, отличающийся тем, что цилиндрическая поверхность подогретого кольцевого ножа расположена на внутренней стороне, наклонная поверхность кольцевого ножа расположена на внешней стороне подогретого кольцевого ножа, а удаление вырубки выталкивателем производят вдоль внутренней цилиндрической поверхности подогретого кольцевого ножа.
2. Устройство вырубки отверстия в пластиковой заготовке с использованием подогретого кольцевого ножа, прижимного устройства пластиковой заготовки к кольцевому ножу и выталкивателя, причем кольцевой нож имеет поверхность в форме цилиндра и наклонную поверхность, режущая кромка кольцевого ножа параллельна плоскости пластиковой заготовки, отличающееся тем, что цилиндрическая поверхность кольцевого ножа расположена на внутренней стороне, а наклонная поверхность кольцевого ножа расположена на внешней стороне кольцевого ножа, выталкиватель установлен с возможностью перемещения вдоль внутренней цилиндрической поверхности подогретого кольцевого ножа.
3. Устройство по п.2, отличающееся тем, что выталкиватель установлен с зазором по отношению к кольцевому ножу.
4. Устройство по п.2, отличающееся тем, что кольцевой нож установлен стационарно, а в качестве прижимного устройства используется подвижная подошва.
5. Устройство по п.4, отличающееся тем, что выталкиватель приводится в действие пневмоцилиндром выталкивателя посредством штока, а подвижная подошва приводится в действие пневмоцилиндром подвижной подошвы.
| Подшипник рабочего оборудования экскаватора | 1980 |
|
SU891843A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ ПЛАСТИКА | 2001 |
|
RU2266812C2 |
| Вырубной штамп с эластичной матрицей | 1985 |
|
SU1278074A1 |
| ТЕХНИЧЕСКАЯ«*«»««•ПРЕСС для | 0 |
|
SU271705A1 |

