Область, к которой относится изобретение
Изобретение относится к способу получения ароматических углеводородов из кислородсодержащих соединений в качестве исходного.
Уровень техники
Ароматические углеводороды (из которых бензол, метилбензол (т.е. толуол) и диметилбензол (т.е. ксилол) обозначаются как В, Т и X, соответственно, а совместно они обозначаются ВТХ) представляют собой важный основной материал в органической химии. Около 90% ароматических углеводородов во всем мире получают методом каталитического риформинга (бензиновых фракций) нефти в качестве исходного и из газолина, побочного продукта парового крекинга. Только 10% общего количества ароматических углеводородов получают из угля. По мере уменьшения запасов нефти и, следовательно, высокой ее стоимости, энергетика и химическая промышленность, использующие нефть в качестве основного исходного материала, сталкиваются с беспрецедентными серьезными трудностями.
С развитием промышленности на основе природного газа и сланцевого газа в Северной Америке и на Среднем Востоке большое количество легких углеводородов получают в качестве побочных продуктов. Легкий углеводород, получаемый в качестве побочного продукта из сланцевого газа, замещает честь нафты в исходном материале для парового крекинга, и поэтому имеется тенденция превратить исходные для парового крекинга в легкую фракцию. В будущем можно будет наблюдать снижение производства ароматических углеводородов из побочных продуктов каталитического крекинга, что приведет к уменьшению количества ароматических углеводородов во все мире. Поэтому разработка новых технологий с применением оксигенатов, включающих метанол, в качестве исходного для частичного замещения нефти для получения ароматических углеводородов имеет большой потенциал.
В патенте США №US 3931731 представлен способ получения газолина из метанола в качестве исходного. Хотя в газолине присутствует значительное количество ароматических углеводородов, основной целью процесса является получение жидкого топлива-газолина с высоким октановым числом, содержащего также большое количество изопарафиновых компонентов с высоким октановым числом. Техническую проблему методов получения газолина из оксигената(-ов) в качестве исходного(-ых) составляет низкий общий выход ароматических углеводородов.
В патенте КНР №CN 101244969 B сообщается об установке для ароматизации C1-C12 углеводородов или метанола и регенерации катализатора. Этот способ не имеет отношения к конверсии неуглеводородных соединений в продукт реакции, к конкретным методам реакций или разделения. Добавляемое количество неуглеводородных соединений относительно мало. Более того, получение большого количества неуглеводородных соединений в продукте снижает эффективность ароматизации исходного и повышает стоимость процесса ароматизации.
В патенте КНР №CN 101671226 сообщается о проведении реакции ароматизации смеси метанола и одного или более C1-C12 углеводородов в реакторе. В этом способе учитывается только одноразовое превращение метанола и C1-C12 углеводородов, и он не относится к циклической конверсии неуглеводородных соединений в продукты реакции - ароматические углеводороды. Проблемой этого процесса является низкий выход ароматического углеводорода. Исследования показывают, что температура реакции ароматизации метана составляет примерно 700°C, но степень конверсии метана менее 20%, а выход ароматических углеводородов составляет примерно 10%. Наивысшая температура реакции ароматизации в процессе составляет лишь 650°C. Таким образом, если в состав C1-C12 углеводородов входит метан, обладающий более низкой активностью, его присутствие или его накопление в цикле может понизить эффективность реактора.
В китайском патенте CN 101820919 В описан метод получения диметилбензола из метанола или оксигената (кислородсодержащего соединения). В этом методе В и Т в жидкофазном ароматическом углеводородном продукте выделяются (разделяются) последовательно, один за другим, так же разделяются неароматические углеводороды, содержащие более 6 атомов углерода. В смеси ароматических углеводородов неароматические углеводороды и ароматические углеводороды с одинаковым числом углеродных атомов имеют чрезвычайно близкие температуры кипения, и их очень трудно разделять. Современная техника разделения ароматических углеводородов обычно позволяет выделять неароматические и ароматические углеводороды экстракцией растворителем из потока смеси углеводородов, содержащей легкие ароматические углеводороды бензол, метилбензол и диметилбензол, а затем последовательно разделять (выделять) бензол, метилбензол, диметилбензол и 
В китайском патенте №CN 101607864 B описан метод повышения выхода диметилбензола с помощью добавления бензола или метилбензола в систему для ароматизации оксигенатов. Продукт, образующийся при получении ароматических углеводородов из оксигенатов, помимо ароматических углеводородов содержит большое количество неароматических углеводородов, непрореагировавших оксигенатов и промежуточных продуктов. Эти продукты, не являющиеся ароматическими углеводородами, содержат много различных компонентов. Их выделение или продажа в виде смеси даст относительно малый эффект. Добавление бензола или метилбензола из продуктов реакции или из внешнего источника (вне процесса ароматизации) может повысить выход диметилбензола за счет алкилирования с применением метанола. Однако этот метод требует относительно большого расхода энергии на выделение бензола и метилбензола, соответственно, что неизбежно повысит стоимость получения ароматического углеводорода. Кроме того, в качестве катализатора ароматизации в данном методе применяют модифицированные силанизацией и металлами молекулярные сита. Хотя силанизация повышает зависящую от формы реагентов селективность катализатора, она вызывает блокаду пор и снижение каталитической активности.
В китайской патентной заявке CN 1880288 A описан процесс конверсии метанола и катализатор для получения ароматических углеводородов. В методе получения ароматических углеводородов из метанола, раскрываемом в вышеуказанном патенте, используют два последовательно расположенных реактора с неподвижным слоем катализатора; после того, как реагент, метанол, поступает в первый реактор, первая часть газофазного продукта продолжает поступать во второй реактор; ароматические углеводороды и неароматические углеводороды получают, разделяя жидкофазные продукты из первого и второго реакторов. Процесс получения ароматических углеводородов с применением оксигенатов представляет собой процесс с высокой экзотермией и относительно быстрой дезактивацией вследствие осаждения углерода. В реакторе с неподвижным слоем катализатора затруднен процесс теплообмена и отвода тепла, а также трудно постоянно контролировать температуру. В этом процессе только компоненты газовой фазы в побочных продуктах первого реактора применяются для ароматизации с целью превращения их в ароматические углеводороды. Неароматические углеводороды в качестве побочных продуктов во втором реакторе далее не подвергаются циклической конверсии в ароматические углеводороды. Поэтом технической проблемой данного процесса является низкий общий выход ароматических углеводородов.
В заявке на патент США №US 20100185033 A1 описан метод получения ароматических углеводородов с применением в качестве исходных алифатических спиртов, содержащих от 1 до 10 атомов углерода в молекуле. В качестве катализатора применяли молекулярное сито, содержащее от 0.0001 до 20% La и 0.0001-20% металла М, где М выбран по меньшей мере из одного из элементов: молибдена (Мо), церия (Се) или цезия (Cs), а цеолит выбран из ZSM-5, ZSM-11, ZSM-23, ZSM-48 и ZSM-57. Реакцию проводили в следующих условиях: температура от 250 до 750°C, давление от 0 до 3 МПа, расход сырья от 0.1 до 500 час-1. Способ не включает стадию получения ароматических углеводородов с помощью дополнительной циклической конверсии побочных продуктов, неароматических углеводородов. Поэтому проблемой данного процесса является низкий общий выход ароматических углеводородов.
В патенте США №US 6489528 B2 описан метод получения ароматического углеводорода с применением в качестве исходного метанола или диметилового эфира, а в качестве катализатора применялись молекулярные сита двух типов, причем одним из них является силикоалюминофосфатное молекулярное сито, а другим является молекулярное сито ZSM-5, которое содержит металл Zn и элемент из группы IIIA или группы VIB. В этом патенте не указаны конкретные методы реакции и разделения и не говорится о дальнейшей утилизации неароматических углеводородов, содержащихся в продуктах.
Помимо продукта, включающего ароматические углеводороды, в результате реакции с применением оксигенатов получают побочные продукты, содержащие большое количество неароматических углеводородов, небольшое количество неконвертированных кислородсодержащих веществ (оксигенатов) и другие промежуточные продукты превращения оксигенатов. Это очень затрудняет использование этих компонентов. Экономия от их самостоятельного применения после выделения ничтожна. В качестве топливного газа их эффект также очень мал. Если эти компоненты можно было бы превратить в ароматические углеводороды, общий выход ароматических углеводородов при их получении с применением оксигенатов заметно бы повысился, стоимость производства ароматических углеводородов могла бы уменьшиться, и был бы достигнут значительный экономический эффект.
Имеющиеся в составе ароматических углеводородов легкие ароматические углеводороды - ВТХ - представляют собой наиболее ценные и находящие широкое применение ароматические углеводороды. Среди этих ароматических углеводородов диметилбензол представляет собой продукт, находящий сравнительно широкое применение и являющийся продуктом более высокого технического уровня. Из этих ароматических углеводородов способы непосредственного применения метилбензола очень ограничены. Главным образом метилбензол превращают в диметилбензол, который находит большой спрос и является продуктом более высокого технического уровня, получаемым с помощью селективного диспропорционирования метилбензола или в процессе переалкилирования с применением C9 компонента.
В предыдущем уровне техники сообщалось применение для модификации оксидов неметаллов и оксидов металлов, в особенности оксидов неметаллов. Однако, присутствие этих компонентов может вызвать блокаду пор молекулярных сит, невозможность достичь оптимального эффекта модификации и снижение эффективности катализатора ароматизации.
Суммируя вышеприведенные сведения, можно сказать, что технической проблемой процесса получения ароматических углеводородов с применением оксигенатов в качестве исходных из уровня техники является общий низкий выход ароматических углеводородов и высокая энергоемкость.
Сущность изобретения
Для решения этой технической проблемы в настоящем изобретении предусматривается способ получения ароматических углеводородов с применением оксигената в качестве исходного. Преимуществом этого способа является высокий выход ароматического углеводорода и малое потребление энергии.
Настоящее изобретение относится к способу получения ароматических углеводородов с применением оксигената (кислородсодержащего соединения) в качестве исходного, включающему:
i) реакцию с участием оксигената по меньшей мере в одном реакторе ароматизации и получение продукта реакции ароматизации;
ii) разделение продукта реакции ароматизации в сепарационной установке А и получение потока газообразных углеводородов X и потока жидкофазных углеводородов Y;
iii) получение потока углеводородов X1, содержащего неароматические углеводороды, после удаления газа и/или части оксигената из потока газообразных углеводородов X на сепарационной установке В; или получение потока Х2, содержащего неароматические углеводороды, и потока Х3, содержащего ароматические углеводороды, после удаления газа и/или части оксигената из потока газообразных (газофазных) углеводородов X на сепарационной установке В реакцией в другом реакторе ароматизации и разделением на сепарационной установке А;
iv) получение смешанного потока М ароматических углеводородов с числом углеродных атомов в молекуле 7 или менее и потока N остальных (остаточных) углеводородов непрецизионной ректификацией (грубой разгонкой) объединенного потока жидких углеводородов Y и, необязательно, потока Х3, содержащего ароматические углеводороды, на сепарационной установке С;
v) разделение потока N остаточных углеводородов на сепарационной установке D, получение потока K, содержащего неароматические углеводороды, потока J ароматических углеводородов C8 и потока L ароматических углеводородов
vi) возврат для реакции с вышеуказанным оксигенатом одного из углеводородных потоков, потока X1, содержащего неароматические углеводороды, и потока Х2, содержащего неароматические углеводороды, потока смешанных углеводородов M, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, и/или части или целого потока K, содержащего неароматические углеводороды, необязательно, с дополнительным потоком 
vii) необязательно, реакцию потока L ароматических углеводородов
Согласно данному изобретению оксигенат, предпочтительно, выбран по меньшей мере из одного из реагентов: метанола и диметилового эфира. В сепарационной установке А, предпочтительно, осуществляются такие операции, как быстрое охлаждение, промывка щелочью и/или промывка водой и т.п. В сепарационной установке В, предпочтительно, осуществляется по меньшей мере один из методов разделения, такой как короткоцикловая безнагревная адсорбция, ректификация (разгонка) и адсорбция. Сепарационная установка С представляет собой ректификационную установку для непрецизионной ректификации (грубой разгонки), в которой поток жидкофазных углеводородов Y, содержащий неароматические углеводороды и ароматические углеводороды, может разделяться на поток смешанных углеводородов М, содержащий ароматические углеводороды с числом атомов в молекуле 7 или менее, и поток смешанных углеводородов N, содержащий остаточные углеводороды и неароматические углеводороды. Эта операция отличается от разделения с помощью прецизионной ректификации, применяемой для разделения, из уровня техники. Разделение ароматических углеводородов с помощью прецизионной ректификации из уровня техники позволяет полностью отделить неуглеводородные компоненты из потока Y от ароматических углеводородов экстракцией растворителем, а также разделить смесь ароматических углеводородов на бензол, метилбензол, C8 ароматические углеводороды и
Согласно вышеуказанному способу по настоящему изобретению поток жидкофазных углеводородов Y, предпочтительно, разделяют двумя нижеприведенными методами разделения:
1) разделение потока Y, поступающего на сепарационную установку С1, посредством непрецизионной ректификации с образованием потока смешанных углеводородов M1, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 6 или менее и потока углеводородов N1, содержащих более 6 углеродных атомов в молекуле, разделение потока углеводородов N1, поступающего на сепарационную установку D1, с образованием потока ароматических углеводородов C8 и потока ароматических углеводородов
2) разделение потока Y, поступающего на сепарационную установку С2, посредством непрецизионной ректификации с образованием потока смешанных углеводородов М2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, и потока углеводородов N2, содержащих более 7 углеродных атомов в молекуле, разделение потока углеводородов N2, поступающего на сепарационную установку D2, и получение потока ароматических углеводородов C8 и потока ароматических углеводородов
Согласно способу по настоящему изобретению часть потока или весь поток, содержащий неароматические углеводороды, и поток оксигената могут вступать в контакт с катализатором для реакции в одном и том же реакторе ароматизации или могут поступать в разные реакторы ароматизации, соответственно. Способ по настоящему изобретению, предпочтительно, включает по меньшей мере один реактор, выбранный из группы, состоящей из реактора переалкилирования и реактора деалкилирования для превращения потока L ароматических углеводородов
Если в способе по настоящему изобретению участвует один реактор ароматизации, то осуществление способа по настоящему изобретению включает следующие стадии:
а) контактирование потока 1 оксигената(-ов) с катализатором при температуре от 400 до 550°C, давлении от 0.01 до 2.0 МПа и с объемно-массовой скоростью подачи исходного(-ых) материала(-ов) от 0.1 до 4 час-1 в реакторе ароматизации с образованием потока углеводородов 3;
б) удаление СО2 и части оксигената(-ов) и получение из указанного потока углеводородов 3 на сепарационной установке 1 потока газообразных неароматических углеводородов 4, потока жидких углеводородов 5, содержащего ароматические углеводороды, и водной фазы;
в) удаление газов, таких как неорганические газообразные соединения, включая Н2, СО, СО2, N2 и т.п., СН4 и части оксигената(-ов) из указанного потока газообразных неароматических углеводородов 4 на сепарационной установке 2 и получение потока 
г) последующее разделение потока жидких (жидкофазных) углеводородов 5, содержащих ароматические углеводороды, в соответствии с одним из четырех нижеприведенных методов и осуществление реакции:
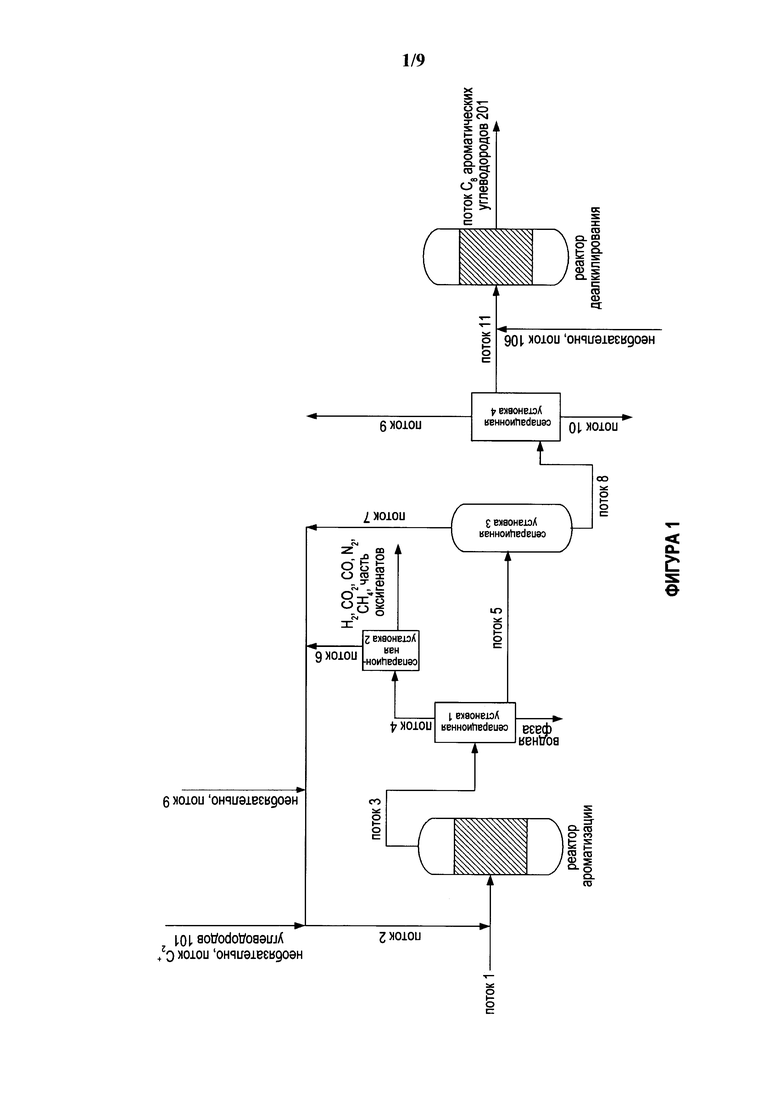
г1) например, см. Фигуру 1, непрецизионная ректификация потока 5 жидких углеводородов, содержащих ароматические углеводороды, на сепарационной установке 3 и получение углеводородного потока 7, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, и углеводородного потока 8, содержащего ароматические углеводороды с числом атомов углерода в молекуле более 7, и разделение указанного потока углеводородов 8 на сепарационной установке 4 и получение потока углеводородов 9, потока 10, содержащего C8 ароматические углеводороды, и потока 11 ароматических углеводородов
получение потока углеводородов 2, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, из потока углеводородов 7 и части или всего потока 

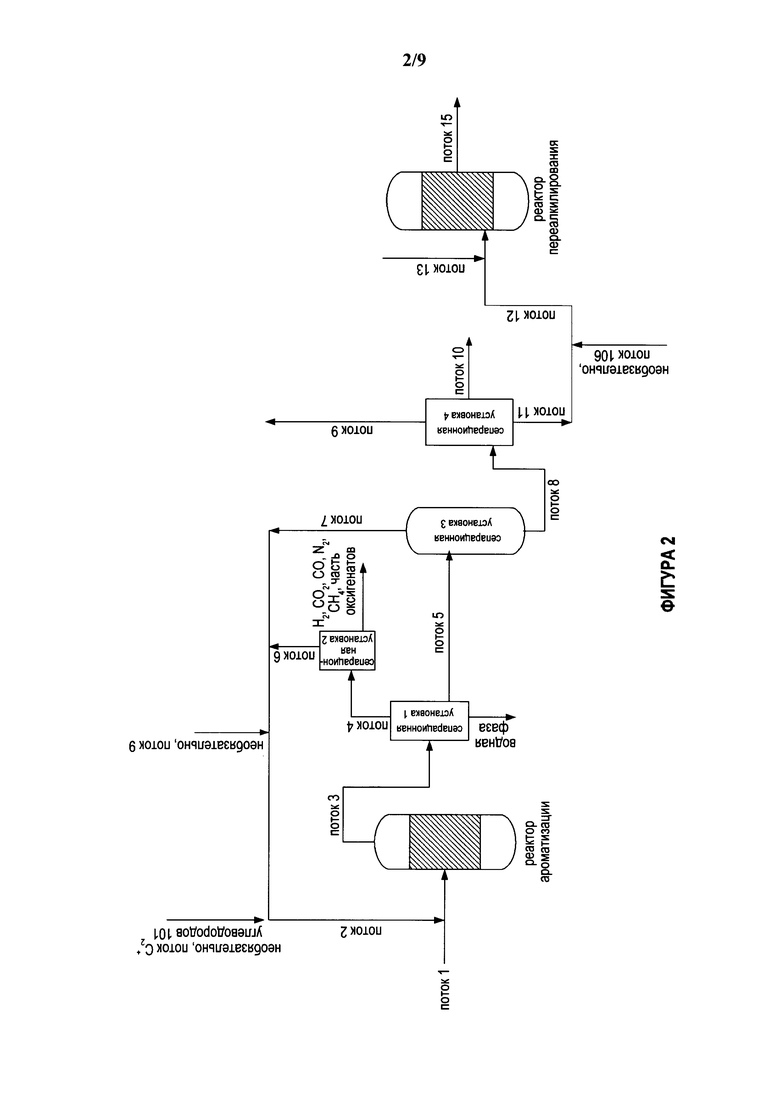
г2) см., например, Фигуру 2, непрецизионная ректификация потока жидких углеводородов 5, содержащих ароматические углеводороды, на сепарационном устройстве 3 и получение углеводородного потока 7 ароматических углеводородов с числом атомов углерода в молекуле 7 или менее и углеводородного потока 8 ароматических углеводородов с числом атомов углерода в молекуле более 7, и получение углеводородного потока 9, содержащего неароматические углеводороды, потока 10, содержащего C8 ароматические углеводороды, и потока 11, содержащего
получение углеводородного потока 15, содержащего диметилбензол, из потока 
получение потока углеводородов 2 из ароматических углеводородов с числом атомов углерода в молекуле 7 или менее из потока углеводородов 7 и части или всего потока 

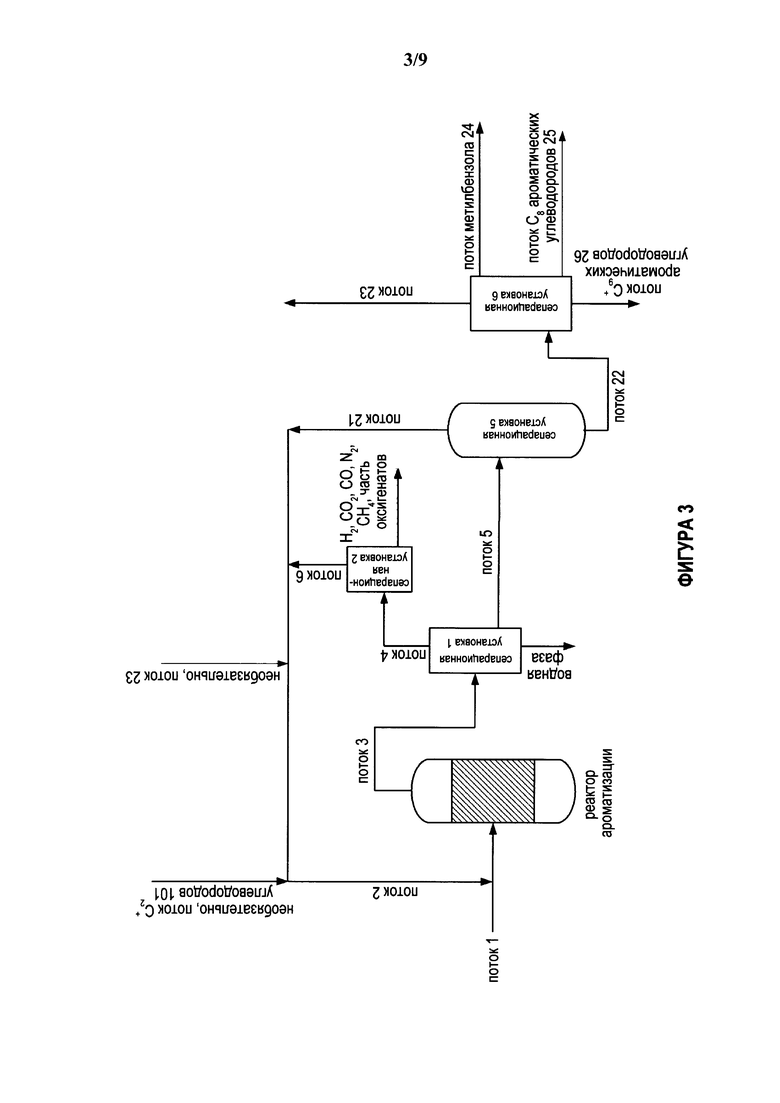
г3) см., например, Фигуру 3, непрецизионная ректификация потока жидких углеводородов 5, содержащего ароматические углеводороды, на сепарационной установке 5 и получение углеводородного потока 21, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 6 или менее, и потока углеводородов 22, содержащего ароматические углеводороды с числом углеродных атомов в молекуле более 6, и получение из указанного потока 22 на сепарационной установке 6 потока углеводородов 23, содержащего неароматические углеводороды, потока метилбензола 24, потока 25, содержащего C8 ароматические углеводороды, и потока 26, содержащего
получение потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, из части или целых потоков: потока углеводородов 6 и потока углеводородов 21, причем указанный поток углеводородов 2 также, необязательно, содержит часть или целый поток, выбранный по меньшей мере из потока углеводородов 23 и потока 
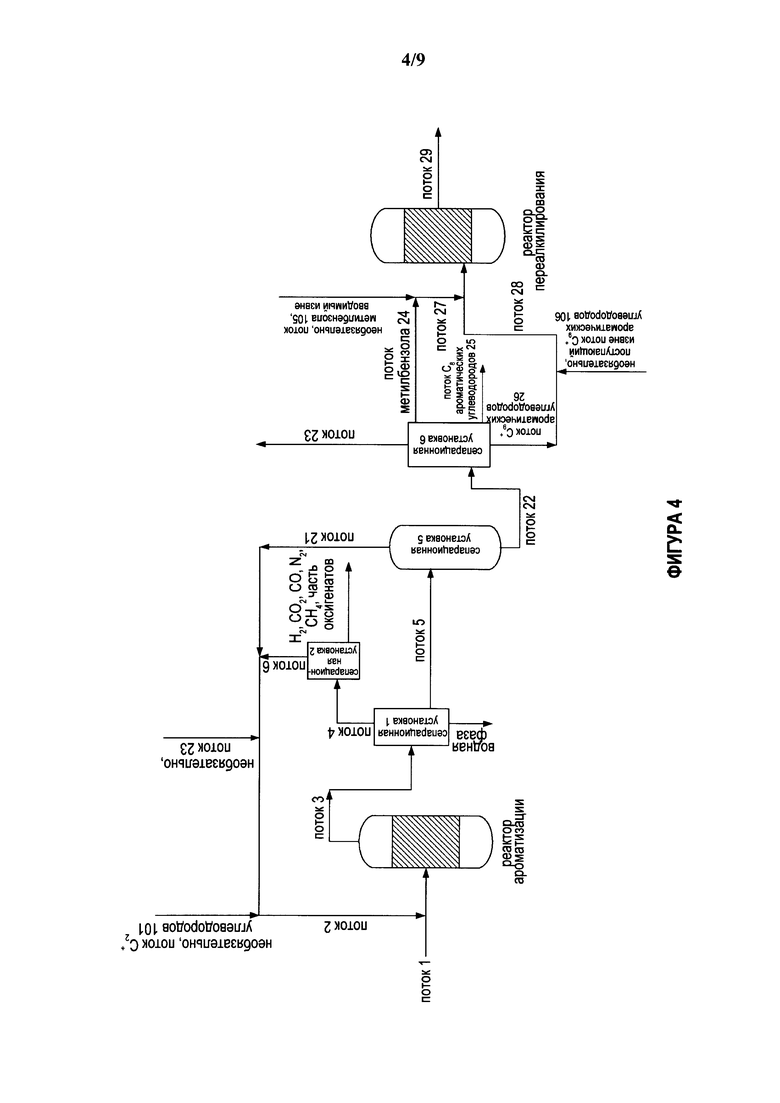
г4) см., например, Фигуру 4, непрецизионная ректификация потока жидких углеводородов 5, содержащего ароматические углеводороды, на сепарационной установке 5, получение потока 21 ароматических углеводородов, содержащих 6 или менее углеродных атомов в молекуле, и потока 22 ароматических углеводородов, содержащих более 6 углеродных атомов в молекуле, и получение углеводородного потока 23, содержащего неароматические углеводороды, потока метилбензола 24, потока 25, содержащего C8 ароматические углеводороды, и потока 26, содержащего
контактирование потока метилбензола 27 и потока 
получение потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, из части или целого потока углеводородов 6 и потока углеводородов 21, причем указанный поток углеводородов 2 также, необязательно, содержит часть или целый поток по меньшей мере из одного из потоков, выбранного из потока 23 и потока 
Если в способе по настоящему изобретению используются два реактора ароматизации, то осуществление способа по настоящему изобретению включает следующие стадии.
з) контактирование потока 1 оксигената(-ов) с катализатором при температуре от 400 до 550°C, давлении от 0.01 до 2.0 МПа и с объемно-массовой скоростью подачи исходного(-ых) материала(-ов) от 0.1 до 4 час-1 в первом реакторе ароматизации с образованием потока углеводородов 3;
и) удаление СО2 и части кислого оксигената и образование потока газообразных неароматических углеводородов 4, потока жидких углеводородов 5, содержащего ароматические углеводороды, и водной фазы из указанного потока углеводородов 3 на сепарационной установке 1;
к) удаление газов, таких как неорганические газообразные соединения, включая Н2, СО, СО2, N2 и т.п., СН4 и части оксигената(-ов) из указанного потока газообразных неароматических углеводородов 31 на сепарационной установке 2 и получение потока 
л) контактирование потока углеводородов 33 с катализатором во втором реакторе ароматизации при температуре от 450 до 650°C, давлении от 0.01 до 2.0 МПа и при объемно-весовой скорости подачи исходного(-ых) материала(-ов) от 0.1 до 4 час-1 с образованием потока углеводородов 34, причем указанный поток углеводородов 33 выбран из потока углеводородов, смешанного из двух потоков, потока 32 и потока I, где поток I выбран из целого или части по меньшей мере одного из потоков: потока 
м) удаление СО2 и части кислого оксигената и получение из потока углеводородов 34 на сепарационной установке 7 потока газообразных неароматических углеводородов 35, потока жидких углеводородов 36, содержащего ароматические углеводороды, и водной фазы;
н) последующее разделение потока 5 и потока 36 в соответствии с одним из четырех нижеприведенных способов и реакция:
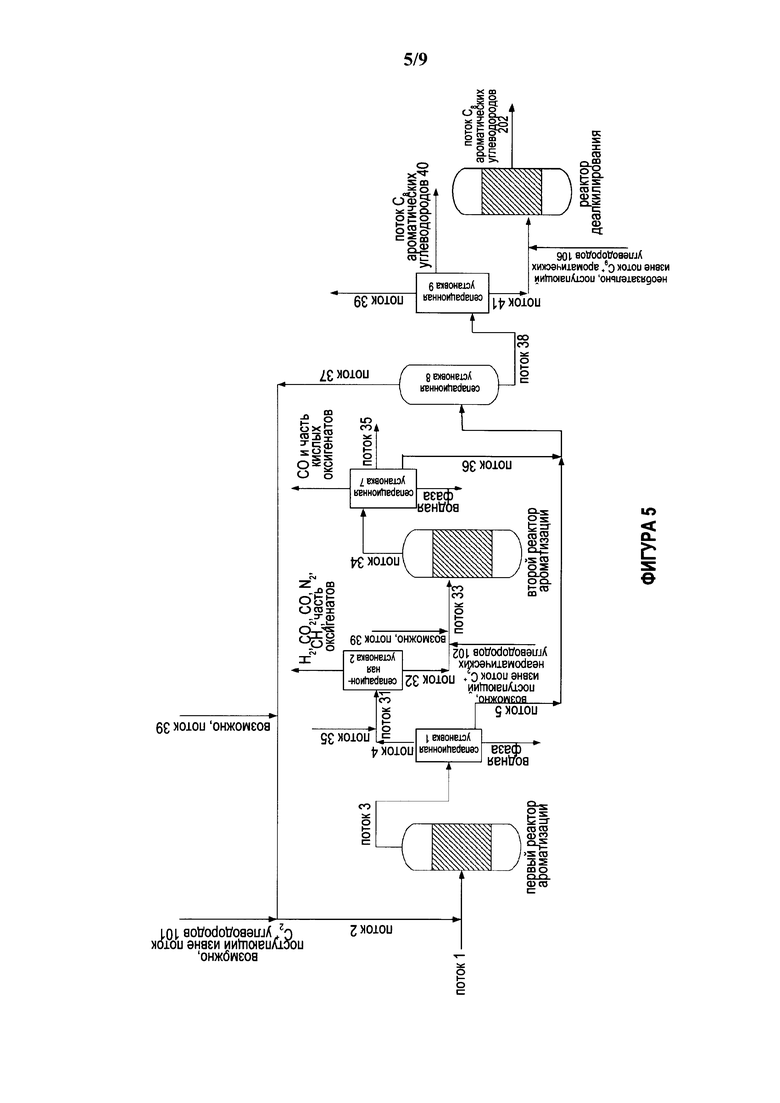
н1) например, см. Фигуру 5, разделение потока 5 и потока 36 на сепарационной установке 8 методом непрецизионной ректификации и получение углеводородного потока 37, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, и углеводородного потока 38, содержащего ароматические углеводороды с числом атомов углерода в молекуле более 7, и разделение указанного потока углеводородов 38 на сепарационной установке 9 и получение потока углеводородов 39, содержащего неароматические углеводороды, потока 40, содержащего C8 ароматические углеводороды, и потока 41 ароматических углеводородов
получение потока углеводородов 2, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, из потока углеводородов 37 и потока Н, где указанный поток Н выбран по меньшей мере из одного из потоков: потока 
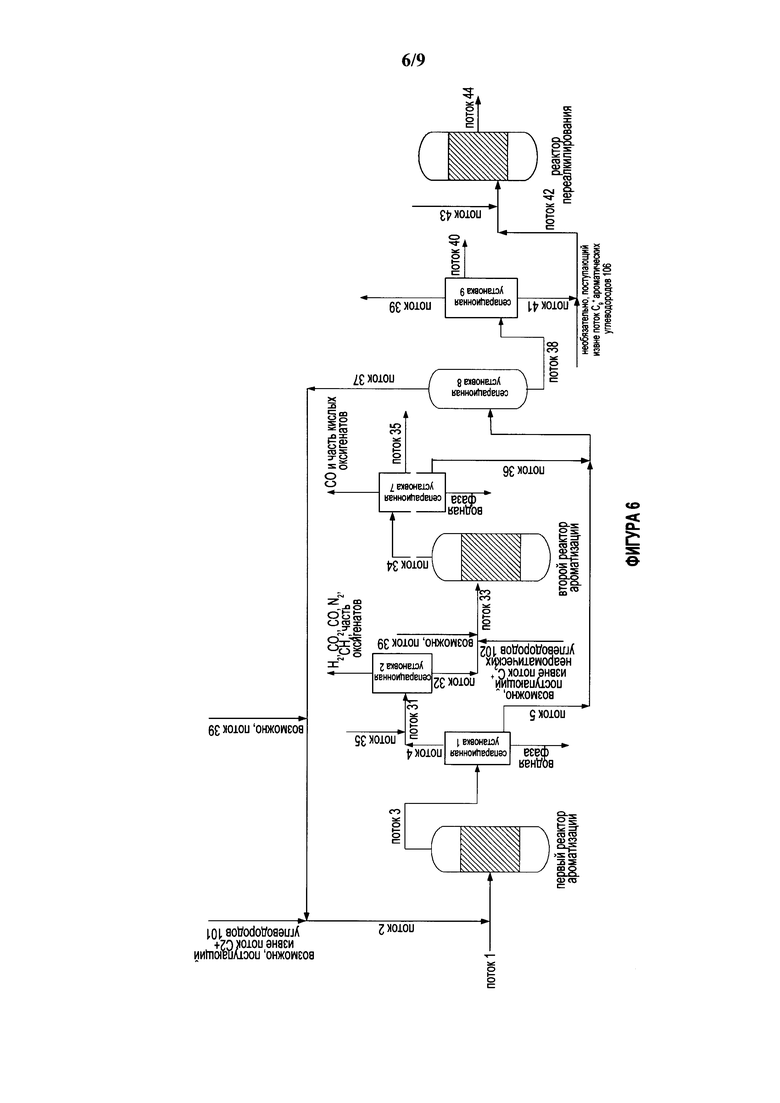
н2) см., например, Фигуру 6, разделение потока жидких углеводородов 5 и потока 36 на сепарационной установке 8 методом непрецизионной ректификации и получение углеводородного потока 37 ароматических углеводородов с числом атомов углерода в молекуле 7 или менее и углеводородного потока 38 ароматических углеводородов с числом атомов углерода в молекуле более 7, и разделение указанного потока 38 на сепарационной установке 9 и получение потока 39, содержащего неароматические углеводороды, потока 40, содержащего C8 ароматические углеводороды, и потока 41, содержащего
получение углеводородного потока 44, содержащего C8 ароматические углеводороды, из потока
получение потока углеводородов 2 из ароматических углеводородов с числом атомов углерода в молекуле 7 или менее из потока углеводородов 37 и потока Н, где указанный поток Н выбран по меньшей мере из одного из потоков: потока 
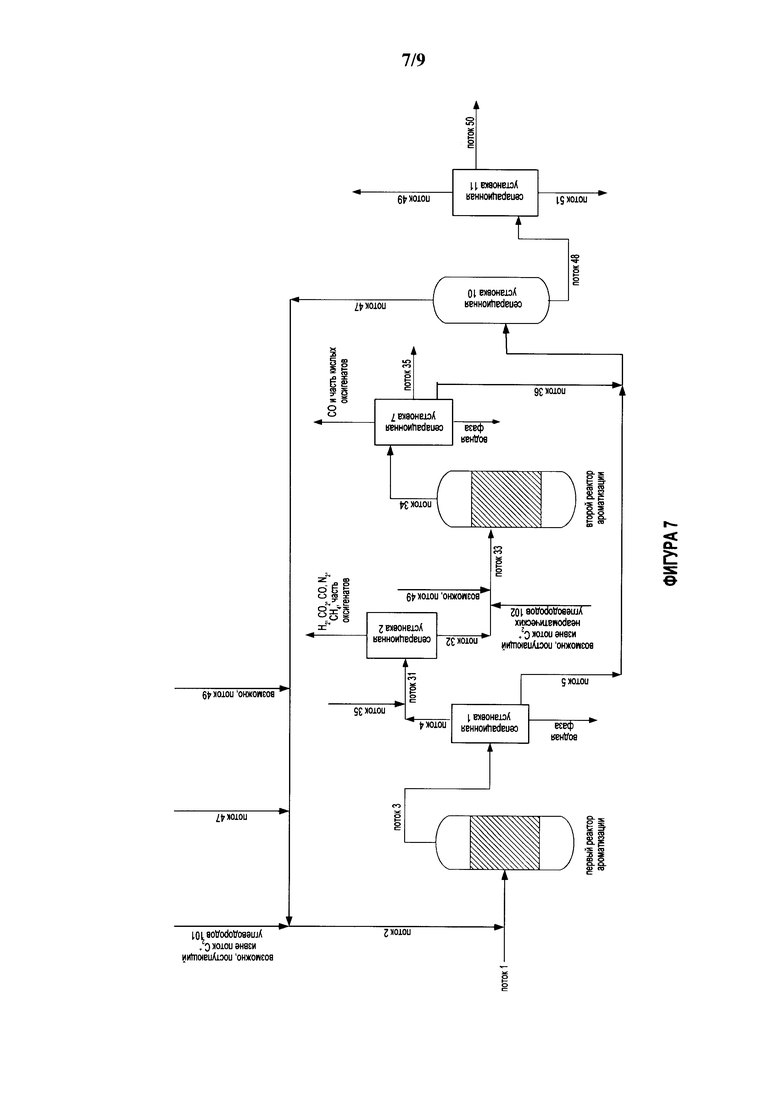
н3) см., например, на Фигуре 7, разделение потока 5 и потока 36 на сепарационной установке 10 методом непрецизионной ректификации и получение углеводородного потока 47 ароматических углеводородов с числом атомов углерода в молекуле 7 или менее и углеводородного потока 48 ароматических углеводородов с числом атомов углерода в молекуле более 7, и разделение указанного потока 48 на сепарационной установке 11 и получение потока 49, содержащего неароматические углеводороды, потока 50, содержащего C8 ароматические углеводороды, и потока 51, содержащего
получение потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, из потока 47 и потока Н, где указанный поток Н выбран по меньшей мере из одного потока 
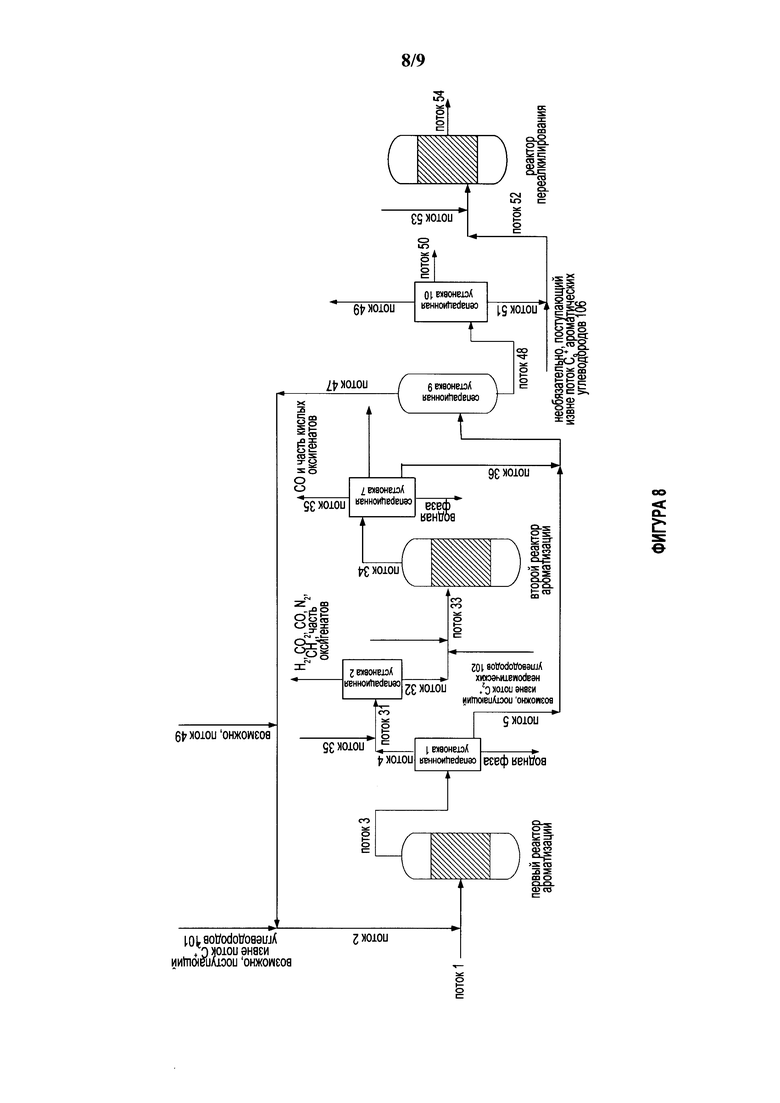
н4) см., например, на Фигуре 8, разделение потока 5 и потока 36 на сепарационной установке 9 методом непрецизионной ректификации и получение углеводородного потока 47 ароматических углеводородов с числом атомов углерода в молекуле 7 или менее и углеводородного потока 48 ароматических углеводородов с числом атомов углерода в молекуле более 7, и разделение указанного потока 48 на сепарационной установке 9 и получение потока 49, содержащего неароматические углеводороды, потока 50, содержащего C8 ароматические углеводороды, и потока 51, содержащего
получение потока 54, содержащего C8 ароматические углеводороды, из потока
получение потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, из потока 47 и потока Н, где указанный поток Н выбран по меньшей мере из одного потока 
Реактор ароматизации, применяемый для реакции ароматизации, может представлять собой по меньшей мере один из следующих реакторов: реактор с псевдоожиженным слоем катализатора, реактор с неподвижным слоем катализатора и реактор с движущимся слоем катализатора. Предпочтительно, реактор ароматизации представляет собой реактор с псевдоожиженным слоем катализатора и реактор с движущимся слоем катализатора, необязательно с разными системами регенерации или с общей системой регенерации. Реактор переалкилирования может представлять собой реактор с неподвижным слоем катализатора.
Катализатор ароматизации представляет собой по меньшей мере одно молекулярное сито активного типа, выбранное из молекулярных сит ZSM-11 и ZSM-5, а молярное соотношение оксида кремния к оксиду алюминия в молекулярном сите составляет от 10:1 до 200:1. Катализатор переалкилирования представляет собой по меньшей мере одно молекулярное сито активного типа, выбранное из молекулярных сит MOR, ZSM-5 и BETA. Процесс деалкилирования можно проводить без катализатора или в присутствии катализатора деалкилирования, выбранного из оксида и молекулярных сит. Перед формованием катализатора ароматизации или закреплением модифицирующего катализатор компонента молекулярное сито, предпочтительно, подвергают высокотемпературной гидротермической обработке; предпочтительными условиями этой гидротермической обработки являются следующие: температура от 400 до 750°C, парциальное давление водяного пара от 5 до 100%, время обработки от 0.5 до 96 часов.
Для формования катализаторов в неподвижном слое применяются такие методы как экструзия или прессование таблеток. Для формования катализатора в движущемся слое можно применять метод катящегося шара. Катализатор в неподвижном слое и катализатор в движущемся слое могут содержат некоторое количество адгезивных компонентов, таких как аморфный оксид кремния, оксид алюминия или оксид циркония и т.п. Для повышения ароматизирующей способности катализатора в псевдоожиженном слое, например, способности к конверсии оксигената, общего выхода ароматических углеводородов, селективности по ароматическим углеводородам и гидротермической устойчивости катализатора для модификации катализатора, перед его формованием или после его формования, можно вводит оксид металла или неметалла. Предпочтительно, применяется компонент-предшественник, обладающий сравнительно высокой растворимостью в воде.
Катализатор в псевдоожиженном слое формуют методом распылительной сушки. Катализатор в псевдоожиженном слое содержит глины для повышения прочности и противоизносных свойств катализатора в псевдоожиженном слое, такие как каолин, монтмориллонит и белая глина и т.п. Кроме того, катализатор в псевдоожиженном слое содержит также активные компоненты для прикрепления, приклеивания катализаторов - компоненты молекулярного сита и глину, такие как аморфный оксид кремния, оксид алюминия или оксид циркония и т.п. Для повышения ароматизирующей способности катализатора в псевдоожиженном слое, такой как способность к конверсии оксигената, общий выход ароматических углеводородов, селективность по ароматическим углеводородам и гидротермическая устойчивость катализатора, для модификации катализатора в его состав можно вводить оксид металла или неметалла.
В продуктах по настоящему изобретению смешанный углеводородный поток, содержащий ароматические углеводороды с числом углеводородных атомов в молекуле 7 или менее, поступает в тот же самый реактор ароматизации, что и оксигенат. В указанном реакторе ароматизации помимо конверсии оксигената в ароматические углеводороды, по меньшей мере один ароматических углеводородов, бензол или метилбензол, из смешанного потока, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, реакцией алкилирования оксигенатом можно превратить в диметилбензол и тем самым повысить выход полученного ароматического углеводорода. Одновременно можно осуществлять реакцию ароматизации неароматических углеводородов, содержащихся в смешанном углеводородном потоке ароматических углеводородов с числом углеродных атомов в молекуле 7 или менее, и тем самым повышать общий выход ароматических углеводородов. За исключением потока углеводородов М, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, продукты реакции - неароматические углеводороды - могут подаваться по меньшей мере в один реактор ароматизации для циклической конверсии в ароматические углеводороды, тем самым повышается выход ароматических углеводородов в данном процессе.
В методах разделения (сепарации) ароматических углеводородов из уровня техники разделение жидкого продукта, содержащего ароматические углеводороды с числом атомов углерода в молекуле более 5, проводят на установке экстракционной ректификации и получают неароматические углеводороды, бензол, метилбензол, C8 ароматические углеводороды и тяжелые ароматические углеводороды, содержащие более 9 углеродных атомов в молекуле, последовательно тщательно разделяя компоненты. При этом как энергоемкость, так и материалоемкость процесса разделения сравнительно велики, что, без сомнения, резко повышает стоимость получения ароматических углеводородов с применением оксигенатов. По сравнению с методом проведения реакции-разделения ароматических углеводородов из уровня техники решение, применяемое в настоящем изобретении, позволяет отделять жидкий продукт, содержащий ароматические углеводороды с числом углеродных атомов в молекуле более 5, в углеводородном потоке, содержащим ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, и в углеводородном потоке, содержащем C8 ароматические углеводороды, непрецизионным методом разделения (сепарации). Углеводородный поток ароматических углеводородов с числом атомов углерода в молекуле 7 или менее можно подавать без дополнительного разделения в тот же реактор ароматизации, что и оксигенат. Бензол или метилбензол в потоке ароматических углеводородов с числом углеродных атомов в молекуле 7 или менее можно алкилировать с помощью оксигената для циклической конверсии в диметилбензол. В то же время неароматические углеводороды в углеводородном потоке, содержащем C8 ароматические углеводороды, можно подавать в один или более реакторов ароматизации для циклической конверсии в ароматические углеводороды с целью повышения общего выхода ароматических углеводородов. По сравнению с известным уровнем техники решение реакция-разделение, предусматриваемое в настоящем изобретении, позволяет частично или полностью исключить стадию последовательного отделения неароматических углеводородов от ароматических углеводородов и ВТХ ароматических углеводородов и сэкономить потребление в процессе разделения большого количества материалов и энергии и тем самым снизить стоимость продукции.
Согласно решению, предусматриваемому в настоящем изобретении, удаление не участвовавших в процессе ароматизации активных Н2, СО, СО2 и части кислых оксигенатов из газообразных неароматических углеводородов сепарацией с последующей циклической конверсией в реакторе ароматизации позволяет предотвратить аккумуляцию вышеуказанных веществ в продуктах реакции, повысить эффективность реактора и может эффективно уменьшить коррозию оборудования и трубопроводов под действием кислых оксигенатов. В настоящем изобретении также предусматривается использование реакторов переалкилирования или деалкилирования.
Если суммировать вышесказанное, то по сравнению с известным уровнем техники настоящее изобретение включает по меньшей мере один реактор ароматизации. Углеводородная смесь ароматических углеводородов с числом углеродных атомов 7 или менее прямо, без полного прецизионного разделения, подается для реакции в один реактор с оксигенатом в качестве исходного. Остальные, неароматические, углеводороды могут подаваться в один или более реакторов ароматизации в системе реакции-разделения. Это позволяет не только осуществить ароматизацию оксигената, но также превратить побочные продукты, неароматические углеводороды, в ароматические углеводороды, а углеводородный поток, содержащий бензол и метилбензол, превратить в ароматический углеводород или диметилбензол, являющийся более ценным продуктом, что повышает общий выход ароматических углеводородов и выход диметилбензола в вышеуказанном процессе. Помимо этого, по сравнению с известным уровнем техники в решении, предусматриваемом в настоящем изобретении, углеводородные смеси ароматических углеводородов, содержащих 7 или менее углеродных атомов в молекуле, прямо, без полного прецизионного разделения, подаются для реакции в один реактор с оксигенатом в качестве исходного, что резко снижает потребление энергии и расход материалов при разделении.
Описание чертежей
На Фигуре 1 представлена блок-схема одного варианта настоящего изобретения;
На Фигуре 2 представлена блок-схема одного варианта настоящего изобретения;
На Фигуре 3 представлена блок-схема одного варианта настоящего изобретения;
На Фигуре 4 представлена блок-схема одного варианта настоящего изобретения;
На Фигуре 5 представлена блок-схема одного варианта настоящего изобретения;
На Фигуре 6 представлена блок-схема одного варианта настоящего изобретения;
На Фигуре 7 представлена блок-схема одного варианта настоящего изобретения;
На Фигуре 8 представлена блок-схема одного варианта настоящего изобретения;
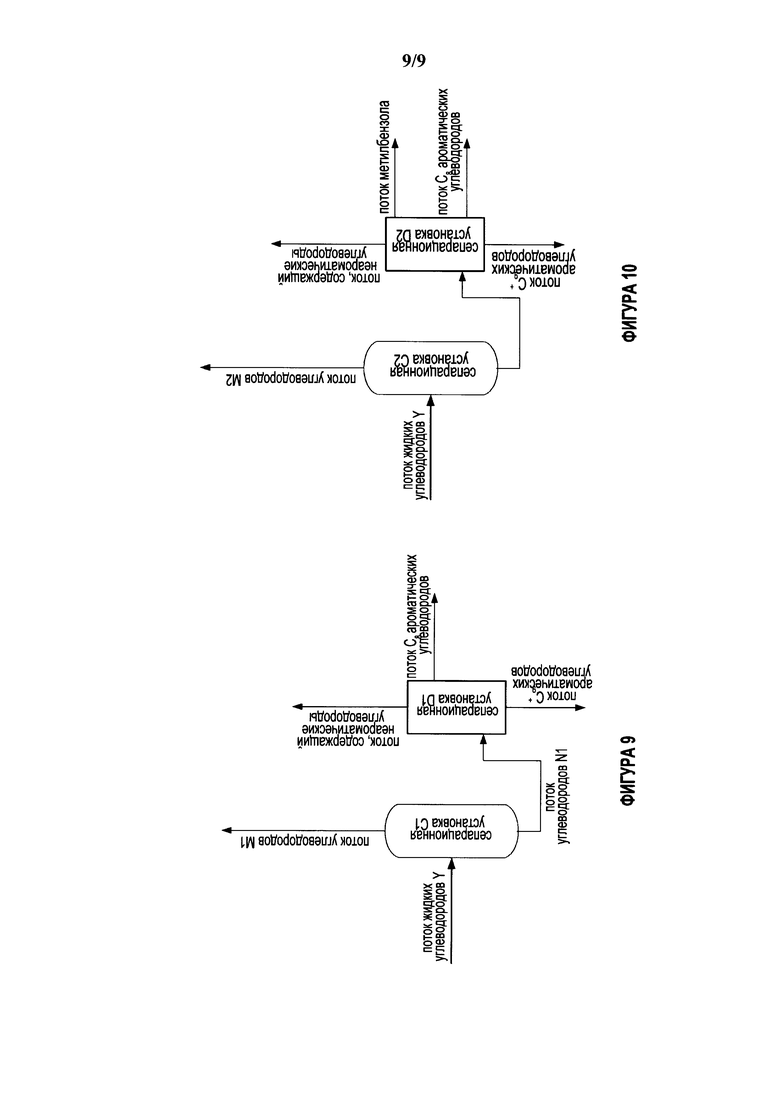
На Фигуре 9 представлена блок-схема метода разделения (сепарации) потока Y по настоящему изобретению;
На Фигуре 10 представлена блок-схема метода разделения (сепарации) потока Y по настоящему изобретению.
Конкретные варианты изобретения
Далее настоящее изобретение описывается на конкретных примерах
Пример 1
Как показано на блок-схеме реакции-разделения, приведенной, например, на Фигуре 1, способ включает следующие стадии:
а) контактирование потока метанола 1 в реакторе ароматизации с катализатором и реакция в следующих условиях: температура 400°C, давление 0.05 МПа, объемно-массовая скорость подачи метанола 0.1 час-1, получение потока углеводородов 3;
б) удаление СО2 и части оксигенатов и получение потока газообразных неароматических углеводородов 4, потока жидких углеводородов 5, содержащего ароматические углеводороды, и водной фазы из потока 3 на сепарационной установке 1;
в) удаление неорганических газообразных соединений, таких как Н2, СО, СО2, N2 и т.п., СН4 и части оксигенатов из потока 4 на сепарационной установке 2 посредством безнагревной короткоцикловой адсорбции и получение потока 
г) непрецизионную ректификацию (грубую разгонку) потока углеводородов 5 на сепарационной установке 3 и получение углеводородного потока 7, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, и углеводородного потока 8, содержащего ароматические углеводороды с числом атомов углерода в молекуле более 7, и получение из потока углеводородов 8 на сепарационной установке 4 потока углеводородов 9, потока 10, содержащего C8 ароматические углеводороды, и потока 11, содержащего
д) возврат вышеуказанного потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, состоящего из потока 
е) реакция потока
Реактор ароматизации представлял собой реактор с неподвижным слоем катализатора. Катализатор содержал молекулярное сито активного типа ZSM-5 с молярным соотношением оксида кремния и оксида алюминия 10:1, причем катализатор перед употреблением в течение 0.5 часа выдерживали при 750°C и парциальном давлении водяного пара 100%.
В настоящем примере степень конверсии метанола составляла более 99%; выход диметилбензола 81.5%, а общий выход ароматических углеводородов составлял 84.8% от веса углерода и водорода в метаноле.
Пример 2
Как показано на блок-схеме реакции-разделения, приведенной, например, на Фигуре 2, способ включает следующие стадии:
а) контактирование потока метанола 1 в реакторе ароматизации в присутствии катализатора и реакция в следующих условиях: температура 550°C, давление 2.0 МПа, объемно-массовая скорость подачи метанола 4.0 час-1, и получение потока углеводородов 3;
б) удаление СО2 и части оксигенатов и получение потока газообразных неароматических углеводородов 4, потока жидких углеводородов 5, содержащего ароматические углеводороды, и водной фазы из потока 3 на сепарационной установке 1;
в) удаление неорганических газообразных соединений, таких как Н2, СО, СО2, N2 и т.п., СН4 и части оксигенатов из потока 4 на сепарационной установке 2 посредством безнагревной короткоцикловой адсорбции и получение потока 
г) непрецизионную ректификацию (грубую разгонку) потока углеводородов 5 на сепарационной установке 3 и получение углеводородного потока 7, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, и углеводородного потока 8, содержащего ароматические углеводороды с числом атомов углерода в молекуле более 7, и получение из потока углеводородов 8 на сепарационной установке 4 потока углеводородов 9, содержащего неароматические углеводороды, потока 10, содержащего C8 ароматические углеводороды, и потока 11, содержащего
д) возврат вышеуказанного потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, состоящего из потока
е) образование вышеуказанного потока
Реактор ароматизации представлял собой реактор с псевдоожиженным слоем катализатора, а реактор переалкилирования представлял собой реактор с неподвижным слоем катализатора. Катализатор содержал молекулярное сито активного типа ZSM-5 с молярным соотношением оксида кремния и оксида алюминия 10:1, причем катализатор перед употреблением в течение 0.5 часа выдерживали при 750°C и парциальном давлении водяного пара 100%.
В настоящем примере степень конверсии метанола составляла более 99%; выход диметилбензола 90.5%, а общий выход ароматических углеводородов составлял 98.9% от веса углерода и водорода в метаноле.
Пример 3
Как показано на блок-схеме реакции-разделения, приведенной, например, на Фигуре 3, способ включает следующие стадии:
а) контактирование потока диметилового эфира 1 в реакторе ароматизации с катализатором и реакция в следующих условиях: температура 480°C, давление 0.3 МПа, объемно-массовая скорость подачи исходного сырья 1.5 час-1, и получение потока углеводородов 3;
б) удаление СО2 и части оксигенатов и получение потока газообразных неароматических углеводородов 4, потока жидких углеводородов 5, содержащего ароматические углеводороды, и водной фазы из потока 3 на сепарационной установке 1;
в) удаление неорганических газообразных соединений, таких как Н2, СО, СО2, N2 и т.п., СН4 и части оксигенатов из потока 4 на сепарационной установке 2 посредством ректификации и получение потока
г) непрецизионную ректификацию (грубую разгонку) потока углеводородов 5 на сепарационной установке 5 и получение углеводородного потока 21, содержащего ароматические углеводороды с числом атомов углерода в молекуле 6 или менее, и углеводородного потока 22, содержащего ароматические углеводороды с числом атомов углерода в молекуле более 6, и получение из потока углеводородов 22 на сепарационной установке 6 потока углеводородов 23, содержащего неароматические углеводороды, потока метилбензола 24, потока 25, содержащего C8 ароматические углеводороды, и потока 26, содержащего
д) возврат вышеуказанного потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, состоящего из потока
Реактор ароматизации представлял собой реактор с псевдоожиженным слоем катализатора. Катализатор содержал молекулярное сито активного типа ZSM-5 с молярным соотношением оксида кремния и оксида алюминия 30:1, причем катализатор перед употреблением в течение 120 часов выдерживали при 400°C и парциальном давлении водяного пара 50%.
В настоящем примере степень конверсии диметилового эфира составляла более 99%; выход диметилбензола 82.5%, а общий выход ароматических углеводородов составлял 88.2% от веса углерода и водорода в диметиловом эфире.
Пример 4
Как показано на блок-схеме системы реакции-разделения, приведенной, например, на Фигуре 4, способ включает следующие стадии:
а) контактирование потока диметилового эфира 1 в реакторе ароматизации с катализатором и реакция в следующих условиях: температура 520°C, давление 0.3 МПа, объемно-массовая скорость подачи исходного сырья 0.8 час-1, и получение потока углеводородов 3;
б) удаление СО2 и части оксигенатов и получение потока газообразных неароматических углеводородов 4, потока жидких углеводородов 5, содержащего ароматические углеводороды, и водной фазы из потока 3 на сепарационной установке 1;
в) удаление неорганических газообразных соединений, таких как Н2, СО, СО2, N2 и т.п., СН4 и части оксигенатов из потока 4 на сепарационной установке 2 посредством ректификации и получение потока
г) непрецизионную ректификацию (грубую разгонку) потока углеводородов 5 на сепарационной установке 5 и получение углеводородного потока 21, содержащего ароматические углеводороды с числом атомов углерода в молекуле 6 или менее, и углеводородного потока 22, содержащего ароматические углеводороды с числом атомов углерода в молекуле более 6, и получение из потока углеводородов 22 на сепарационной установке 6 потока углеводородов 23, содержащего неароматические углеводороды, потока метилбензола 24, потока 25, содержащего C8 ароматические углеводороды, и потока 26, содержащего
д) возврат вышеуказанного потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, на 95% вес. состоящего из потока 6, потока углеводородов 22 и потока углеводородов 23, содержащего неароматические углеводороды, в последующую реакцию с вышеуказанным потоком диметилового эфира 1;
е) образование смешанного потока 27 из потока метилбензола 24 и поступающего извне (не из реакционно-разделительной системы) потока метилбензола 105, причем весовое соотношение потока метилбензола 105 к потоку метилбензола 24 составляло 20:80, а поток
Реактор ароматизации представлял собой реактор с псевдоожиженным слоем катализатора. Катализатор содержал молекулярное сито активного типа ZSM-5 с молярным соотношением оксида кремния и оксида алюминия 100:1, причем катализатор перед употреблением в течение 60 часов выдерживали при 550°C и парциальном давлении водяного пара 75%.
В настоящем примере степень конверсии диметилового эфира составляла более 99%; выход диметилбензола 88.3%, а общий выход ароматических углеводородов составлял 94.8% от веса углерода и водорода в диметиловом эфире.
Пример 5
Как показано на блок-схеме реакции-разделения, приведенной, например, на Фигуре 5, способ включает следующие стадии:
з) контактирование потока метанола 1 в первом реакторе ароматизации с катализатором в следующих условиях: температура 450°C, давление 0.05 МПа, объемно-массовая скорость подачи исходного материала от 1.0 час-1, и образование потока углеводородов 3;
и) удаление СО2 и части кислых оксигенатов и образование потока газообразных неароматических углеводородов 4, потока жидких углеводородов 5, содержащего ароматические углеводороды, и водной фазы из потока 3 на сепарационной установке 1;
к) удаление неорганических газообразных соединений, таких как Н2, СО, СО2, N2 и т.п., СН4 и части оксигенатов из потока углеводородов 31 на сепарационной установке 2 посредством адсорбции C5-C9 газолина и получение потока
л) контактирование смешанного потока углеводородов 33 во втором реакторе ароматизации при температуре 450°C, давлении от 0.1 МПа и при объемно-весовой скорости подачи исходного материала 0.1 час-1 с образованием потока углеводородов 34, причем указанный поток углеводородов 33 представлял смесь двух потоков, потока 32 и потока I, где поток I выбран из целого или части по меньшей мере одного из потоков: потока
м) удаление СО2 и части кислых оксигенатов и получение потока газообразных неароматических углеводородов 35, потока жидких углеводородов 36, содержащего ароматические углеводороды, и водной фазы из потока углеводородов 34 на сепарационной установке 7;
н) разделение потока 5 и потока 36 на сепарационной установке 8 методом непрецизионной ректификации и получение углеводородного потока 37, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, и углеводородного потока 38, содержащего ароматические углеводороды с числом углеродных атомов в молекуле более 7, и разделение потока 38 на сепарационной установке 9 и получение потока 39, содержащего неароматические углеводороды, потока C8 ароматических углеводородов 40 и потока
о) возврат углеводородного потока 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, образованного потоком 37 и потоком 39, для дальнейшей реакции с потоком метанола 1;
п) контактирование потока
Первый реактор ароматизации представлял собой реактор с псевдоожиженным слоем катализатора, а второй реактор ароматизации представлял собой реактор с неподвижным слоем катализатора. Катализатор содержал молекулярное сито ZSM-5 активного типа с молярным соотношением оксида кремния и оксида алюминия 100:1, причем катализатор перед употреблением в течение 60 часов выдерживали при 550°C и парциальном давлении водяного пара 75%.
В настоящем примере степень конверсии метанола составляла более 99.9%; выход диметилбензола 82.0%, а общий выход ароматических углеводородов составлял 89.7% от веса углерода и водорода в метаноле.
Пример 6
Как показано на блок-схеме реакции-разделения, приведенной, например, на Фигуре 6, способ включает следующие стадии:
з) контактирование потока метанола 1 в первом реакторе ароматизации с катализатором реакции в следующих условиях: температура 550°C, давление 2.0 МПа, объемно-массовая скорость подачи исходного материала от 4 час-1, и образование потока углеводородов 3;
и) удаление СО2 и части кислых оксигенатов и образование потока газообразных неароматических углеводородов 4, потока жидких углеводородов 5, содержащего ароматические углеводороды, и водной фазы из потока 3 на сепарационной установке 1;
к) удаление неорганических газообразных соединений, таких как Н2, СО, СО2, N2 и т.п., СН4 и части оксигенатов из потока углеводородов 31 на сепарационной установке 2 методом ректификации и получение потока
л) контактирование потока углеводородов 33 во втором реакторе ароматизации при температуре 650°С, давлении от 1.0 МПа и при объемно-весовой скорости подачи исходного материала 4 час-1 в присутствии катализатора с образованием потока углеводородов 34, причем указанный поток углеводородов 33 представляет собой смесь двух потоков, потока 32 и потока 
м) удаление СО2 и части кислых оксигенатов и получение потока газообразных неароматических углеводородов 35, потока жидких углеводородов 36, содержащего ароматические углеводороды, и водной фазы из потока углеводородов 34 на сепарационной установке 7;
н) разделение потока 5 и потока 36 на сепарационной установке 8 методом непрецизионной ректификации и получение углеводородного потока 37, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, и углеводородного потока 38, содержащего ароматические углеводороды с числом углеродных атомов в молекуле более 7, и разделение потока 38 на сепарационной установке 9 и получение потока 39, содержащего неароматические углеводороды, потока C8 ароматических углеводородов 40 и потока
о) возврат углеводородного потока 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, образованного потоком 37 и потоком 39, для дальнейшей реакции с потоком метанола 1;
п) образование потоком 41 потока
причем первый реактор ароматизации и второй реактор ароматизации представляли собой реактор с псевдоожиженным слоем катализатора, и в обоих реакторах использовали один и тот же катализатор, который содержал молекулярное сито ZSM-11 активного типа с молярным соотношением оксида кремния и оксида алюминия 75:1, и катализатор перед употреблением в течение 16 часов выдерживали при 750°C и парциальном давлении водяного пара 30%.
В настоящем примере степень конверсии метанола составляла более 99.9%; выход диметилбензола 91.7%, а общий выход ароматических углеводородов составлял 99.2% от веса углерода и водорода в метаноле.
Пример 7
Как показано на блок-схеме реакции-разделения, приведенной, например, на Фигуре 7, способ включает следующие стадии:
з) контактирование потока метанола 1 в первом реакторе ароматизации с катализатором реакции в следующих условиях: температура 500°C, давление 0.5 МПа, объемно-массовая скорость подачи исходного материала от 0.8 час-1, и образование потока углеводородов 3;
и) удаление СО2 и части кислых оксигенатов и образование потока газообразных неароматических углеводородов 4, потока жидких углеводородов 5, содержащего ароматические углеводороды, и водной фазы из потока 3 на сепарационной установке 1;
к) удаление неорганических газообразных соединений, таких как Н2, СО, СО2, N2 и т.п., СН4 и части оксигенатов из потока углеводородов 31 на сепарационной установке 2 с помощью ректификации и получение потока 
л) контактирование потока углеводородов 33 во втором реакторе ароматизации при температуре 600°C, давлении 0.3 МПа и при объемно-весовой скорости подачи исходного материала 1.0 час-1 в присутствии катализатора с образованием потока углеводородов 34, причем указанный поток углеводородов 33 образован из потока 32;
м) удаление СО2 и части кислого(-ых) оксигената(-ов) и получение потока газообразных неароматических углеводородов 35, потока жидких углеводородов 36, содержащего ароматические углеводороды, и водной фазы из потока 3 на сепарационной установке 1;
н) разделение потока 5 и потока 36 на сепарационной установке 10 методом непрецизионной ректификации и получение углеводородного потока 47, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, и углеводородного потока 48, содержащего ароматические углеводороды с числом углеродных атомов в молекуле более 7, и разделение потока 48 на сепарационной установке 11 и получение потока 49, содержащего неароматические углеводороды, потока C8 ароматических углеводородов 50 и потока
о) возврат углеводородного потока 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, образованного потоком 47 и потоком 49, для дальнейшей реакции с потоком метанола 1;
причем как первый реактор ароматизации, так и и второй реактор ароматизации представляли собой реактор с движущимся слоем катализатора, и в обоих реакторах использовали один и тот же катализатор, который содержал молекулярное сито ZSM-5 активного типа с молярным соотношением оксида кремния и оксида алюминия 150:1, и катализатор перед употреблением в течение 24 часов выдерживали при 600°C и парциальном давлении водяного пара 60%.
В настоящем примере степень конверсии метанола составляла более 99.9%; выход диметилбензола 82.9%, а общий выход ароматических углеводородов составлял 88.5% от веса углерода и водорода в метаноле.
Пример 8
Как показано на блок-схеме реакции-разделения, приведенной, например, на Фигуре 8, способ включает следующие стадии:
з) контактирование потока метанола 1 и потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, в первом реакторе ароматизации в присутствии катализатора реакции в следующих условиях: температура 480°C, давление 0.4 МПа, объемно-массовая скорость подачи исходного материала от 0.6 час-1, и образование потока углеводородов 3;
и) удаление СО2 и части кислых оксигенатов и образование потока газообразных неароматических углеводородов 4, потока жидких углеводородов 5, содержащего ароматические углеводороды, и водной фазы из потока 3 на сепарационной установке 1;
к) удаление неорганических газообразных соединений, таких как Н2, СО, СО2, N2 и т.п., CH4 и части оксигенатов из потока углеводородов 31 на сепарационной установке 2 посредством безнагревной короткоцикловой адсорбции и получение потока 
л) контактирование потока углеводородов 33 во втором реакторе ароматизации при температуре 610°C, давлении 0.3 МПа и при объемно-весовой скорости подачи исходного материала 0.8 час-1 в присутствии катализатора с образованием потока углеводородов 34, причем указанный поток углеводородов 33 образован из потока (представлял собой поток) 32;
м) удаление СО2 и части кислых оксигенатов и получение потока газообразных неароматических углеводородов 35, потока жидких углеводородов 36, содержащего ароматические углеводороды, и водной фазы из потока углеводородов 34 на сепарационной установке 7;
н) разделение потока 5 и потока 36 на сепарационной установке 9 методом непрецизионной ректификации и получение углеводородного потока 47, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, и углеводородного потока 48, содержащего ароматические углеводороды с числом углеродных атомов в молекуле более 7, и разделение потока 48 на сепарационной установке 10 и получение потока 49, содержащего неароматические углеводороды, потока C8 ароматических углеводородов 50 и потока
о) возврат углеводородного потока 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, образованного потоком 47 и потоком 49, для дальнейшей реакции с потоком метанола 1;
п) реакция смешанного потока
причем как первый реактор ароматизации, так и второй реактор ароматизации представляли собой реактор с псевдоожиженным слоем катализатора, а реактор переалкилирования представлял собой реактор с неподвижным слоем катализатора, и в этих реакторах использовали один и тот же катализатор, который содержал молекулярное сито активного типа ZSM-5 с молярным соотношением оксида кремния и оксида алюминия 150:1, и катализатор перед употреблением в течение 24 часов выдерживали при 600°C и парциальном давлении водяного пара 60%.
В настоящем примере степень конверсии метанола составляла более 99.9%; выход диметилбензола 87.6%, а общий выход ароматических углеводородов составлял 95.2% от веса углерода и водорода в метаноле.
Сравнительный пример 1
Реакционно-разделительная система для получения ароматических углеводородов с применением оксигената включала один реактор ароматизации. Побочные продукты, а именно, неароматические углеводороды и бензол и метилбензол, отбирались непосредственно как таковые и не подвергались циклической конверсии в ароматические углеводороды; исходные материалы, реакторы ароматизации и условия реакции были такие же, как в Примере 1. Степень конверсии метанола составляла более 99.9%, общий выход углеводородов 49.6%, а выход диметилбензола 29.8%.
Сравнительный пример 2
Реакционно-разделительная система для получения ароматических углеводородов с применением оксигената включала один реактор ароматизации; из продуктов только бензол и метилбензол возвращались в реактор и превращались в диметилбензол в реакции переалкилирования. Исходные материалы, реакторы ароматизации, условия реакции и рабочий режим были такие же, как в Примере 3. Степень конверсии метанола составляла более 99.9%, общий выход углеводородов 53.4%, а выход диметилбензола 35.2%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения бензола | 2017 |
|
RU2638173C1 |
| СПОСОБ УЛУЧШЕНИЯ КАТАЛИЗАТОРА АРОМАТИЗАЦИИ | 2007 |
|
RU2476412C2 |
| КОМПЛЕКСНАЯ УСТАНОВКА ДЛЯ ПЕРЕРАБОТКИ СМЕСИ УГЛЕВОДОРОДОВ С-С РАЗЛИЧНОГО СОСТАВА И КИСЛОРОДСОДЕРЖАЩИХ СОЕДИНЕНИЙ | 2016 |
|
RU2671568C1 |
| СОВМЕСТНОЕ ПОЛУЧЕНИЕ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ В УСТАНОВКЕ ПРОИЗВОДСТВА ПРОПИЛЕНА ИЗ МЕТАНОЛА | 2007 |
|
RU2462446C2 |
| КАТАЛИЗАТОР И СПОСОБ АРОМАТИЗАЦИИ С-С ГАЗОВ, ЛЕГКИХ УГЛЕВОДОРОДНЫХ ФРАКЦИЙ АЛИФАТИЧЕСКИХ СПИРТОВ, А ТАКЖЕ ИХ СМЕСЕЙ | 2014 |
|
RU2544017C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕНЗОЛА | 2005 |
|
RU2291892C1 |
| АРОМАТИЗАЦИЯ НЕАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2016 |
|
RU2678980C1 |
| СПОСОБЫ И СИСТЕМЫ ДЛЯ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ ИЗ УГЛЕВОДОРОДОВ КАТАЛИТИЧЕСКОГО КРЕКИНГА | 2013 |
|
RU2664543C2 |
| СПОСОБ АРОМАТИЗАЦИИ НЕАРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2010 |
|
RU2449978C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАНА (ВАРИАНТЫ) | 1997 |
|
RU2135441C1 |
Представлен способ получения ароматических углеводородов с применением оксигената в качестве исходного материала. Используют: реакцию с участием оксигената в одном реакторе ароматизации, получение и разделение продукта реакции ароматизации на сепарационной установке А, в которой осуществляют охлаждение, промывку щелочью и/или водой, получение потока газообразных углеводородов X и потока жидких углеводородов Y; получение неароматических углеводородов X1 после удаления газа и/или части оксигената на сепарационной установке В, в которой осуществляется короткоцикловая безнагревная адсорбция, ректификация (разгонка) и/или адсорбция; получение Х2, содержащего неароматические углеводороды, и потока Х3, содержащего ароматические углеводороды, после удаления газа, части оксигената из потока Х на сепарационной установке В, на которой осуществляется короткоцикловая безнагревная адсорбция, ректификация и/или адсорбция, реакцией в другом реакторе ароматизации и разделением на сепарационной установке А, в которой происходит охлаждение, промывка щелочью и/или промывка водой; получение смешанного потока M ароматических углеводородов с числом углеродных атомов в молекуле 7 или менее и потока N остальных углеводородов непрецизионной ректификацией, объединенного потоком Y и потоком Х3, содержащего ароматические углеводороды, на сепарационной установке С. Разделение потока N на сепарационной установке D, на которой осуществляется одна операция из ректификации и экстракционной ректификации, и получение потока K, содержащего неароматические углеводороды, потока C8 ароматических углеводородов J и потока С9+ ароматических углеводородов L. Возврат к оксигенату потока X1, содержащего поток Х2, содержащего неароматические углеводороды, потока смешанных углеводородов М, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, и/или части или целого потока K, содержащего неароматические углеводороды, возврат в реактор ароматизации одного из углеводородных потоков: потока X1 и потока Х2, потока М, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, и/или части или целого потока K. Технический результат - предоставление способа, обеспечивающего высокий выход ароматических углеводородов и малое потребление энергии. 11 з.п. ф-лы, 10 ил., 10 пр.
1. Способ получения ароматических углеводородов с применением оксигената в качестве сырьевого материала, включающий:
i) реакцию оксигената в по меньшей мере одном реакторе ароматизации с получением продукта реакции ароматизации;
ii) разделение продукта реакции ароматизации на сепарационной установке А с получением потока газообразных углеводородов X и потока жидких углеводородов Y;
iii) а. удаление газа и/или части оксигената из потока газообразных углеводородов X на сепарационной установке В с получением потока углеводородов X1, содержащего неароматические углеводороды, или
b. удаление газа и/или части оксигената из потока газообразных углеводородов X на сепарационной установке В и осуществление реакции в другом реакторе ароматизации и разделение на сепарационной установке А с получением потока Х2, содержащего неароматические углеводороды, и потока Х3, содержащего ароматические углеводороды;
iv) непрецизионная ректификация на сепарационной установке С потока жидких углеводородов Y, полученного на стадии iii) а., с получением смешанного потока М ароматических углеводородов с числом атомов углерода 7 или менее, и потока N остаточных углеводородов; или
непрецизионная ректификация на сепарационной установке С объединенного потока жидких углеводородов Y и потока Х3, содержащего ароматические углеводороды, полученного на стадии iii) b., с получением смешанного потока М ароматических углеводородов с числом атомов углерода 7 или менее, и потока N остаточных углеводородов;
v) разделение потока N остаточных углеводородов на сепарационной установке D с получением потока K, содержащего неароматические углеводороды, потока C8 ароматических углеводородов J и потока С9+ ароматических углеводородов L;
vi) возврат одного из потока X1, содержащего неароматические углеводороды, или потока Х2, содержащего неароматические углеводороды, и потока смешанных углеводородов М, содержащего ароматические углеводороды с числом атомов углерода 7 или менее, и/или части или всего потока K, содержащего неароматические углеводороды, к указанному оксигенату; или
возврат одного из потока X1, содержащего неароматические углеводороды, или потока Х2, содержащего неароматические углеводороды, и потока смешанных углеводородов М, содержащего ароматические углеводороды с числом атомов углерода 7 или менее, и/или части или всего потока K, содержащего неароматические углеводороды, в реактор ароматизации в iii).
2. Способ по п. 1, отличающийся тем, что возврат потоков на стадии vi) к оксигенату осуществляют вместе с дополнительным потоком С2+ углеводородов.
3. Способ по п. 1, дополнительно включающий реакцию потока С9+ ароматических углеводородов L в по меньшей мере одном реакторе, выбранном из реактора переалкилирования и реактора деалкилирования, с получением потока С8 ароматических углеводородов L1.
4. Способ по п. 1, в котором поток жидкофазных углеводородов Y разделяют двумя следующими способами:
1) разделение потока Y на сепарационной установке С1 посредством непрецизионной ректификации с образованием потока смешанных углеводородов M1, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 6 или менее, и потока углеводородов N1 с числом углеродных атомов в молекуле более 6, причем поток углеводородов N1 поступает на сепарационную установку D1, позволяющую получать поток С8 ароматических углеводородов и поток С9+ ароматических углеводородов;
2) разделение потока Y на сепарационной установке C2 посредством непрецизионной ректификации с образованием потока смешанных углеводородов М2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, и потока углеводородов N2 с числом углеродных атомов в молекуле более 7, причем поток углеводородов N2 поступает на сепарационную установку D2, позволяющую получать поток C8 ароматических углеводородов и поток С9+ ароматических углеводородов.
5. Способ по п. 1, в котором часть потока или весь поток, содержащий неароматические углеводороды, и поток оксигената вступают в контакт с катализатором для реакции в том же самом реакторе ароматизации или поступают в разные реакторы ароматизации; согласно указанному способу по меньшей мере один реактор, выбранный из группы, состоящей из реактора переалкилирования и реактора деалкилирования, применяется для конверсии потока С9+ ароматических углеводородов в диметилбензол; условия реакции в указанном реакторе переалкилирования следующие: температура от 350 до 550°С, давление от 0.1 до 5.0 МПа, молярное соотношение водород/углеводород от 1.5:1 до 200:1, объемно-массовая скорость подачи исходного материала от 0.1 до 5 час-1; условия реакции в указанном реакторе деалкилирования следующие: температура реакции от 300 до 800°С, молярное соотношение водород/углеводород от 0.1 до 200:1 и объемно-массовая скорость углеводородов от 0.5 до 10 час-1.
6. Способ по п. 1, с использованием одного реактора ароматизации, включающий следующие стадии:
a) контактирование потока 1 оксигената(-ов) с катализатором в реакторе ароматизации при температуре от 400 до 550°С, давлении от 0.01 до 2.0 МПа и с объемно-массовой скоростью подачи исходного(-ых) материала(-ов) от 0.1 до 4 час-1 с образованием потока углеводородов 3;
b) удаление СО2 и части оксигената(-ов) и получение из указанного потока углеводородов 3 на сепарационной установке 1 потока газообразных неароматических углеводородов 4, потока жидких углеводородов 5, содержащего ароматические углеводороды, и водной фазы;
c) удаление газов, таких как неорганические газообразные соединения, включая H2, СО, СО2, N2, СH4, и части оксигената(-ов) из указанного потока газообразных неароматических углеводородов 4 на сепарационной установке 2, и получение потока С2+ углеводородов 6;
d) последующее разделение потока жидких углеводородов 5, содержащих ароматические углеводороды, в соответствии с одним из четырех нижеприведенных методов и реакций:
d1) непрецизионная ректификация потока 5 жидких углеводородов, содержащих ароматические углеводороды, на сепарационной установке 3 и получение углеводородного потока 7, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, и углеводородного потока 8, содержащего ароматические углеводороды с числом атомов углерода в молекуле более 7, и разделение указанного потока углеводородов 8 на сепарационной установке 4 и получение потока углеводородов 9, потока 10, содержащего С8 ароматические углеводороды, и потока 11, содержащего C9+ ароматические углеводороды, и реакция указанного потока 11 в реакторе деалкилирования с образованием потока 201 ароматических углеводородов C8;
получение потока углеводородов 2, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, из потока углеводородов 7 и части или всего потока С2+ углеводородов 6, причем указанный поток углеводородов 2 также, необязательно, содержит часть или весь из по меньшей мере одного из потоков, выбранного из потока углеводородов 9 и потока С2+ углеводородов 101, поступающего извне, не из реакционно-разделительной системы; и возврат указанного потока углеводородов 2 в дальнейшую реакцию с потоком оксигената(-ов) 1;
d2) непрецизионная ректификация потока жидких углеводородов 5, содержащих ароматические углеводороды, на сепарационном устройстве 3 и получение углеводородного потока 7 ароматических углеводородов с числом атомов углерода в молекуле 7 или менее и углеводородного потока 8 ароматических углеводородов с числом атомов углерода в молекуле более 7, и получение углеводородного потока 9, содержащего неароматические углеводороды, потока 10, содержащего С8 ароматические углеводороды, и потока 11, содержащего С9+ ароматические углеводороды, из указанного углеводородного потока 8 на сепарационной установке 4;
получение углеводородного потока 15, содержащего диметилбензол, из потока С9+ ароматических углеводородов 12 и потока метилбензола 13, поступающего извне реакционно-разделительной системы, в реакторе переалкилирования, причем поток С9+ ароматических углеводородов 12 выбран из одного из или всех потоков: потока С9+ ароматических углеводородов 11 или из смеси потока С9+ ароматических углеводородов 11 и потока С9+ ароматических углеводородов 106, поступающего извне (не из реакционно-разделительной системы);
получение потока углеводородов 2 из ароматических углеводородов с числом атомов углерода в молекуле 7 или менее из потока углеводородов 7 и части или всего потока С2+ углеводородов 6, причем указанный поток углеводородов 2 также, необязательно, содержит часть или все из по меньшей мере одного потока, выбранного из потока углеводородов 9 и потока С2+ углеводородов 101, поступающего извне, не из реакционно-разделительной системы; и возврат указанного потока углеводородов 2 в последующую реакцию с потоком оксигената(-ов) 1;
d3) непрецизионная ректификация потока жидких углеводородов 5, содержащего ароматические углеводороды, на сепарационной установке 5 и получение углеводородного потока 21, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 6 или менее, и потока углеводородов 22, содержащего ароматические углеводороды с числом углеродных атомов в молекуле более 6, и получение из указанного потока 22 на сепарационной установке 6 потока углеводородов 23, содержащего неароматические углеводороды, потока метилбензола 24, потока 25, содержащего C8 ароматические углеводороды, и потока 26, содержащего С9+ ароматические углеводороды; получение потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, из части или целых потоков: потока углеводородов 6 и потока углеводородов 21, причем указанный поток углеводородов 2 также, необязательно, содержит часть или целый поток, выбранный по меньшей мере из потока углеводородов 23 и потока С2+ углеводородов 101, поступающего извне реакционно-разделительной системы; и возврат указанного потока углеводородов 2 для последующей реакции с потоком оксигената 1;
d4) непрецизионная ректификация потока жидких углеводородов 5, содержащего ароматические углеводороды, на сепарационной установке 5, получение потока 21 ароматических углеводородов, содержащих 6 или менее углеродных атомов в молекуле, и потока 22 ароматических углеводородов, содержащих более 6 углеродных атомов в молекуле, и получение углеводородного потока 23, содержащего неароматические углеводороды, потока метилбензола 24, потока 25, содержащего C8 ароматические углеводороды, и потока 26, содержащего С9+ ароматические углеводороды, из указанного потока 22 на сепарационной установке 6;
контактирование потока метилбензола 27 и потока С9+ ароматических углеводородов 28 с катализатором в реакторе переалкилирования, получение потока 29, содержащего диметилбензол, причем указанный поток 27 выбран из части или целого потока метилбензола 24 или из смешанного потока части или целого потока 24 и потока метилбензола 105, поступающего извне реакционно-разделительной системы, а указанный поток С9+ ароматических углеводородов 28 выбран из части или целого потока 26 или из смеси части или целого потока 26 и поступающего извне реакционно-разделительной системы потока С9+ ароматических углеводородов 106;
получение потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, из части или целого потока углеводородов 6 и потока углеводородов 21, причем указанный поток углеводородов 2 также, необязательно, содержит часть или целый поток по меньшей мере из одного из потоков, выбранного из потока 23 и потока С2+ углеводородов 101, поступающего извне, не из реакционно-разделительной системы; и возврат указанного потока углеводородов 2 для дальнейшей реакции с потоком оксигената(-ов) 1.
7. Способ по п. 1, в котором применяются два реактора ароматизации, включающий следующие стадии:
h) контактирование потока 1 оксигената(-ов) с катализатором в первом реакторе ароматизации с образованием потока углеводородов 3 при температуре от 400 до 550°С, давлении от 0.01 до 2.0 МПа и с объемно-массовой скоростью подачи исходного(-ых) материала(-ов) от 0.1 до 4 час-1;
i) удаление СО2 и части кислого оксигената и образование потока газообразных неароматических углеводородов 4, потока жидких углеводородов 5, содержащего ароматические углеводороды, и водной фазы из указанного потока углеводородов 3 на сепарационной установке 1;
j) удаление газов, таких как неорганические газообразные соединения, включая Н2, СО, СО2, N2, СH4 и части оксигената(-ов), из указанного потока углеводородов 31 на сепарационной установке 2 и получение потока С2+ неароматических углеводородов 32, причем поток углеводородов 31 представляет собой смесь потоков углеводородов: потока 4 и потока 35;
k) контактирование потока углеводородов 33 с катализатором во втором реакторе ароматизации при температуре от 450 до 650°С, давлении от 0.01 до 2.0 МПа и при объемно-весовой скорости подачи исходного(-ых) материала(-ов) от 0.1 до 4 час-1 с образованием потока углеводородов 34, причем указанный поток углеводородов 33 выбран из потока углеводородов, смешанного из двух потоков, потока 32 и потока I, где поток I выбран из целого или части по меньшей мере одного из потоков: потока С2+ неароматических углеводородов 102, поступающего извне, не из реакционно-разделительной системы, и потока 39;
l) удаление СО2 и части кислого оксигената и получение потока газообразных неароматических углеводородов 35, потока жидких углеводородов 36, содержащего ароматические углеводороды, и водной фазы из потока углеводородов 34 на сепарационной установке 7;
m) последующее разделение потока 5 и потока 36 в соответствии с одним из четырех нижеприведенных способов и реакция:
m1) разделение потока 5 и потока 36 на сепарационной установке 8 методом непрецизионной ректификации и получение углеводородного потока 37, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, и углеводородного потока 38, содержащего ароматические углеводороды с числом атомов углерода в молекуле более 7, разделение указанного потока углеводородов 38 на сепарационной установке 9 и получение потока углеводородов 39, содержащего неароматические углеводороды, потока 40, содержащего C8 ароматические углеводороды, и потока 41 ароматических углеводородов С9+, и реакция указанного потока С9+ ароматических углеводородов 41 или смеси потока С9+ ароматических углеводородов 41 и, необязательно, потока С9+ ароматических углеводородов 106, поступающего извне, в реакторе деалкилирования с образованием потока 202 ароматических углеводородов C8;
получение потока углеводородов 2, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, из потока углеводородов 37 и потока Н, где указанный поток Н выбран по меньшей мере из одного из потоков: потока С2+ углеводородов 101, поступающего извне, не из реакционно-разделительной системы, и потока 39; и возврат указанного потока углеводородов 2 в дальнейшую реакцию с потоком оксигената(-ов) 1;
m2) разделение потока жидких углеводородов 5 и потока 36 на сепарационной установке 8 методом непрецизионной ректификации и получение углеводородного потока 37 ароматических углеводородов с числом атомов углерода в молекуле 7 или менее и углеводородного потока 38 ароматических углеводородов с числом атомов углерода в молекуле более 7, и разделение указанного потока 38 на сепарационной установке 9 и получение потока 39, содержащего неароматические углеводороды, потока 40, содержащего C8 ароматические углеводороды, и потока 41, содержащего С9+ ароматические углеводороды;
получение углеводородного потока 44, содержащего C8 ароматические углеводороды, из потока С9+ ароматических углеводородов 42 и потока метилбензола 43, поступающего извне реакционно-разделительной системы, причем поток С9+ ароматических углеводородов 42 выбран из потока 41 или из смеси потока 41 и потока С9+ ароматических углеводородов 106, поступающего извне реакционно-разделительной системы;
получение потока углеводородов 2, содержащего ароматические углеводороды с числом атомов углерода в молекуле 7 или менее, из потока углеводородов 37 и потока Н, где указанный поток Н выбран по меньшей мере из одного из потоков: потока С2+ углеводородов 101, поступающего извне, не из реакционно-разделительной системы, и потока 39; и возврат указанного потока углеводородов 2 в последующую реакцию с потоком оксигената(-ов) 1;
m3) разделение потока 5 и потока 36 на сепарационной установке 10 методом непрецизионной ректификации и получение углеводородного потока 47 ароматических углеводородов с числом атомов углерода в молекуле 7 или менее и углеводородного потока 48 ароматических углеводородов с числом атомов углерода в молекуле более 7, и разделение указанного потока 48 на сепарационной установке 11 и получение потока 49, содержащего неароматические углеводороды, потока 50, содержащего C8 ароматические углеводороды, и потока 51, содержащего С9+ ароматические углеводороды;
получение потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, из потока 47 и потока Н, где указанный поток Н выбран по меньшей мере из одного из потоков: потока С2+ углеводородов 101, поступающего извне, не из реакционно-разделительной системы, и потока 49; и возврат указанного потока углеводородов 2 в последующую реакцию с потоком оксигената 1;
m4) разделение потока 5 и потока 36 на сепарационной установке 9 методом непрецизионной ректификации и получение углеводородного потока 47 ароматических углеводородов с числом атомов углерода в молекуле 7 или менее и углеводородного потока 48 ароматических углеводородов с числом атомов углерода в молекуле более 7, и разделение указанного потока 48 на сепарационной установке 9 и получение потока 49, содержащего неароматические углеводороды, потока 50, содержащего C8 ароматические углеводороды, и потока 51, содержащего С9+ ароматические углеводороды,
получение потока 54, содержащего C8 ароматические углеводороды, из потока С9+ ароматических углеводородов 52 и потока метилбензола 53, поступающего извне, не из реакционно-разделительной системы, причем поток С9+ ароматических углеводородов 52 выбран из потока 51 или смеси потока 51 и потока С9+ ароматических углеводородов 106, поступающего извне, не из реакционно-разделительной системы,
получение потока углеводородов 2, содержащего ароматические углеводороды с числом углеродных атомов в молекуле 7 или менее, из потока 47 и потока Н, где указанный поток Н выбран по меньшей мере из одного из потоков: потока С2+ углеводородов 101, поступающего извне, не из реакционно-разделительной системы, или потока 49; и возврат указанного потока углеводородов 2 в последующую реакцию с потоком оксигената(-ов) 1.
8. Способ по любому из пп. 1-7, характеризующийся тем, что указанный реактор ароматизации может представлять собой по меньшей мере один из реакторов, выбранных из реактора с псевдоожиженным слоем катализатора, реактора с неподвижным слоем катализатора или реактора с движущимся слоем катализатора, а указанные реактор переалкилирования и реактор деалкилирования представляют собой реакторы с неподвижным слоем катализатора.
9. Способ по любому из пп. 1-7, характеризующийся тем, что указанный реактор ароматизации представляет собой реактор с псевдоожиженным слоем катализатора и реактор с движущимся слоем катализатора, необязательно, с разными системами регенерации или с общей системой регенерации.
10. Способ по любому из пп. 5-7, характеризующийся тем, что указанный катализатор ароматизации содержит по меньшей мере одно молекулярное сито активного типа, выбранное из молекулярных сит ZSM-5 и ZSM-11, причем молярное соотношение оксида кремния к оксиду алюминия в молекулярном сите составляет от 10:1 до 200:1.
11. Способ по любому из пп. 5-7, характеризующийся тем, что указанный катализатор алкилирования содержит по меньшей мере одно молекулярное сито активного типа, выбранное из молекулярных сит MOR, ZSM-5 и BETA, а указанный процесс деалкилирования можно проводить без катализатора или в присутствии катализатора деалкилирования, содержащего оксид, типа молекулярного сита.
12. Способ по любому из пп. 5-7, характеризующийся тем, что перед формованием катализатора ароматизации или закреплением модифицирующего катализатор компонента, молекулярное сито подвергают высокотемпературной гидротермической обработке в следующих условиях: температура от 400 до 750°С, парциальное давление водяного пара от 5 до 100%, время обработки от 0,5 до 120 часов.
| EA 201170085 A1, 30.06.2011 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЛЕГКИХ ОЛЕФИНОВ ИЗ КИСЛОРОДСОДЕРЖАЩИХ СОЕДИНЕНИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2375338C2 |
| СОВМЕСТНОЕ ПОЛУЧЕНИЕ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ В УСТАНОВКЕ ПРОИЗВОДСТВА ПРОПИЛЕНА ИЗ МЕТАНОЛА | 2007 |
|
RU2462446C2 |
| СПОСОБ ПОЛУЧЕНИЯ СМЕСИ ИЗОАЛКАНОВ C-C (ВАРИАНТЫ) | 2002 |
|
RU2220941C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2011 |
|
RU2458898C1 |
| СПОСОБ КОНВЕРТИРОВАНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1996 |
|
RU2148573C1 |
| ПОЛУЧЕНИЕ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ ИЗ АЛИФАТИЧЕСКИХ | 2008 |
|
RU2461537C2 |
| СПОСОБ ПЕРЕРАБОТКИ Св-АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1971 |
|
SU429578A3 |
| СПОСОБ ДИСПРОПОРЦИОНИРОВАНИЯ ТОЛУОЛА | 1993 |
|
RU2131862C1 |
| Способ получения ароматических углеводородов | 1980 |
|
SU1002281A1 |
| СПОСОБ ПЕРЕРАБОТКИ ТЯЖЕЛЫХ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1998 |
|
RU2183611C2 |
| US 5689026 A, 18.11.1997 | |||
| CN 101823929 A, 08.09.2010 | |||
| CN 103131456 A, 05.06.2013 | |||
| US 2013165725 A1, 27.06.2013. | |||

