Предлагаемое изобретение относится к области металлургического машиностроения, в частности к литью под давлением, и может быть использовано для изготовления деталей из цветных металлов и сплавов.
Известен способ литья под давлением, заключающийся в том, что в рабочую камеру заливают расплавленный металл и под действием давления его вытесняют из рабочей камеры в формообразующую полость пресс-формы (Технология металлов/ Б.В. Кнорозов, Л.Ф. Усова, А.В. Третьяков и др. - М: Металлургия, 1974. - с. 347). Вытеснение расплавленного металла из рабочей камеры чаще всего производятся под действием поршня, перемещающегося давлением жидкости. Это существенно усложняет конструкцию устройства, осуществляющего литье под давлением. Усилие, необходимое для вытеснения жидкости из рабочей камеры, проще создать давлением газа.
К заявляемому объекту наиболее близким объектом является способ литья под давлением, включающий заливку расплавленного металла в рабочую камеру, соединенную каналом с пресс-формой, подачу сжатого газа в рабочую камеру и вытеснение под давлением газа расплавленного металла в пресс-форму. Данный способ осуществляется при помощи компрессорных машин для литья под давлением (Литье под давлением/ М.Б. Беккер, М.Л. Заславский, Ю.Ф. Игнатенко и др. - М.: Машиностроение, 1990. с. 8, рис. 1.4 ж).
Недостаток известного способа литься под давлением заключается в том, что давление газа на расплавленный металл имеет сравнительно небольшую величину. Поэтому это давление не обеспечивает качественное заполнение формообразующих полостей пресс-формы при изготовлении деталей сложной формы. В этой связи этот способ литья используется в основном для литья заготовок. Это существенно ограничивает технологические возможности способа литья под давлением газа, то есть сужает сферу применения компрессорных машин для литья под давлением.
Технической задачей изобретения является расширение технологических возможностей способа литья под давлением, осуществляемого давлением газа.
Технический результат изобретения достигается тем, что способ литья под давлением включает заливку расплавленного металла в рабочую камеру, соединенную каналом с пресс-формой, подачу сжатого газа в рабочую камеру и вытеснение под давлением газа расплавленного металла из рабочей камеры в пресс-форму. При этом газ подают в рабочую камеру в закрытом положении канала, соединяющего рабочую камеру с пресс-формой, после чего газ подвергают нагреву путем теплообмена с расплавленным металлом до достижения давления газа заданной величины, а затем открывают упомянутый канал и осуществляют заполнение пресс-формы расплавленным металлом.
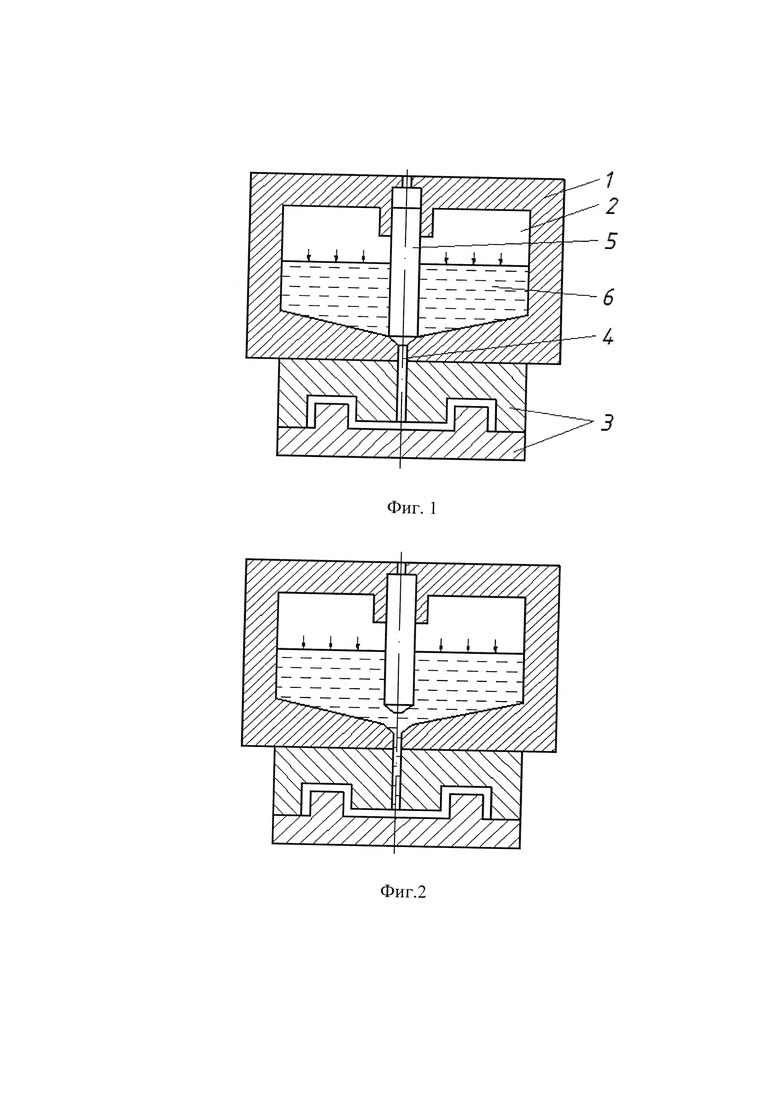
На фиг. 1 и 2 показаны схемы осуществления данного способа литья под давлением, а на фиг. 3 представлена схема устройства, реализующего данный способ. Предлагаемый способ литья под давлением осуществляется при помощи расположенной в корпусе 1 рабочей камеры 2 и разъемной пресс-формы 3, соединенные между собой каналом 4, который запирается клапаном 5. В рабочую камеру 2 заливают расплавленный металл 6 при закрытом положении канала 4 (фиг. 1). Затем верхнюю часть рабочей камеры 2 наполняют сжатым инертным газом, например аргоном, после чего газ подвергают нагреву при постоянном его объеме. Нагрев газа осуществляется за счет теплообмена его с расплавленным металлом. При этом увеличение температуры газа сопровождается повышением его давления. При достижении давления газа заданной величины открывают клапан 5 и сообщают рабочую камеру 2 с пресс-формой 3. При этом под давлением газа расплавленный металл вытесняется из рабочей камеры 2 в пресс-форму 3 (фиг. 2). После заполнения формообразующей полости пресс-формы 3 и завершения процесса кристаллизации металла в ней сжатый газ выпускают из рабочей камеры 2 и закрывают канал 4 клапаном 5. Затем из разъемной пресс-формы извлекают отлитую деталь.
Для оценки изменения температуры газа и расплавленного металла в процессе нагрева газа запишем уравнение теплового баланса

где ρг, ρм - плотности газа и расплавленного металла соответственно, кг/м3;
Vг, Vм - объемы газа и расплавленного металла, м3;
Сг, См - удельные теплоемкости газа и расплавленного металла, кДж/ (кг*Н);
Δtг, Δtм - изменения температуры газа и металла °С.
Будем считать, что объемы газа и расплавленного металла одинаковы, т.е. Vг=Vм. Тогда из уравнения теплового баланса получим

Удельные теплоемкости газа и металла существенно не отличаются, а их плотности отличаются более 20 раз. Поэтому в процессе нагрева газа температура расплавленного металла снижается незначительно.
В процессе нагрева газа его объем не изменяется, поэтому давление газа изменяется пропорционально его абсолютной температуре, т.е.
где Рн, Рк - начальное и конечное давления газа, Па;
Тн, Тк - начальная и конечная абсолютные температуры газа, К.
Отсюда получим зависимость для определения конечного давления газа

Из этой зависимости видно, что давление на расплавленный металл увеличивается в несколько раз в процессе нагрева газа.
Примеры осуществления предлагаемого способа.
Пример 1. Литье под давлением детали из алюминия.
Температура плавления алюмения составляет 660°С. Согласно справочным данным для алюмения
ρм=2680 кг/м3, См=0,92 кДж/(кг*К).
В рабочую камеру заливают расплав алюминия температурой около 700°С, затем подают аргон давлением 10 МПа. Температура аргона соответствует температуре окружающей среды. Примем ее равной 20°С, тогда начальная абсолютная температура аргона составляет Тн=20+273=293 К. Удельная теплоемкость аргона Сг=0,519 кДж(кг*К). При давлении 10 МПа и температуре 20°С плотность аргона ρг=180 кг/м3.
При температуре расплава 700°С газ может быть нагреть до 650°С, при этом абсолютная температура газа Тк=650+273=923 К. Тогда приращение температуры газа Δtг=650-20=630°С.
Подставляя выше приведенные данные в зависимость (2) получим

Следовательно, в процессе нагрева аргона температура расплава уменьшается всего на 21,9°С.
Определим изменения давления газа в процессе его нагрева по зависимости (3):

Следовательно, давление газа увеличивается более, чем в 3 раза. Исходя из найденного значения давления, при достижении в рабочей камере давления газа 30 МПа открывают канал, соединяющий рабочую камеру с пресс-формой. При этом под давлением газа расплав алюминия вытесняется из рабочей камеры в полость пресс-формы.
Пример 2. Литье под давлением детали из меди.
Температура плавления меди составляет 1084°С. Для меди ρм=8900 кг/м3, См=0,4 кДж / (кг*К). В рабочую камеру заливают расплав меди температурой 1120…1130°С, затем подают аргон давлением 15 МПа и температурой 20°С (Тн=293 К). При таких значениях давления и температуры плотность аргона ρг=270 кг/м3. При температуре расплава 1120°С аргон может быть нагреть до 1000°С (Тк=1273 К). Тогда приращение температуры газа составит Δtг=1000-20=980°С.
Подставляя эти значения параметров в зависимость (2), получим:

Следовательно, в процессе нагрева газа температура расплава меди уменьшается всего на 36,6°С.
По зависимости (3) определим давление газа к концу процесса его нагрева

Следовательно, давление газа увеличивается более, чем в 4 раза. Исходя из найденного значения давления, при достижении в рабочей камере давления газа 60 МПа открывают канал, соединяющий рабочую камеру с пресс-формой, в результате чего расплав меди вытесняется из рабочей камеры в полость пресс-формы
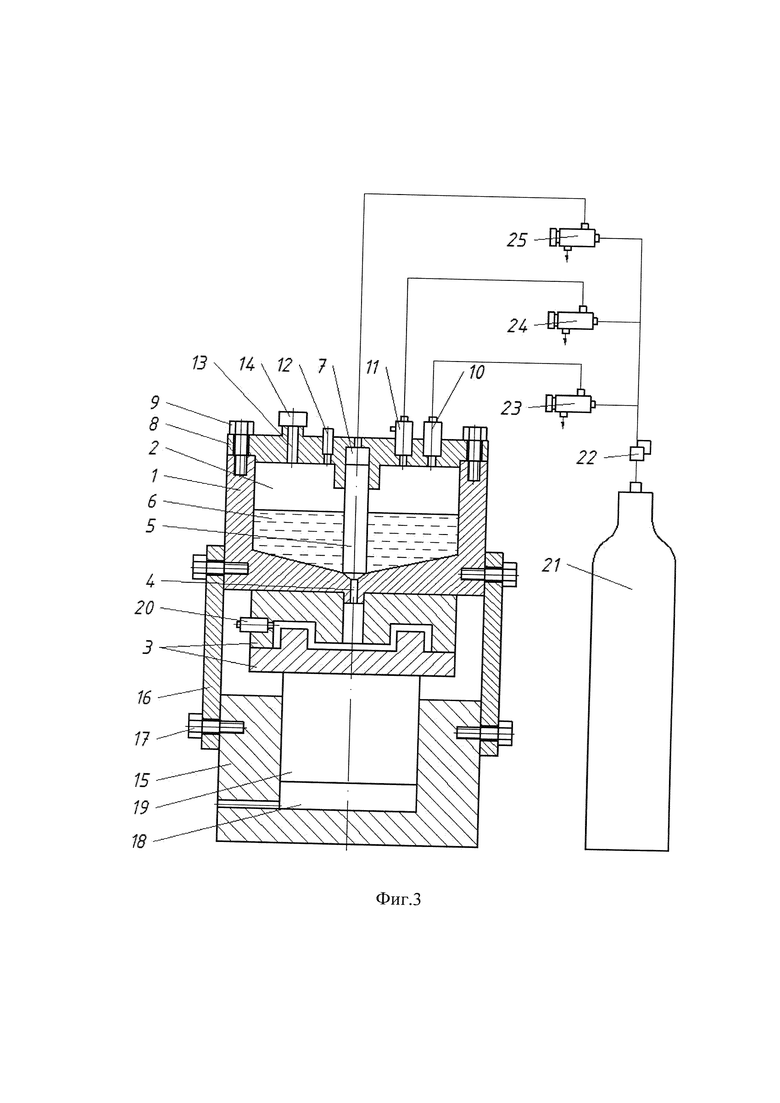
Предлагаемый способ осуществляется при помощи устройства, схема которого представлена на фиг. 3. Устройство содержит корпус 1, в котором расположена рабочая камера 2, соединенная с разъемной пресс-формой 3 каналом 4, запираемым клапаном 5. В рабочей камере 2 содержится расплав металла 6. Конец клапана 5 расположен в цилиндрической полости 7, выполненной в крышке 8 рабочей камеры 2. Крышка 8 присоединена к корпусу 1 винтами 9. На крышке 8 установлены впускной клапан 10, выпускной клапан 11 и датчик давления 12. Для заливки в рабочую камеру 2 расплавленного металла в крышке 8 имеется отверстие 13, закрываемое заглушкой 14.
Корпус 1 соединен с основание 15 при помощи двух плит 16 и винтов 17. В основании 15 расположен рабочий цилиндр 18 с поршнем 19. Пресс-форма 3 располагается между торцом поршня 19 и корпусом 1. Пресс-форма 3 снабжена предельным клапаном 20, который автоматически закрывается при достижении определенного давления в полости пресс-формы 3.
Устройство снабжено также баллоном 21 со сжатым инертным газом, например аргоном. Баллон 21 соединен с впускным клапаном 10, выпускным клапаном И и полостью 7 трубопроводами, в которых установлены регулятор давления 22 и электропневматические клапаны 23,24,25.
Работа устройства осуществляется следующим образом. В исходном положении устройства под действием давление жидкости, подаваемого в рабочий цилиндр 18, поршень 19 прижимает пресс-форму 3 к корпусу 1. Полость пресс-формы 3 через предельный клапан 20 вакуумируется. При открытии электропневматического клапана 25 сжатый газ из баллона 21 поступает в полость 7. Под давлением газа клапан 5 перемещается и закрывает канал 4, соединяющий рабочую камеру 2 с пресс-формой 3. Одновременно открывается электропневматический клапан 24, и газ из баллона 21 подается к выпускному клапану 11, что обеспечивает его закрытие. Затем через отверстие 13 в рабочую камеру 2 заливается расплавленный металл, после чего отверстие 13 закрывается заглушкой 14. После этого открывается электропневматический клапан 23, и в рабочую камеру 2 подается сжатый газ из баллона 21. Благодаря теплообмену с расплавом газ интенсивно нагревается, что сопровождается увеличением его давления. При достижении давления определенной величины датчик давления 12 выдает сигнал на отключение электропневматического клапана 25, и газ из полости 7 стравливается. При этом клапан 5 перемещается и открывает канал 4. Под действием давления газа расплав вытесняется из рабочей камеры 2 в пресс-форму 3. В процессе заполнения полости пресс-формы 3 предельный клапан 20 закрывается, предотвращая утечку расплава из пресс-формы. После заполнения полости пресс-формы 3 и кристаллизации расплавленного металла электропневматический клапан 24 отключается, что обеспечивает открытие выпускного клапана 11. При этом газ из рабочей камеры 2 выпускается. После этого рабочий цилиндр 18 сообщается на слив, и давление в нем падает. При этом пресс-форма 3 совместно с поршнем 19 под действием сил тяжести опускается. Затем пресс-форма 3 выводится из рабочей зоны устройства и из нее извлекается деталь.
В предложенном способе литья давление газа на расплав в 3…4 раза выше, чем в известном способе. Это дает возможность производить литьем под давлением газа не только литые заготовки, но и детали сложной формы, что существенно расширяет сферу применения данного способа литья.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2643293C2 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2016 |
|
RU2643294C2 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОЙ ШТАМПОВКИ | 2005 |
|
RU2309019C2 |
| Запирающее устройство камеры сгорания импульсных машин | 1975 |
|
SU544494A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОГО ПОКРЫТИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2575667C2 |
| Камера сгорания импульсной машины для обработки металлов давлением | 1984 |
|
SU1207609A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННОГО ПОКРЫТИЯ | 2013 |
|
RU2542218C2 |
| Гидравлическая кузнечно-прессовая машина с насосно-аккумуляторным приводом | 1982 |
|
SU1076303A1 |
| Горизонтальная импульсная машина для обработки металлов давлением | 1983 |
|
SU1088891A1 |
| Устройство для разделения профильного материала | 1986 |
|
SU1388200A1 |
Изобретение относится к области литейного производства. Способ литья под давлением включает заливку расплавленного металла в рабочую камеру (2), соединенную каналом (4) с пресс-формой (3), подачу сжатого газа в рабочую камеру и вытеснение под давлением газа расплавленного металла из рабочей камеры в пресс-форму. Расплавленный металл в рабочую камеру заливают при закрытом канале. Верхнюю часть рабочей камеры наполняют сжатым инертным газом, после чего газ подвергают нагреву при постоянном его объеме. Нагрев газа осуществляют за счет теплообмена с расплавленным металлом. При этом увеличение температуры газа сопровождается повышением его давления. При достижении давления газа заданной величины открывают клапан (5) и сообщают рабочую камеру с пресс-формой. Под давлением газа расплавленный металл вытесняется из рабочей камеры в пресс-форму. После заполнения пресс-формы и завершения процесса кристаллизации металла в ней сжатый газ выпускают из рабочей камеры, закрывают канал клапаном и извлекают отлитую деталь из пресс-формы. Обеспечивается расширение технологических возможностей способа литья под давлением, осуществляемого давлением газа. 3 ил.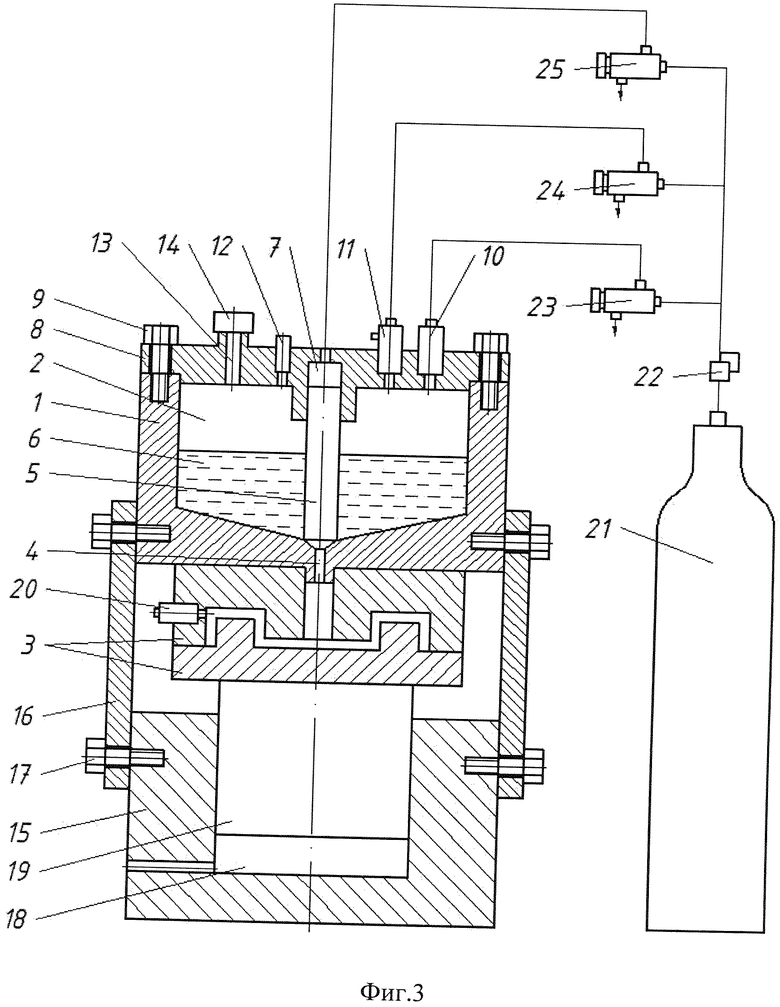
Способ литья под давлением, включающий заливку расплавленного металла в рабочую камеру, соединенную каналом с пресс-формой, подачу сжатого газа в рабочую камеру и вытеснение под давлением газа расплавленного металла из рабочей камеры в пресс-форму, отличающийся тем, что газ подают в рабочую камеру с закрытым каналом, соединяющим рабочую камеру с пресс-формой, после чего газ подвергают нагреву путем теплообмена с расплавленным металлом до достижения давления газа заданной величины, а затем открывают упомянутый канал и осуществляют заполнение пресс-формы расплавленным металлом.
| Установка для литья с противодав-лЕНиЕМ | 1979 |
|
SU821053A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2193945C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ПОСРЕДСТВОМ ИСПОЛЬЗОВАНИЯ ПРИСПОСОБЛЕНИЯ ДЛЯ ЛИТЬЯ И ФОРМОВАНИЯ | 2014 |
|
RU2593054C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 1983 |
|
SU1834098A1 |
| Способ литья под регулируемымдАВлЕНиЕМ | 1979 |
|
SU850297A2 |
| RU 98123202 A, 27.09.2000 | |||
| DE 102006036369 A1, 14.02.2008. | |||

