Изобретение относится к области машиностроения, а именно к станкам, совмещающим металлообработку с аддитивными технологиями, в частности к манипулятору и способу для перемещения лазерной головки между зоной хранения и рабочей зоной станка.
В настоящее время в машиностроении широко используются металлообрабатывающие станки, в конструкцию которых включен лазерный блок для аддитивного производства. Однако при использовании режущего и лазерного инструментов на одном станке необходимо предусмотреть особенности условий работы и конструкции лазерного инструмента. Особое внимание следует уделить сохранности оптических элементов лазерной головки для продления срока эксплуатации лазерной головки.
Из уровня техники известна производственная машина для аддитивного производства (заявка US 20180093325 МПК B22F 3/105, B23Q 15/007, опубл.05.04.2018). Машина выполнена в виде независимого блока для аддитивного производства с возможностью перемещения и может быть соединена с металлообрабатывающим станком. Лазерная головка перемещается в рабочую зону металлообрабатывающего станка с помощью привода и направляющего устройства. Направляющее устройство выполнено в виде телескопической крышки панельного типа.
В качестве недостатка известной производственной машины можно отметить, что при использовании направляющего устройства в виде телескопической крышки панельного типа для перемещения лазерной головки, снижается срок ее эксплуатации. Внутри лазерной головки находятся хрупкие оптические элементы, взаимное расположение которых настроено с высокой точностью. При перемещении лазерной головки в рабочую зону станка с использованием описанного направляющего устройства на оптические элементы воздействуют вибрации, возникающие вследствие недостаточной жесткости направляющего устройства. Вибрации могут стать причиной смещения и повреждения оптических элементов лазерной головки и значительно снизить срок эксплуатации лазерной головки.
Известен станок совмещающий металлообработку с аддитивными технологиями (заявка CN 108067882 МПК В23Р 23/04, В23Р 23/04, опубл. 14.11.2017), в котором перемещение лазерной головки из зоны хранения в рабочую зону станка производится с помощью шпинделя, движущегося по сложной траектории с промежуточными остановками. Для этого предусмотрена система направляющих, усложняющих конструкцию станка и увеличивающих его стоимость. Кроме того, каждый раз при остановке лазерной головки могут быть нарушены настройки и целостность оптических элементов, что приведет к снижению срока эксплуатации лазерной головки.
Известна заявка JP2019523712 МПК В23Р 23/04, опубл. 29.08.2019, в которой раскрыто закрепленное на корпусе станка устройство для перемещения лазерной головки и способ его работы. Устройство содержит привод и две линейные направляющие по которым перемещается каретка с закрепленной на ней лазерной головкой. При работе устройства каретка перемещается в рабочую зону станка по прямолинейной траектории.
Недостатком известного устройства для перемещения и способа его работы является невысокий срок эксплуатации лазерной головки вследствие ее хранения и перемещения с использованием вышеописанных технических решений. При креплении устройства перемещения на корпусе станка вибрации, возникающие при работе металлообрабатывающих инструментов воздействуют на оптические элементы лазерной головки и могут стать причиной их смещения и повреждения. Недостаточно плавная остановка лазерной головки также может вызвать смещение и повреждение оптических элементов и как следствие, снижение срока эксплуатации лазерной головки.
Задачей изобретения является создание манипулятора и способа для перемещения лазерной головки между зоной хранения и рабочей зоной станка, способных увеличить срок эксплуатации лазерной головки.
Технический результат заключается в предотвращении внутренних повреждений и смещения оптических элементов лазерной головки.
Поставленная задача решается за счет того, что манипулятор для перемещения лазерной головки между зоной хранения и рабочей зоной станка содержит основание, направляющее устройство, содержащее линейную направляющую, опору для размещения лазерной головки, закрепленный на основании привод для перемещения опоры, систему позиционирования опоры, в котором согласно изобретению основание выполнено в виде отдельно стоящего модуля, направляющее устройство дополнительно включает по крайней мере одну стойку, закрепленную на основании, при этом упомянутая стойка выполнена с пазом, в котором размещена линейная направляющая с возможностью перемещения вместе с опорой в рабочую зону станка, причем опора выполнена в виде кронштейна Г-образной формы, горизонтально направленная часть которого выполнена с возможностью установки на ней лазерной головки, а вертикально направленная часть которого прикреплена к линейной направляющей, при этом система позиционирования опоры, выполнена с амортизаторами для замедления хода и плавной остановки опоры в упомянутых зонах. Привод выполнен в виде пневмоцилиндра, шток которого соединен с опорой посредством сферической опоры. Система позиционирования включает в себя систему позиционирования в рабочей зоне станка и систему позиционирования в зоне хранения. Система позиционирования в рабочей зоне станка содержит датчик конечного положения, установленный на основании с возможностью взаимодействия с конечным выключателем, расположенным на планке, установленной на линейной направляющей и упор, выполненный на основании с возможностью взаимодействия с одним из упомянутых амортизаторов, закрепленным на планке. Система позиционирования в зоне хранения содержит упор, установленный на опоре с возможностью взаимодействия с другим из упомянутых амортизаторов, закрепленным на основании. Амортизаторы выполнены в виде гидроамортизаторов.
Поставленная задача также решается за счет того, что способ включает использование заявленного манипулятора, посредством которого опору с лазерной головкой равномерно перемещают по прямолинейной траектории из зоны хранения в рабочую зону станка и посредством системы позиционирования с амортизаторами осуществляют плавную остановку опоры в заданной позиции в рабочей зоне станка, а после использования лазерной головки на станке возвращают опору с лазерной головкой по прямолинейной траектории в зону хранения и посредством системы позиционирования с амортизаторами выполняют плавную остановку опоры в зоне хранения.
Выполнение направляющего устройства в виде как минимум одной стойки с пазом, в котором размещена линейная направляющая с возможностью перемещения вместе с опорой в рабочую зону станка, соединение привода с линейной направляющей посредством опоры Г-образной формы, а также включение в систему позиционирования амортизаторов, дает возможность создать манипулятор, позволяющий увеличить срок эксплуатации лазерной головки.
Равномерное перемещение опоры по прямолинейной траектории между зоной хранения и рабочей зоной с помощью направляющего устройства заявленного манипулятора, а также плавность остановки опоры в рабочей зоне станка и зоне хранения посредством системы позиционирования с амортизаторами увеличивает срок эксплуатации лазерной головки.
Сущность заявленного манипулятора поясняется следующими чертежами:
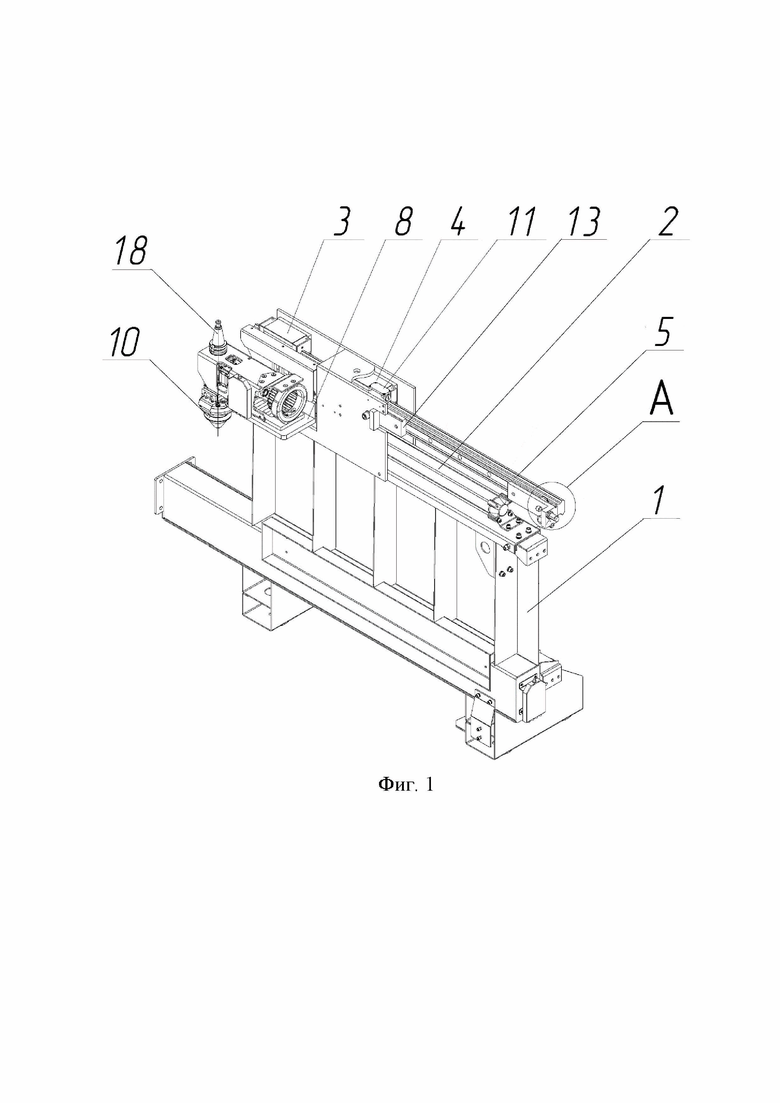
фиг. 1 общий вид манипулятора в положении лазерной головки в зоне хранения;
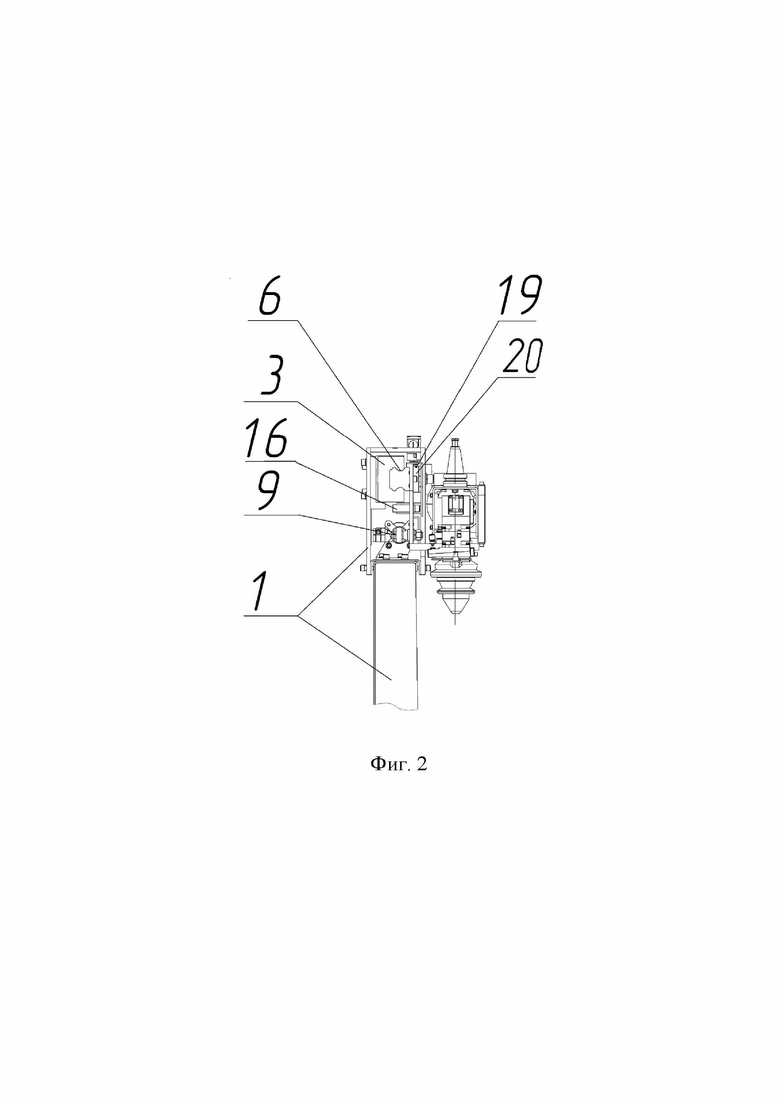
фиг. 2 вид слева;
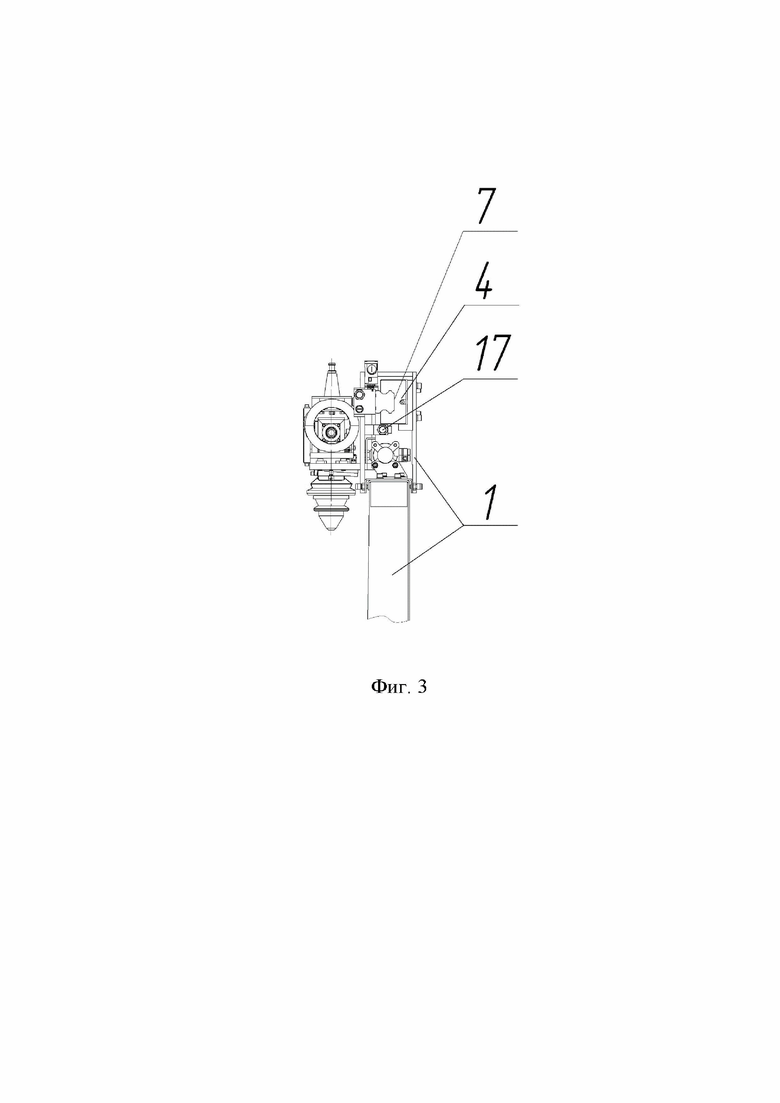
фиг. 3 вид справа;
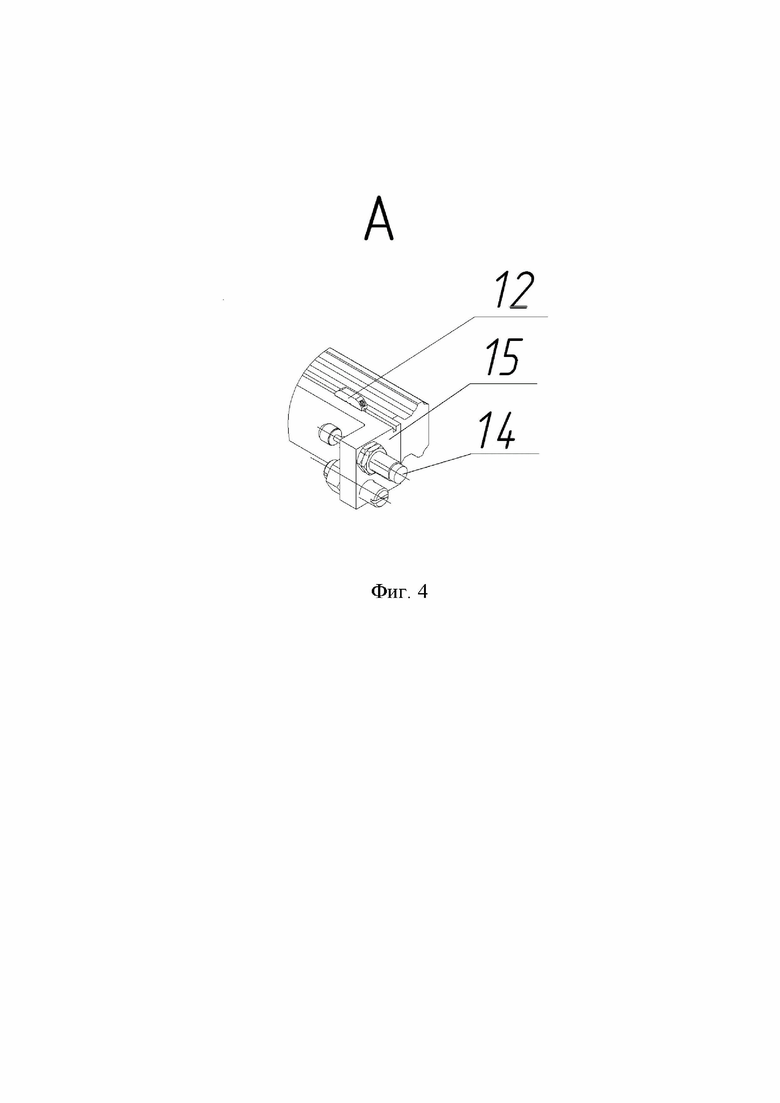
фиг. 4 выносной элемент А.
Манипулятор для перемещения лазерной головки между зоной хранения и рабочей зоной станка выполнен в виде отдельно стоящего модуля, не связанного с корпусом станка и содержит основание 1, на котором закреплен привод 2 и направляющее устройство (фиг. 1). Направляющее устройство содержит стойку 3, стойку 4 и линейную направляющую 5. В стойках 3, 4 выполнены пазы 6 и 7 соответственно (фиг. 2, 3). В пазах 6, 7 с возможностью перемещения в рабочую зону станка размещена линейная направляющая 5. Стойки 3 и 4 идентичны, закреплены на основании 1 и расположены друг от друга на расстоянии, гарантирующем жесткость конструкции направляющего устройства. Жесткость конструкции предотвращает возникновение вибрации при работе устройства, исключает возможность смещения и повреждения оптических элементов лазерной головки, что ведет к увеличению срока эксплуатации лазерной головки.
Возможны также варианты выполнения направляющего устройства, в которых количество стоек отличается от описываемого варианта. Количество и размеры стоек выбирают в зависимости от расстояния, на которое требуется переместить лазерную головку.
Для равномерного перемещения лазерной головки привод 2 выполнен в виде стабилизирующего пневмоцилиндра. Шток привода 2 соединен с опорой 8 посредством сферической опоры 9, компенсирующей погрешности монтажа. Опора 8 представляет собой кронштейн Г-образной формы. На горизонтальной части опоры 8 имеются установочные элементы (не показано) для фиксации лазерной головки 10 на опоре 8. Вертикальная часть опоры 8 соединена с линейной направляющей 5. Таким образом, шток привода 2 не только перемещает лазерную головку 10, установленную на опоре 8, но и приводит в движение линейную направляющую 5. Направляющее устройство осуществляет стабильное равномерное перемещение лазерной головки 10 в рабочую зону станка по прямолинейной траектории. При этом жесткость конструкции исключает возникновение сил инерции, которые могут стать причиной смещения и внутренних повреждений оптических элементов лазерной головки, что повлечет за собой снижение срока эксплуатации лазерной головки.
Система позиционирования опоры 8 включает систему позиционирования в рабочей зоне станка и систему позиционирования в зоне хранения. Система позиционирования опоры 8 в рабочей зоне станка содержит датчик конечного положения 11, конечный выключатель 12, упор 13 и гидроамортизатор 14. Датчик конечного положения 11 установлен на основании 1, а конечный выключатель 12 расположен на планке 15, которая закреплена на направляющей 5 на расстоянии, определяющем позицию лазерной головки 10 в рабочей зоне станка. Конструкция планки 15 предусматривает изменение ее положения на направляющей 5. Упор 13 выполнен на основании 1. Гидроамортизатор 14 установлен на планке 15. Гидроамортизатор 14 предназначен для замедления хода и плавной остановки опоры 8 в рабочей зоне станка. Система позиционирования опоры 8 в зоне хранения содержит датчик конечного положения 11, конечный выключатель 19, упор 16 и гидроамортизатор 17. Конечный выключатель 19 расположен на планке 20, которая закреплена на направляющей 5. Упор 16 выполнен на опоре 8. Гидроамортизатор 17 установлен на основании 1. Гидроамортизатор 17 предназначен для замедления хода и плавной остановки опоры 8 в зоне хранения.
Заданную позицию лазерной головки в рабочей зоне станка получают при настройке взаимного расположения деталей системы позиционирования опоры в рабочей зоне станка.
При использовании манипулятора в станках, в которых крепление инструментов производится в шпинделе, на корпусе лазерной головки 10 может быть выполнен стержень 18, например, в форме конуса.
Предложенный манипулятор возможно использовать для перемещения лазерной головки между зоной хранения и рабочей зоной в станках с ЧПУ, совмещающих металлообработку с аддитивными технологиями с разделенными рабочей зоной и зоной хранения лазерной головки. Вид металлообработки может быть любой. Далее будет рассмотрена работа предложенного манипулятора на примере станка с ЧПУ с разделенными рабочей зоной и зоной хранения лазерной головки, в котором инструменты для металлообработки и лазерная головка поочередно закрепляются в шпинделе.
Предложенный манипулятор работает следующим образом
В нерабочем состоянии опора 8 с установленной на ней лазерной головкой 10 находится в зоне хранения станка. При подаче на привод 2 соответствующей команды от системы ЧПУ станка шток привода 2 приводит в движение опору 8 и линейную направляющую 5, которая двигаясь по пазам 6, 7 в стойках 3, 4 обеспечивает стабильное перемещение опоры 8 за счет жесткости направляющего устройства. При достижении опоры 8 заданной позиции в рабочей зоне станка, конечный выключатель 12 взаимодействует с датчиком конечного положения 11. Датчик конечного положения 11 передает сигнал, останавливающий работу привода 2. При остановке работы манипулятора гидроамортизатор 14 взаимодействует с упором 13 и осуществляет плавную остановку опоры 8. Шпиндель (не показано) захватывает лазерную головку 10 за стержень 18, а опора 8 возвращается в зону хранения. По завершении процесса наплавки опора 8 перемещается в рабочую зону станка, шпиндель устанавливает лазерную головку 10 на опору 8, которая возвращается в зону хранения. При достижении опоры 8 исходной позиции в зоне хранения конечный выключатель 19 взаимодействует с датчиком конечного положения 11, который передает сигнал, останавливающий работу привода 2. Плавная остановка опоры 8 в зоне хранения реализуется при взаимодействии гидроамортизатора 17 с упором 16.
Предложенное изобретение позволяет создать универсальный манипулятор в виде независимого модуля, не взаимодействующего с корпусом станка, с направляющим устройством жесткой конструкции и системой позиционирования с амортизаторами для замедления хода и плавной остановки опоры. Все это дает возможность сохранить целостность оптических элементов лазерной головки и как следствие продлить срок эксплуатации лазерной головки за счет исключения воздействия вибраций и сил инерции при перемещении лазерной головки.
Сущность предлагаемого способа работы манипулятора поясняется с помощью фиг. 1, на которой представлен общий вид манипулятора в положении лазерной головки в зоне хранения.
Предлагаемый способ в предпочтительном варианте исполнения предполагает использование в станках, совмещающих обработку резанием с аддитивными технологиями. При этом инструменты для обработки резанием и лазерную головку поочередно закрепляют в специальном приспособлении станка. В процессе обработки заготовки резанием, лазерная головка находится в зоне хранения, физически отделенной от рабочей зоны станка.
Технологический процесс обработки заготовки может предусматривать поочередную работу металлообрабатывающего инструмента и лазерной головки. Предлагаемый способ заключается в том, что при возникновении необходимости обработки заготовки с использованием технологии лазерной наплавки, опору 8 с установленной на ней лазерной головкой 10 равномерно перемещают из зоны хранения в рабочую зону станка с использованием заявленного манипулятора. По достижении опоры 8 заданной позиции в рабочей зоне станка, выполняют плавную ее остановку. Лазерная головка 10 захватывается специальным приспособлением станка и остается в рабочей зоне для обработки заготовки с использованием технологии лазерной наплавки, а опора 8 возвращается в зону хранения. После завершения работы лазерной головки 10, опору 8 перемещают в рабочую зону, лазерную головку 10 устанавливают на опору 8, возвращают опору 8 в зону хранения и осуществляют плавную остановку опоры 8 в зоне хранения. При движении опоры 8 обеспечивается стабильность характеристик перемещения по прямолинейной траектории с помощью заявленного манипулятора, устраняя нежелательные колебания и вибрации, которые могли бы стать причиной смещения и внутренних повреждений оптических элементов лазерной головки и фактически увеличивая срок ее эксплуатации.
Реализованное в предложенном способе равномерное стабильное перемещение опоры манипулятора из зоны хранения в рабочую зону по прямолинейной траектории с плавной остановкой опоры в рабочей зоне и зоне хранения сохраняет настройки и целостность оптических элементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ В ПРОСТРАНСТВЕ ЭЛЕМЕНТОВ СБОРНЫХ КОНСТРУКЦИЙ | 2020 |
|
RU2759013C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ ПО МЕНЬШЕЙ МЕРЕ НА ОДНОМ КОНЦЕ ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ И РЕЗЬБОНАРЕЗНАЯ УСТАНОВКА | 2021 |
|
RU2823991C1 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
| Способ лазерно-порошковой наплавки валов электродвигателя | 2020 |
|
RU2754335C1 |
| Станок-качалка | 1979 |
|
SU905511A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВ ДЛЯ ХРАНЕНИЯ ИНФОРМАЦИИ (ВАРИАНТЫ) | 1996 |
|
RU2188464C2 |
| Способ изготовления внутреннего отверстия в трубе при помощи расточного устройства | 2024 |
|
RU2839745C1 |
| СТЕНД ДЛЯ КОНТРОЛЯ ТОЧНОСТИ КОНТУРНЫХ ПЕРЕМЕЩЕНИЙ ПРОМЫШЛЕННОГО РОБОТА | 2011 |
|
RU2472612C1 |
Изобретение относится к области станкостроения и может быть использовано, в частности, в конструкции манипулятора для перемещения обрабатывающей лазерной головки и в способе его работы. Манипулятор содержит систему позиционирования с амортизаторами, основание с закрепленным на нем направляющим устройством и приводом. Направляющее устройство содержит по меньшей мере одну стойку с пазом, в котором установлена линейная направляющая с возможностью перемещения в рабочую зону станка. Опора для лазерной головки выполнена в виде кронштейна Г-образной формы и соединена с приводом и с линейной направляющей. При работе манипулятора опору равномерно перемещают из зоны хранения в рабочую зону станка и обратно с плавной остановкой опоры в рабочей зоне и зоне хранения. Использование группы изобретений позволяет повысить надежность обеспечения безаварийной работы. 2 н. и 5 з.п. ф-лы, 4 ил.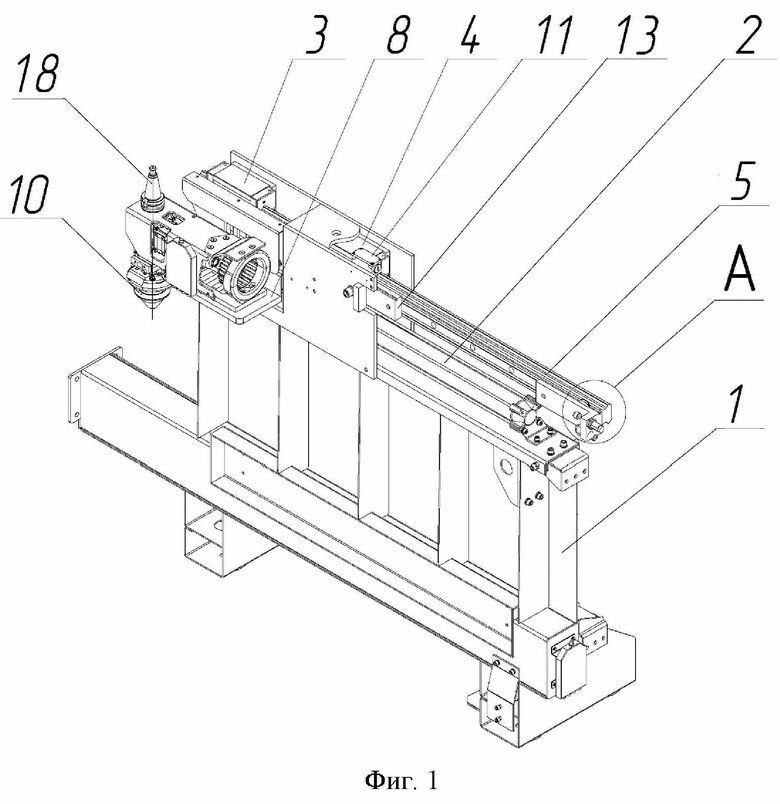
1. Манипулятор для перемещения лазерной головки между зоной хранения и рабочей зоной станка, содержащий
- основание,
- направляющее устройство, имеющее линейную направляющую,
- опору для размещения лазерной головки,
- закрепленный на основании привод для перемещения опоры,
- систему позиционирования опоры,
отличающийся тем, что
- основание выполнено в виде отдельно стоящего модуля,
- направляющее устройство дополнительно включает по крайней мере одну стойку, закрепленную на основании, при этом
- упомянутая стойка выполнена с пазом, в котором размещена линейная направляющая с возможностью перемещения вместе с опорой в рабочую зону станка, причем
- опора выполнена в виде кронштейна Г-образной формы, горизонтально направленная часть которого выполнена с возможностью установки на ней лазерной головки, а вертикально направленная часть которого прикреплена к линейной направляющей, при этом
- система позиционирования опоры выполнена с амортизаторами для замедления хода и плавной остановки опоры в упомянутых зонах.
2. Манипулятор по п. 1, отличающийся тем, что привод выполнен в виде пневмоцилиндра, шток которого соединен с опорой посредством сферической опоры.
3. Манипулятор по п. 1, отличающийся тем, что система позиционирования включает в себя систему позиционирования в рабочей зоне станка и систему позиционирования в зоне хранения.
4. Манипулятор по п. 3, отличающийся тем, что система позиционирования в рабочей зоне станка содержит датчик конечного положения, установленный на основании с возможностью взаимодействия с конечным выключателем, расположенным на планке, установленной на линейной направляющей, и упор, выполненный на основании с возможностью взаимодействия с одним из упомянутых амортизаторов, закрепленным на планке.
5. Манипулятор по п. 3, отличающийся тем, что система позиционирования в зоне хранения содержит упор, установленный на опоре с возможностью взаимодействия с другим из упомянутых амортизаторов, закрепленным на основании.
6. Манипулятор по п. 1, отличающийся тем, что амортизаторы выполнены в виде гидроамортизаторов.
7. Способ перемещения лазерной головки между зоной хранения и рабочей зоной станка, включающий использование манипулятора по любому из пп. 1-6, посредством которого опору с лазерной головкой равномерно перемещают по прямолинейной траектории из зоны хранения в рабочую зону станка и посредством системы позиционирования с амортизаторами осуществляют плавную остановку опоры в заданной позиции в рабочей зоне станка, а после использования лазерной головки на станке возвращают опору с лазерной головкой по прямолинейной траектории в зону хранения и посредством системы позиционирования с амортизаторами выполняют плавную остановку опоры в зоне хранения.
| JP 2019523712 A, 29.08.2019 | |||
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| Многоцелевой станок с автоматической сменой инструмента | 1991 |
|
SU1817747A3 |
| Автооператор | 1986 |
|
SU1335408A1 |
| Z-МАНИПУЛЯТОР | 2010 |
|
RU2438855C1 |
| US 2018093325 A1, 05.04.2018. | |||

