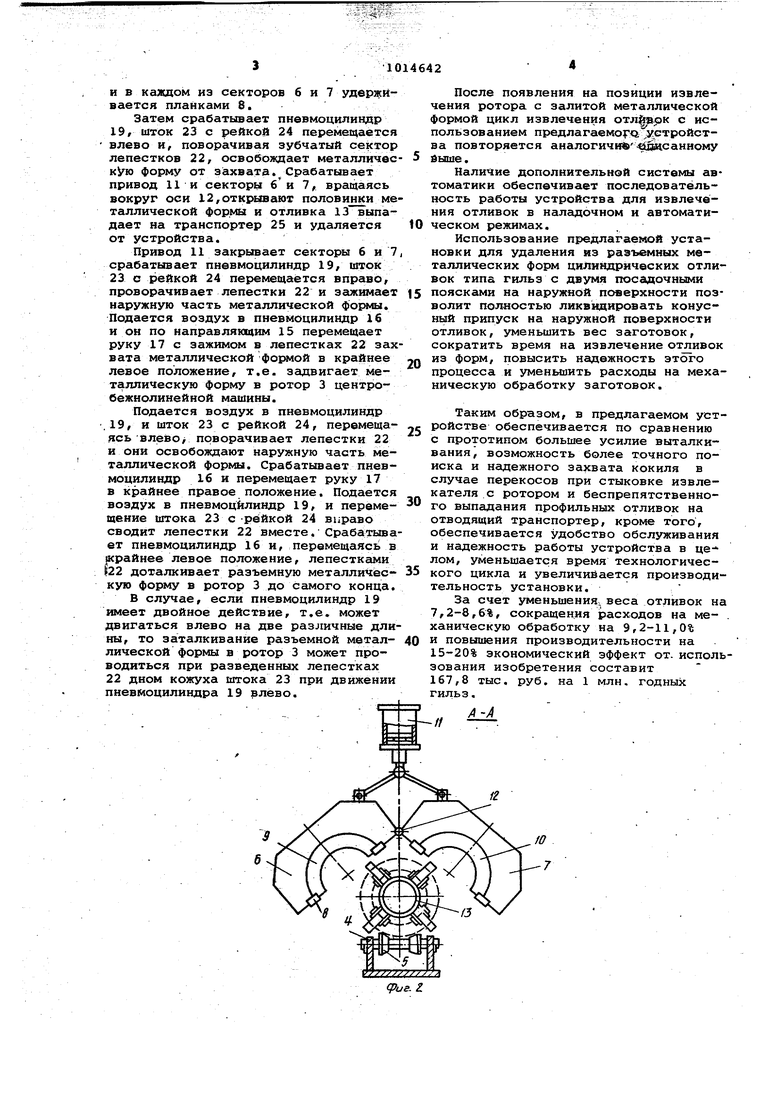
Изобретение относится к линейному производству, в частности к устройст вам для удаления отливок из разъемных металлических форм при центробеж ном литье. Известны устройства для извлечения из ротора центробежной машины от ливок с гладкой наружной поверхность содержащие захваты с приводом, прикрепленным к передвижной тележке, и другие механизмы 1 и 2. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является установка дл извлечения отливок, включающая стани ну, вращаемый ротор, устройство для захвата, смонтированное на подвижной каретке, и механизм удаления отливки из разъемных форм 3. Данное устройство непригодно для извлечения отливок типа гильз с двумя посадочными поясками на наружной поверхности из разъемных металличЪских форм, кроме того, оно выполнено в виде жесткой конструкции, приводящей к перекосам при стыковке извлека Ьеля с ротором и- частым поломкам его деталей. Устройство сложно и не обес печивает высокую производительность процесса изготовления отливок. Цель изобретения - повышение про изводительности путем механизации извлечения и удаления сложных отливок. Поставленная цель достигается тем что установка. для извлечения отливок из разъемных форм центробежнолипсейных машин, включакяцая станину, вращаемый ротор, устройство дли захвата смонтированное на подвижной каретке и механизм удаления отливки из разъемных форм, снабжена механизмом раскрытия полуформ, промежуточным подде живающим рольгангом, установленными между ротором и подвижной кареткой, и толкателем, расположенным с задней стороны ротора. На фиг. 1 показана установка, общий вид; на фиг . 2 - сечение А-А на фиг. 1 на фиг. 3 - сечение Б-Б на фиг. 1 на фиг. 4 - сечение В-В на фиг. 1 на фиг. 5 - сечение Г-Г на фиг. 4. Устройство для извлечения отливок из разъемных металлических форм центробежных установок включает привод 1 с толкателем 2, расположенным в задней части ротора 3 на одной с ним оси и имекнцим пружину для возврата в первоначальное положение. У переднего торца ротора 3 расположен проме уточный поддерживающий рольганг, состоящий из продольных реек 4 с системой роликов 5. Между рольгангом и пневматическим передвижным захватывающим устройством расположен механизм раскрытия половинок металлических форм, состоящий из двух секторов б и 7, снабженных планками 8 для удерживания полуформ 9 и 10, и имеющий привод 11 для раскрывания и закрывания секторов б и 7 путем их поворота вокруг оси 12. Отливка обозначена позицией 13. Пневматическре захватыв.ающее устройство состоит из рамы 14, на которой на направляющих 15 укреплен пневмоцилиндр 16, с левой стороны имеющий руку 17 с четырехлепестковым захватом 18 и пнемвоцилиндром 19 привода захвата. Направляющие 15 на одном конце имеют сферическую опору 20, а на другом - амортизатор 21. Лепестки 22 связаны со штоком 23 при помощи рейки 24. Под механизмом раскрытия механических форм находится транспортер 25 для удаления извлеченных отливок от устройства. Устройство работает следующим образом. При остановке ротора 3 центробежной машины и точной фиксации его в определенном положении подается воздух в пневмоцилиндр привода 1, сжимается пружина и толкатель 2, продвигаясь вперед, выталкивает металлическую разъемную форму вместе с отливкой из ротора на 40-85 мм. Одновременно подается давление в пневмоцилиндр 16, лри помощи которого вся каретка со {смонтированными на ней механизмами перемещается вперед по направляющим 15 до упора. При этом срабатывает пневмоцилиндр 19 привода захвата, шток 23 с рейкой 24 передвигается в крайнее правое положение и рейка 24 входит в зацепление с зубчатым сектором лепестков 22, поворачивает их вокруг оси и зажимает наружную часть металлической формы всеми четырьмя лепестками. Для облегчения зажима металлической формы захватом, в случае наличия перекоса, направляющие 15 на одном конце имеют сферическую опору 20, а на другом - плаваКицую опору 21. Наличие этих элементов позволяет осуществлять более точный поиск поверхности захватываемого объекта лепестками 22 захвата в случае смещения осей объекта и руки 17 и обеспечивает захват со всех четырех сторон. после обеспечения захвата каретка с рукой 17 по направляющим 15 пневмоцилиндром 16 перемещается вправо. При этом из ротора 3 извлекается металлическая разъемная форма с отливкой 13. Нижняя наружная часть формы для уменьшения зажимного усилия на лепестках 22 захвата и ликвидации провисания формы перемещается по роликам 5 промежуточного поддерживающего рольганга. Благодаря перемещению каретки вправо разъемная форма с отливкой 13 заходит в механизм раскрытия половинок металлических форм И В каждом из секторов б и 7 удерживается планками 8. Затем срабатывает пневмоцилиндр 19, шток 23 с рейкой 24 перемещается влево и, поворачивая зубчатый ceicTop лепестков 22, освобождает металличес кУю форму от захвата. Срабатывает привод 11 и секторы 7, вращаясь вокруг оси 12,открывают половинки ме таллической формы и отливка 13 выпадает на транспортер 25 и удаляется от устройства. Привод 11 закрывает секторы 6 и 7 срабатывает пневмоцилиндр 19/ шток 23 с рейкой 24 перемещается вправо, проворачивает лепестки 22 и зажимает наружную часть металлической формы. Подается воздух в пневмоцилиндр 16 и он по направляющим 15 перемещает руку 17 с зажимом в лепестках 22 зах вата металлической формой в крайнее левое положение, т.е. задвигает металлическую форму в ротор 3 центробежнолинейной машины. Подается воздух в пневмоцилиндр .19, и шток 23 с рейкой 24, перемещаясь влево/ поворачивает лепестки 22 и они освобождают наружную часть металлической формы. Срабатывает пневмоцилиндр 16 и перемещает руку 17 в крайнее правое положение. Подается воздух в пневмоцилиндр 19, и перемещение штока 23 с -рейкой 24 вправо сводит лепестки 22 вместе, Срабатыва ет пневмоцилиндр 16 и, перемещаясь в }крайнее левое положение, лепестками 122 доталкивает разъемную металлическую форму в ротор 3 до самого конца. В случае, если пневмоцилиндр 19 имеет двойное действие, т.е. может двигаться влево на две различные дли ны, то заталкивание разъемной металлической формы в ротор 3 может проводиться при разведённых лепестках 22 дном кожуха штока 23 при движении пневмоцилиндра 19 влево. После появления на позиции извлечения ротора с залитой металлической формой цикл извлечения отлй9-рк с использованием предлагаемозр х ;Устройства повторяется аналогичн б да санному быше. Наличие дополнительной системы автоматики обеспечивает последовательность работы устройства для извлечения отливок в наладочном и автоматическом режимах. Использование предлагаемой установки для удаления из разъемных металлических форм цилиндрических отливок типа гильз с двумя посадочными поясками на наружной поверхности позволит полностью ликвидировать конусный припуск на наружной поверхности отливок, уменьшить вес заготовок, сократить время на извлечение из форм, повысить надежность зтого процесса и уменьшить расходы на механическую обработку заготовок. Таким образом, в предлагаемом устройстве обеспечивается по сравнению с прототипом большее усилие выталкивания, возможность более точного поиска и надежного захвата кокиля в случае перекосов при стыковке извлекателя.с ротором и беспрепятственного выпадания профильных отливок на отводящий транспортер, кроме того, обеспечивается удобство обслуживания и надежность работы устройства в целом, уменьшается время технологического цикла и увеличибается производительность установки. За счет уменьшения, веса отливок на 7,2-8,6%, сокращения расходов на ме- . ханическую обработку на 9,2-11,0% и повышения производительности на 15-20% зкономический эффект от. использования изобретения составит 167,8 тыс. руб. на 1 млн. годных гильз.
фие.З
/5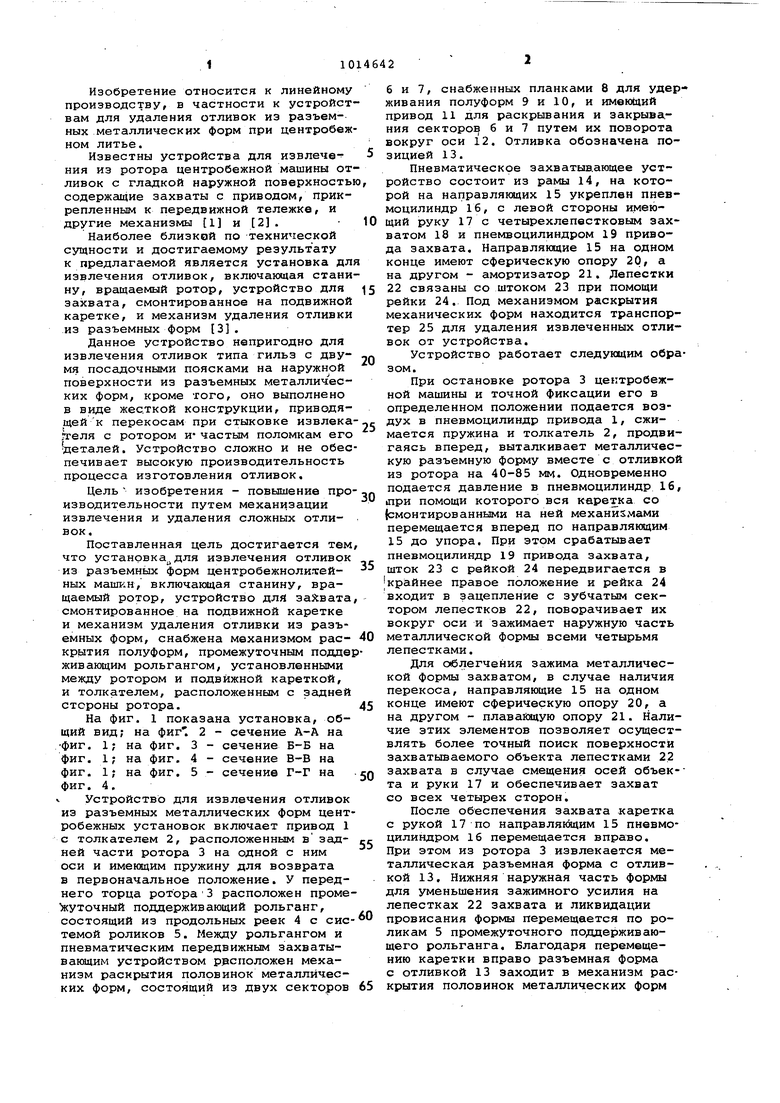
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для извлечения отливок изпРЕСС-фОРМ лиТья пОд дАВлЕНиЕМ | 1979 |
|
SU831310A1 |
| Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье | 1991 |
|
SU1806043A3 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| Устройство для транспортировки отливок на машине литья под давлением | 1975 |
|
SU568497A1 |
| Устройство для извлечения отливки из ротора центробежной машины | 1978 |
|
SU749557A1 |
| Многопозиционное устройство для разъема и подготовки кокилей при центробежном литье | 1981 |
|
SU984655A1 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| Многопозиционная центробежная машина для отливки труб | 1980 |
|
SU917900A1 |
| Автоматическая линия кокильного литья | 1966 |
|
SU270202A1 |
| Установка для выбивки стопочных форм | 1982 |
|
SU1072993A1 |
УСТАНОВКА ДЛЯ ИЗВЛЕЧЕНИЯ ОТЛИВОК ИЗ РАЗЪЕМНЫХ ФОРМ ЦБИТРОБЕЖНОЛИТЕЙНЫХ МАШИН, включающая станину, вращаемый ротор, устройство для захвата, смонтированное на подвижной каретке и механизм удаления отливки из разъемных форм, отличающаяся теМу что, с целью повышения производительности путем механизации извлечения и удаления сложных отливок, она снабжена механизмом раскрытия ПОЛУФОЕХ4, промежуточным поддерживающим рольгангом, установленшш между ротором и подвижной кареткой, и толкателем, расположенньм с задней стороны ротора. S У Jds ND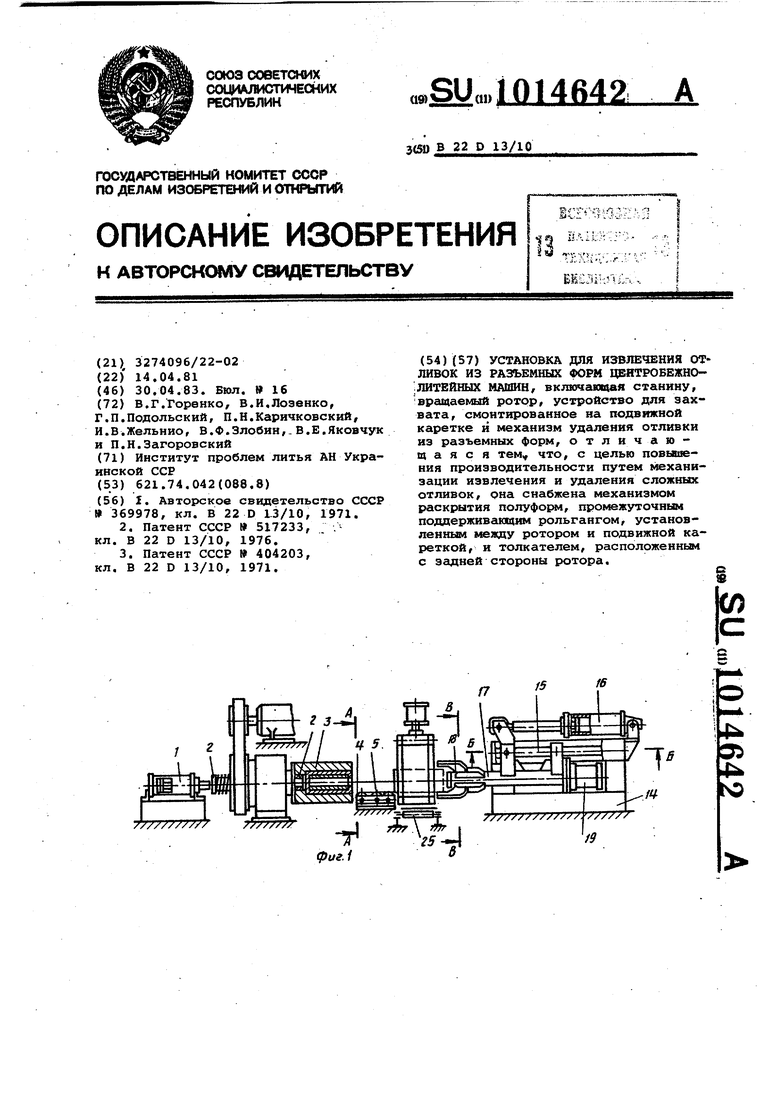
гч.
/J
фиг. 5
| I | |||
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОТЛИТЫХ ТРУБНЫХ ЗАГОТОВОК ИЗ ЦЕНТРОБЕЖНЫХ ЛИТЕЙНЫХ ФОРМ | 0 |
|
SU369978A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
