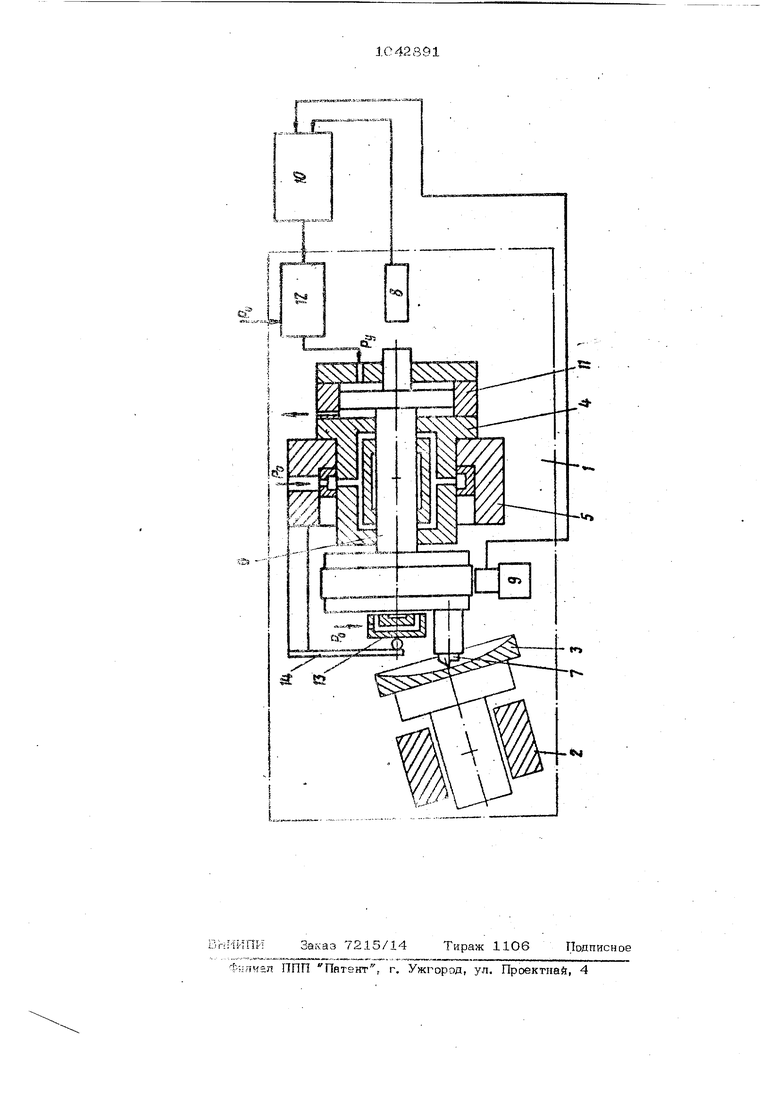
Изобретение относится к машиностроению, в частности к станкам для o6pa6oTw ки сферических зеркальных поверхностей Известно устройство для обработки асферических поверзсностей, содержащее шпинцель с эксцентрично закрепленным на нем инструментом, в качестве которого может быть использован резец, фреза, шлифовальный круг или полироваль ник. Шпиндель установлен с возможностью осевого перемещения от закрепленного на нем копира, рабочая плоскость которого наклонена под некоторым углом к оси вращения шпинделя. Плоскость копира взаимодействует с толкате- лем, установленным на шаровом шарнире эксцентрично относительно оси шпинделя. Поворот шпинделя может осуществлят ся посредством ременной передачи Г 7 Недостатком устройства является невозможность скорректировать погрешность обработки по результатам контроля обработанной поверхности. Наиболее близким к изобретению .по технической сущности является устройство для обработки асферических поверхностей, в котором в качестве толкателя, контактирукяцего с плоским копиром, использован цилиндрический плунжер, имеющий плоскую поверхность, совпада- юшую по углу с поверхностью копира. Между осями шпинделя и плунжера имеется некоторое расстояние, благодаря чему при повороте шпинделя происходит его возвратно-поступательное перемещение в направлении оси 2 J, Недостаток устройства состоит в том, что из-за наклона плоскости копира по отношению к оси инструментального шпинделя возникает составляющая силы прижима копира к плунжеру, перпендикуляр ная оси шпинделя, в результате чего шпиндель получает перекос в опорах, что снижает точность обработки детали, Переналадка устройства на обработку другой детали требует точного перемещения плунжера по отношению к оси инструментального шпинделя и поэтому являет, ся трудоемкой. Целью изобретения является повьЕие- ние точности обработки деталей и сокращение времени на переналадку устройства. Поставленная цель достигается тем, что привод осевого перемещения инс рументального шпинделя выголнен в виде пневмоцилиндра и связанного с ним регулятора давления, инструментальная головка снабжена установленным оппозитно цилиндру аэростатическим подпятником, шарнирно связанным с установленным на корпусе инструментальной головки упругим элементом, устройство коррекции снабжено датчиком угла поворота и осевого перемещения инструментального шпинделя и ЭВМ, вход которой связан с указанными датчиками, а выход - с регулятором давления. На чертеже изображено предлагаемое . устройство, разрез. Устройство для обработки асферических пове|р0шостей содержит смонтированные на станине 1 шпиндельную бабку 2 изделия 3, установленную с возможностью поворота в осевой плоскости, и инструментальйую головку 4, выполненную в виде закрепленного на станине 1 корпуса 5, в котором установлен с возможностью поворота и осевого перемещения от соответствующих приводов инструментальный шпиндель 6. На основании смонтировано устройство коррекции осевого перемещения инструмента 7, включающее датчик 8 осевого перемещения (Д1), датчик 9 угла поворота (Д2) и электронно-вычислительную машину (ЭВМ) 1О. Привод осевого перемешения инструментального шпинделя 6 выполнен в виде пневмоцилнндра 11 и связанного с яш« регулятора 12 давления. Инструментальная головка 4 снабжена установленным опозитно цилиндру 11 аэростатическим подпятником 13, шарнирно связанным с установленным iia корпусе 5 инструментальной головки 4 упругим элементом 14. Вход ЭВМ 10 связан с датчиками 8 и 9, а выход - с регулятором 12 давления. Устройство работает следующим образом;Изделие 3, закрепленное на шпинделе бабки 2 изделия, приводится во вращение. Инструмент 7, закрепленный на инструментальном шпинделе 6, получает круговую подачу. Угол поворота шпинделя 6 измеряется Д2 9, выходной сигнал которого поступает на ЭВМ 10. Д1 8 измеряется осевое положение инструментального шпинделя 6, выходной сигнал Д1 8 также поступает в ЭВМ 10. Определяется величина рассогласоваия между действительным положением инструмента 7 и положением, заданным программой. В соответстеии с этой велииной ЭВМ 1О вырабатывает управлякиций игнал для регулятора 12 давления (РД). оздух под давлением от РД 12 постуает в полость пневмоцилиндра 11, воз- S10 пействуе.тваторец инструментвлыюго шпинаеля 6, перемешая его, ti через подпятник 13 пеформсирует упругий але мент 14k Смешение шпинделя 6 в ши струмеитальной гоповке 4 происходит до тех пор, пока го действительное положение совпадает с заданным. Ufa этом иист19Мент 7 опшядвает траекто лцо обеспечивающую получение на иадеяив 3 повердшости эадашк рмы. Преимущество предлагаемого устроА ства в сравнении с известньал состоят в том, что все СШ1Ы воэд ствумшие на шпиндель (кроме с1ш резаяия, измеряемых при оковчателыюй обработке граммами) 91 не имеют составлякяцих, перпендикулярньк оси шп1шделя, поэтому его попоже ние в пространстве сохраняется с высо кой точностью, что обеспечивает точность обработки на станке. Устройство позволяет сократить время на обработку повервшости другой , так как переааладка осушествпяи ется заменой программьи. Применение устройства обеспечивает эк я1омический эффект за счет повьвпения обработки и, следовательно, умввыо ЕШ объема довооочньос работ, а также за счет сокращения вспомогательвого вре на переналадку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки отверстий | 1980 |
|
SU876326A1 |
| Станок для обработки поршней | 1976 |
|
SU656744A1 |
| Устройство для обработки асферических поверхностей | 1976 |
|
SU595073A1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| Копировальный станок | 1980 |
|
SU958078A1 |
| Шпиндельная бабка многооперационного станка | 1979 |
|
SU933290A1 |
| Устройство для доводки поверхностей вращения | 1985 |
|
SU1284791A1 |
| Устройство для получения асферических поверхностей | 1978 |
|
SU730545A1 |
| Устройство для нарезания и заточки зубьев многолезвийного фасонного инструмента | 1983 |
|
SU1122480A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
УСТРОЙСТВО ДЛЯ ОБРАВОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ, содержашее смонтированные на станине шпинаельную бабку изаелия, установлен- кую с возможностью в ооевов плоскости, и инструментальную головку, вьшолненную в вице закрепленного на стани}}е корпуса, в котором установлен с возможностью поворота н осевого перемещения от соответствующих приводов инструментальный шпинаель, в устройство коррекции осевого перемещения инстру мента, отличающееся тем, что, с целью повьшения точности обра ботки и сокращения времени на парена- лацку, привоа осевого перемещения внст -рументального щпинаеля вьшолнен в вв де пневмоцилиндра и связанного с ннм регулятора давления, инструментальная головка снабжена установленным orinoU зитно цилиндру аэростатическим noamiv НИКОМ, щарнирно связанным о устс(Вовле « ным на корпусе инструментальной голов i ки упругим элементом, ycipt cTBO кор рекции снабжено датчиком угла поворота и осевого перемещения ийструмеяталь ного шпинделя р ЭВМ, вход которой связан с указанными датчиками, а выхоа с регулятором давления.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для получения асферических поверхностей | 1972 |
|
SU448119A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Заказнов Н | |||
| П., Горепшс В | |||
| В | |||
| Изготовление асферической оптики | |||
| М., Машиностроение, 1978, рис | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
