Изобретение относится к литейному производству, в частности к изготовлению форм методом вакуумно-пленочной формовки.
Известен способ облицовки модели пленкой ВКЛЮЧАЮЩИМ нагрев пленки, наложение пленки на модель и вакуумирование полости модели. Устройство для этого способа содержит модель рамку-держатель пленки, нагреватель пленки 1
Недостатками этого способа являются значительные потери времени на осуществление и отсутствие окраски пленки.
Наиболее близким к изобретению по технической сущности и достигаемому эффекту явлется способ, включающий нагрев пленки, наложение пленки на модель, вакуумирование полости модели и нанесение противопригарной краски на пленку. Устройство для осуществления этого способа состоит из подавателя пленки,-рамки-держателя, ножа и нагревателя. При этом модель имеет возможность перемещаться в вертикальной плоскости. Для окраски пленк используются обьгшые окрасочные устройства типа пульверизаторов 2.
Недостатком этого способа и устройства для его осуществления является то, что операции нагрева пленки, ее наложения на модель и последующая окраска пленки противопригарной краской осуществляются последовательно одна за другой, что приводит к значительным затратам времени на облицовку модели пленкой.
Целью изобретения является сокращение времени облицовки.
Для додтижения указа шой цели согласно способу облицовки модели пленкой, включающему нагрев пленки, наложение пленки на модель, вакуумирование полости модели и нанесение противопригарного покрытия на пленку, противопригарное покрытие перед нанесением на пленку разогревают до температуры пластичности пленки, а перед вакуумированием модель совместно с пленкой пргружают в противопригарное покрытие.
Причем в устройстве для облицовки модели пленкой, содержащем модель, рамку-держатель пленки, емкость для противопригарного покрытия и нагреватель, рамка-держатель пленки установлена между моделью и поверхностью противопригарного покрьггия, а нагреватель - на емкости для противопригарного покрытия.
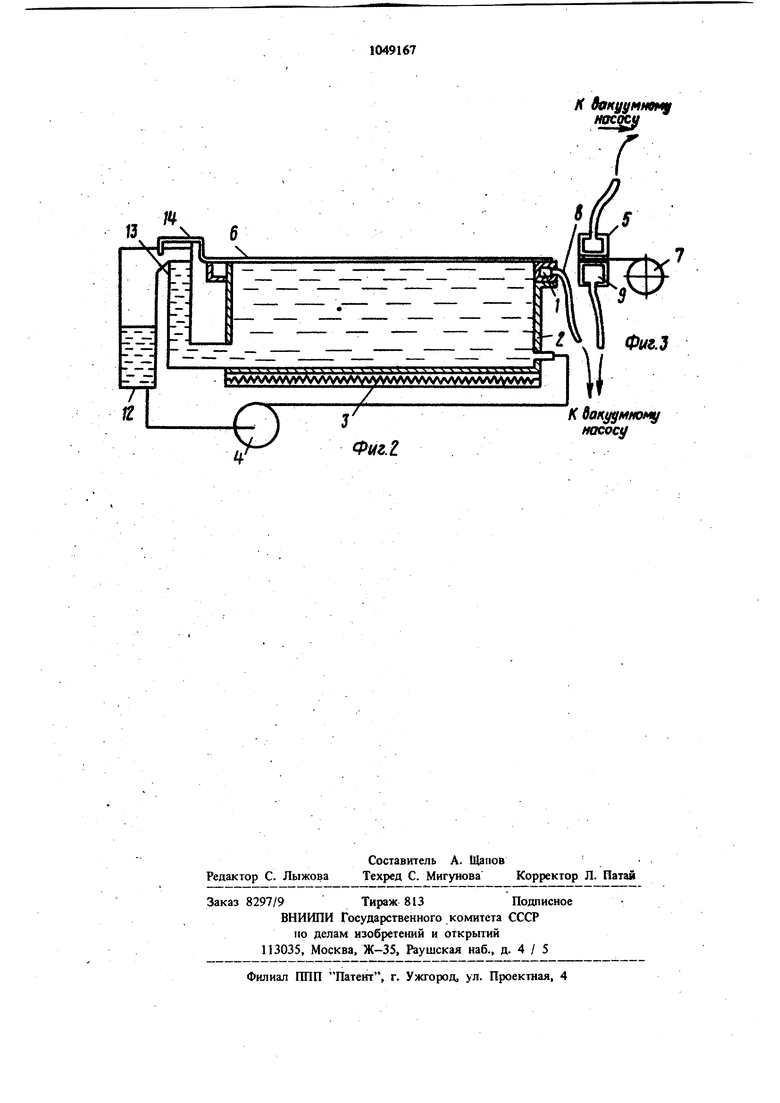
На фиг. 1 изображена модель с подмодельной плитой; ,на фиг. 2 - емкость для противопригарного покрытия; на фмг. 3 - подаватель пленки.
Устройство содержит рамку-держатель пленки 1, 1ГОД которой расположена емкость 2 с противопригарной краской, нагреватель 3 для разогрева краски, насос 4 для наполнения емкости противопригарной краской и ее перемешивания, подаватель пленки 5.
Пленку 6 из рулона 7 подают подавателем на рамку-держатель 1 и отрезают резаком 8. Свободный край пленки рулона 7 удерживают при помощи держателя 9.
Закрепление лленки на рамке-держателе 1, подавателе 5 и держателе 9 осуществляется за счет присоса при подключении их к вакуумному насосу. Нагрев закрепленной на рамке-держателе 1 пленки осуществляют от противопригарной краски, разогретой до температуры пластичности пленки нагревателем 3. Модель 10 установленную на подмодельной плите 11, погржают совместно с пленкой, закрепленной на рамке-держателе 1, в противопригарную краску путем введения модели через рамку-держатель 1 в емкость 2. При этом пленка 6 продолжает подогреваться от ггротивопригарной краски.
По мере опускания-модели 10 пленка накладывается на модель. При достижении полного погружения модели в краску подмодельную плиту 11 подключают к вакуумному насосу 4 и за счет вакуумирования пространства между пленкой и моделью 10 через каналы в подмодельной плите 11 и модели 10 пленка облицовывает модель. В процессе наложения пленки на модель и ее облицовки происходит полная : окраска поверхности пленки за счет ее контакта с ггротивопригарной краской. Вытесненный
моделью 10 объем противопригарной краски вьшивается из емкости 2 в бак 12 через слив 13. Для удаления воздуха из-под пленки 6 и устранения воздущных .пузырей служит выпор 14. .
Таким образом, во времени совмещаются операции нагрева пленки, наложения ее на модель и окраски противопригарной краской, что приводит к сокращению общего времени облицовки модели.
Ожидаемый экономический эффект от внедрения составит 6 руб. на 1 т годного литья.
К нуумнвму нас Фиг.г К бакудмному тсосу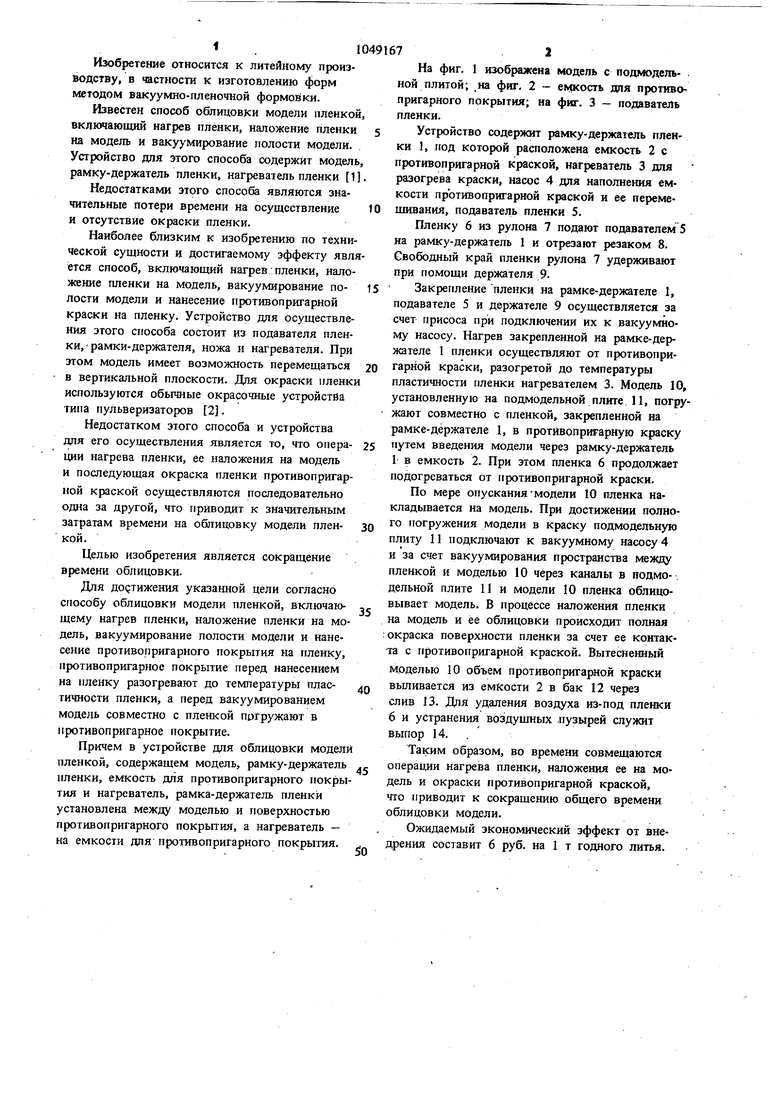
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная машина вакуумной формовки | 1986 |
|
SU1346326A1 |
| СПОСОБ НАНЕСЕНИЯ СИНТЕТИЧЕСКОЙ ПЛЕНКИ НА МОДЕЛЬ ПРИ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКЕ | 1991 |
|
RU2020028C1 |
| Способ изготовления литейной формы вакуумно-пленочной формовкой | 1987 |
|
SU1572740A1 |
| СПОСОБ НАНЕСЕНИЯ СИНТЕТИЧЕСКОЙ ПЛЕНКИ НА МОДЕЛЬ | 1992 |
|
RU2020029C1 |
| Способ изготовления отливок | 1985 |
|
SU1340886A1 |
| ОСНАСТКА ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1991 |
|
RU2025191C1 |
| Устройство для нанесения пленки на модель при вакуумной формовке | 1986 |
|
SU1315109A1 |
| Установка для вакуумной формовки | 1989 |
|
SU1694315A1 |
| Установка для вакуумной формовки | 1980 |
|
SU942866A1 |
| Способ вакуумно-пленочной формовки и литейная форма | 2017 |
|
RU2649192C1 |
1. Способ облицовки модели пленкой, включающий нагрев пленки, наложение пленки на модель, вакуумирование полости модели и нанесение противопригарного покрытия на пленку, отличающийся тем, что, с целью сокращения, времени облицовки, противопригарное покрытие перед нанесением на пленку разогревают до температуры пластичности пленки, la перед вакуумированием модель совместно с пленкой погружают в противопригарное покрытие. 2. Устройство для облицовки модели пленкой, содержащее модель рамку-держатель пленки, емкость для противопригарного покрытня и нагреватель, отличающееся тем, что, с целью сокращения времени облицовки, рамка-держатель пленки установлена между моделью и поверхностью противопригарного покрытия, а нагреватель - на емкости для противопригарного покрытия. сь 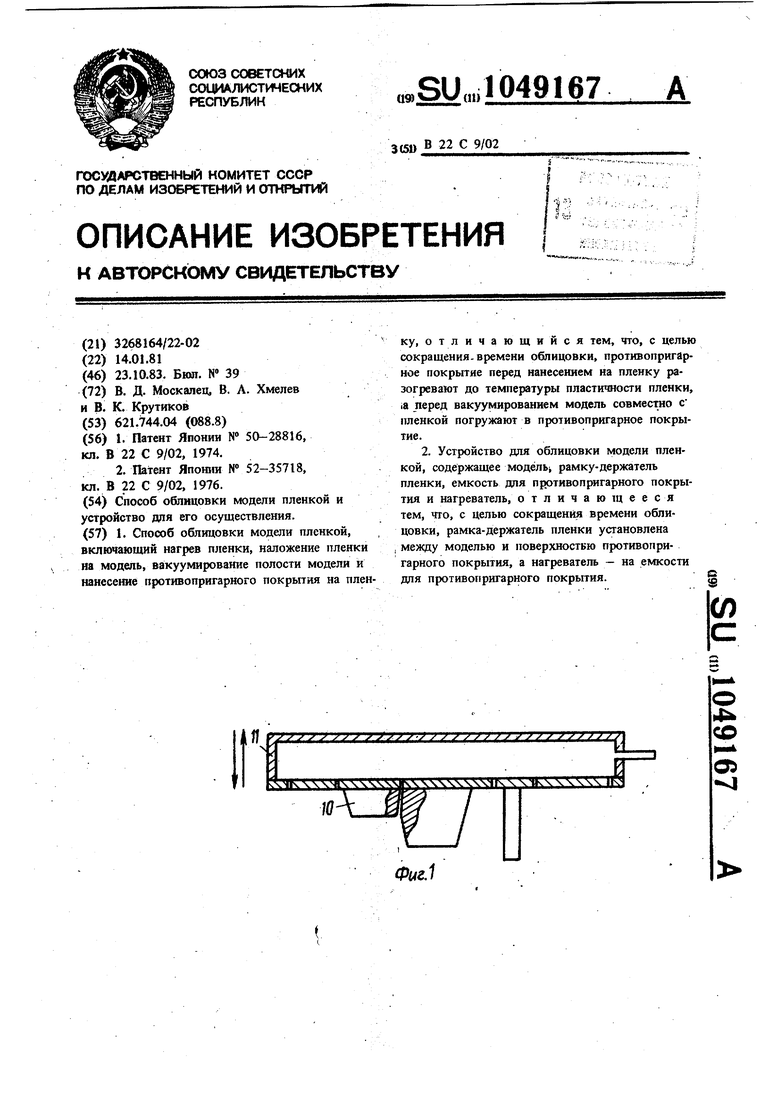
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
