РГзобретенйе относится к оборудованию для электросварки, в частности для контактной рельефной сварки, преимущественно, для машин низкой и промышленной частоты сварочного тока.
Известна машина для контактной рельефной сварки 1.
Недостаток известной машины - ее узкая технологическая возможность, обусловленная малым вылетом, не превышающим 300 мм, н большими потерями электроэнергии при сварке крупногабаритных изделий. Кроме того, применяемые в ряде известных мащин удлиненные токоподводы, крепяЩие ся к контактным плитам, утяжеляют подвижные массы на приводе сжатия, увеличивают их инерционные массы, снижают срок службы приводов сжатия и не позволяют получать минимальные усилия сжатия при сварке изделий.
Наиболее близкой к изобретению по технической сущности является мащина для контактной рельефной сварки, содержащая корпус, привод сжатия, токоподводы, жестко связанные с контактными плитами, установленными с возможностью перемещения, и сварочные трансформаторы 2.
Недостатком известной машины является наличие в ней значительного индуктивного сопротивления вторичного контура, которое при известной конструкции вторичного контура уменьшается лишь пропорционально изменению площади, охватываемой неизменными величинами, такими как длина контактных плит и гибкие связи токоподвода. Развитые гибкие связи токоподвода создают больщую площадь, охватываемую вторичным контуром. Кроме того, известная машина имеет два сварочных трансформатора. Технологические возможности машины заужены из-за больших потерь электроэнергии,- при проведении сварки, особенно изделий малой высоты, а высокое индуктивное сопротивление при сближении контактных плит не позволяет развивать при этом сварочный ток, достаточный для ведения сварки развитых рельефов и высокопроизводительной групповой рельефной сварки. Наличие большого индуктивного сопротивления замедляет процесс выхода сварочного тока на установившийся режим, что ухудшает технологию сварки. Технологические возможности известной машины ограничены еще и тем, что, стремясь уменьшить потери электроэнергии, вылет мащины делают малым, и он составляет, как правило, не более 300 мм.
Цель изобретения - расширение технологических возможностей машины и снижение потерь электроэнергии путем уменьшения индуктивного сопротивления вторичйого контура в момент сварки.
Для достижения поставленной цели в машине для контактной рельефной сварки, содержащей корпус, привод сжатия, токоПОДВОДЫ, жестко связанные с контактными плитами, установленными с возможностью перемещения, и сварочный трансформатор, токоподводы выполнены в виде С-образных скоб с охватывающими контактные плиты токоподводящими полками и токосъемной стойкой, причем длина токоподводящих полок равна величине вылета мащины и высота каждой токоподводящей полки не больше высоты контактных плит.
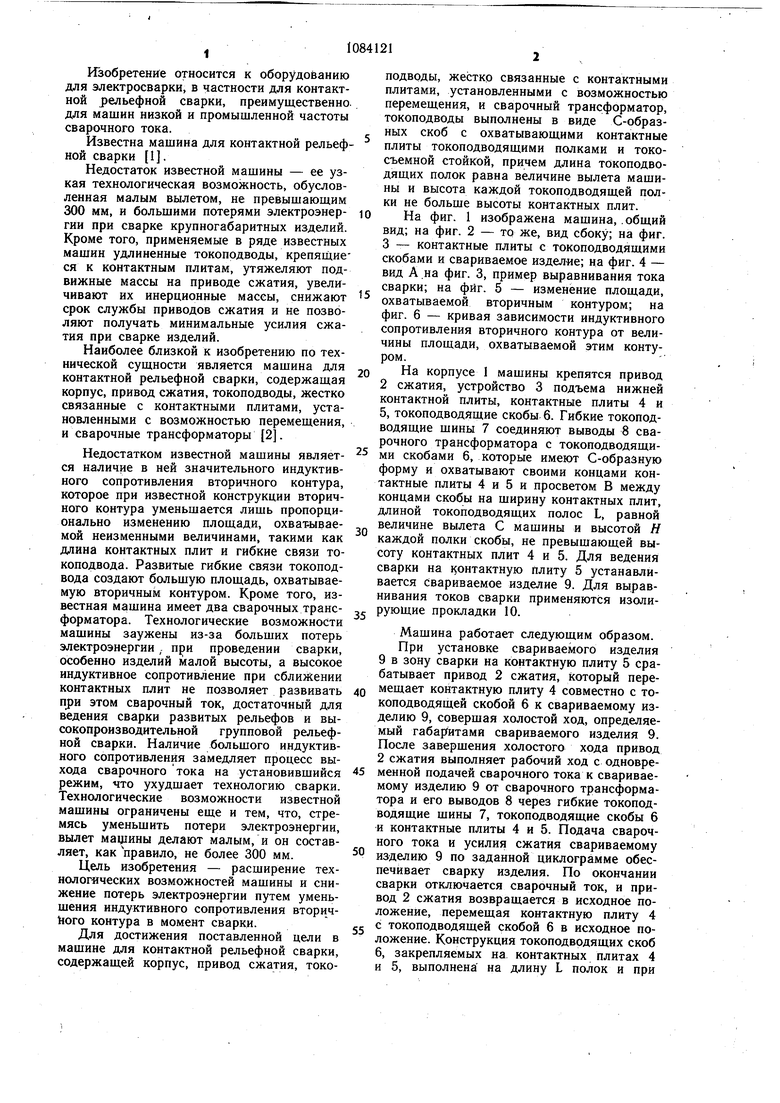
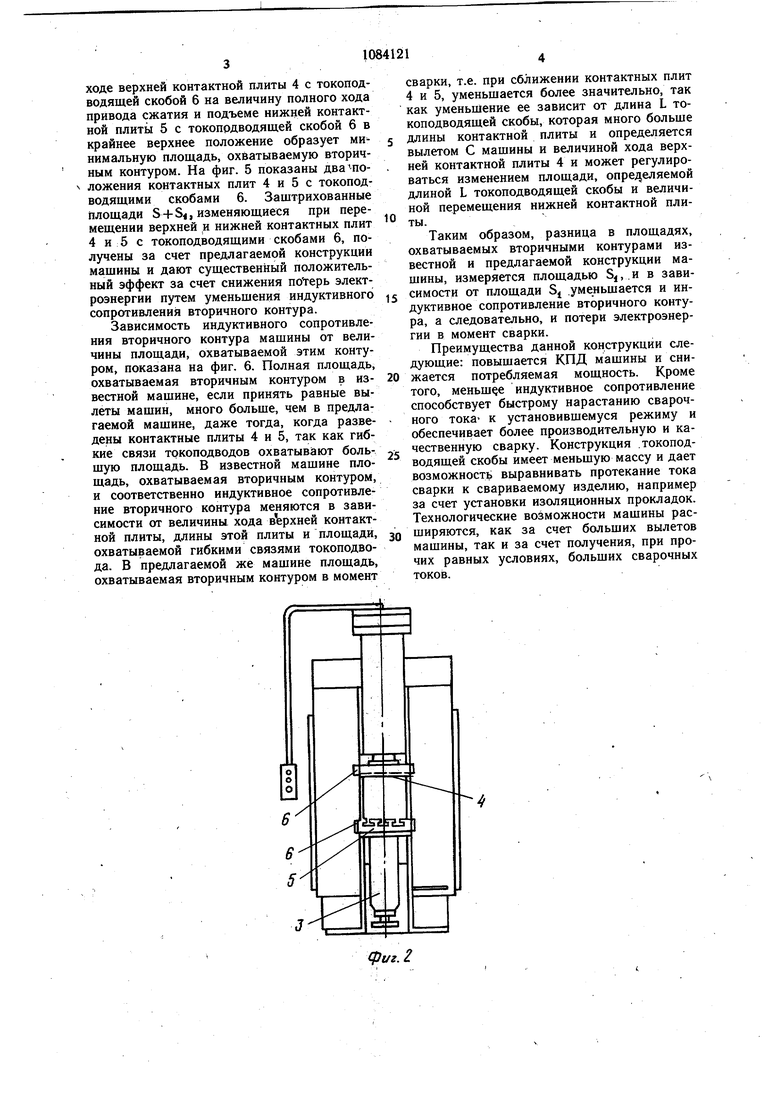
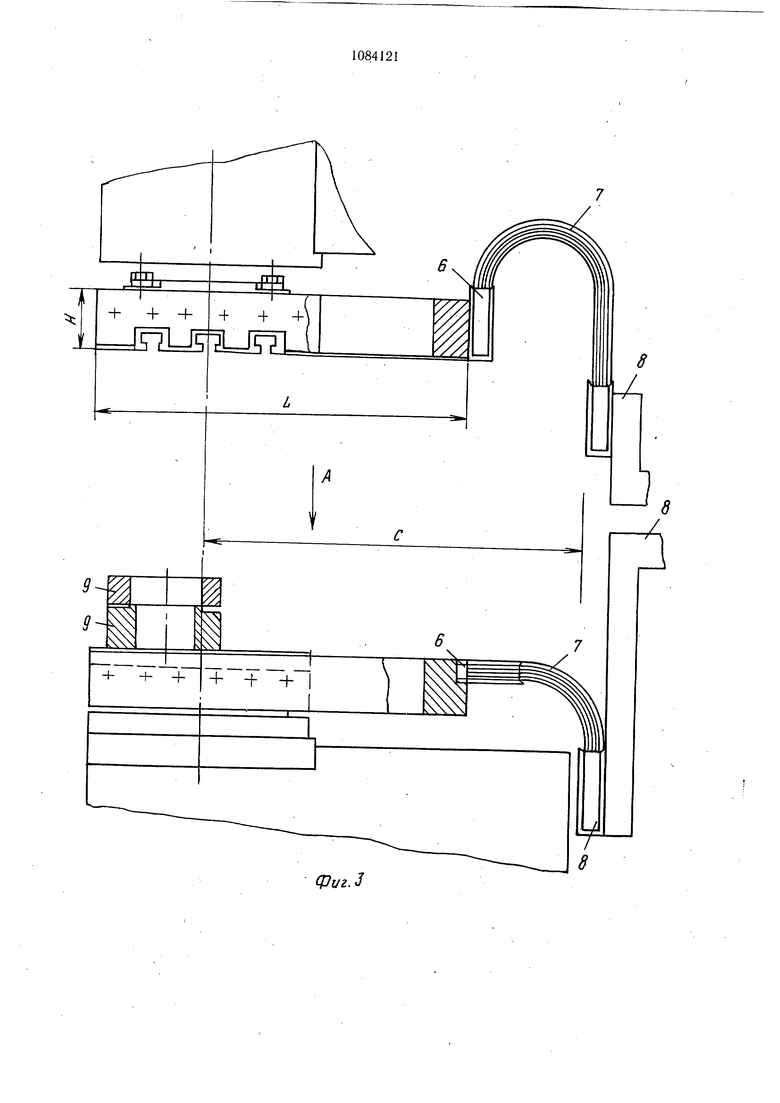
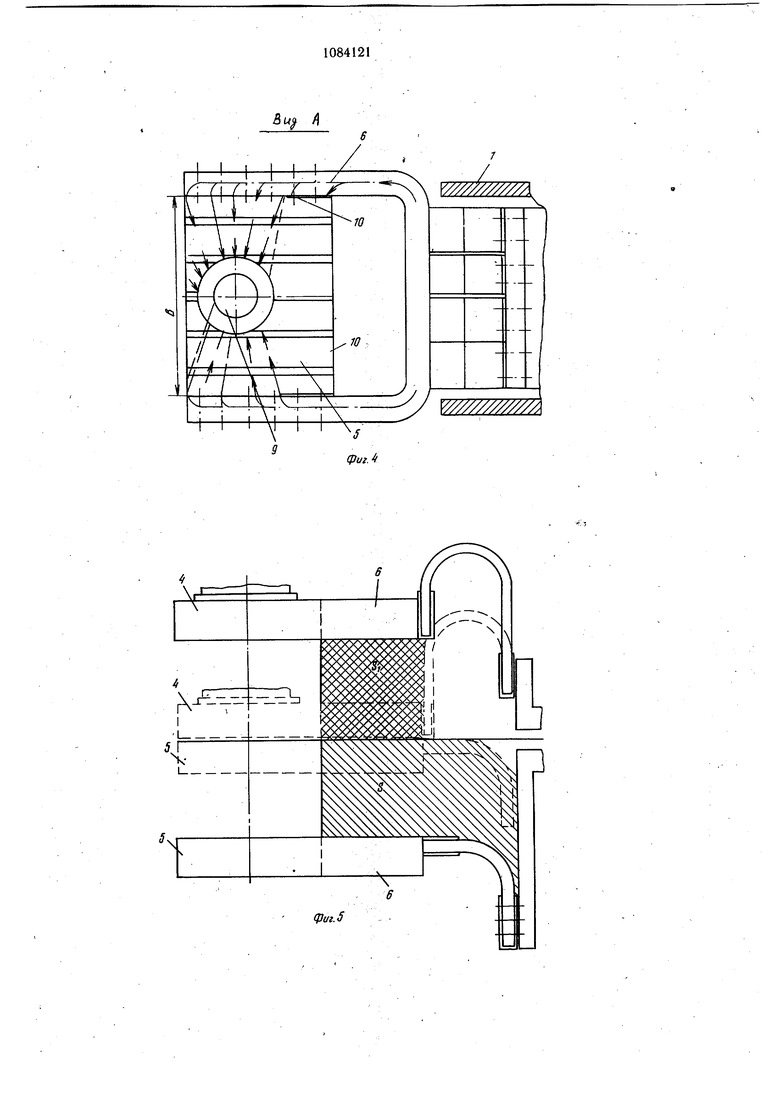
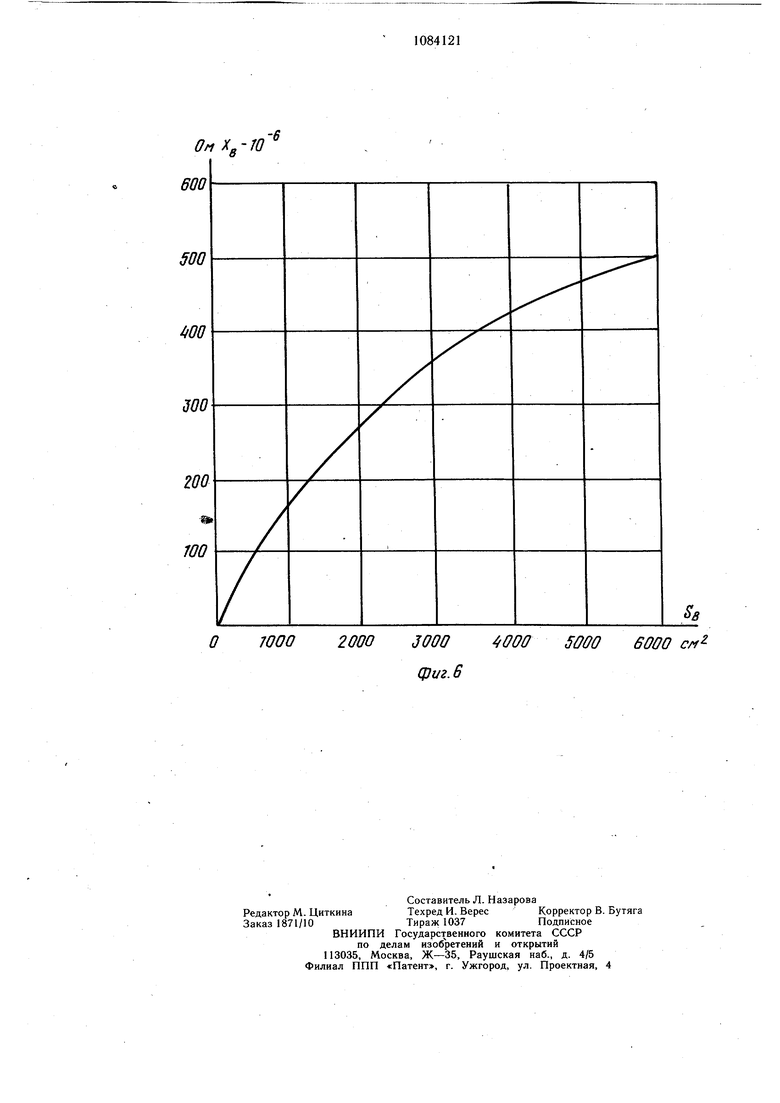
На фиг. 1 изображена машина, .общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - контактные плиты с токоподводящими скобами и свариваемое издел«е; на фиг. 4 - вид А .на фиг. 3, пример выравнивания тока сварки; на фиг. 5 - изменение площади, охватываемой вторичным контуром; на фиг. 6 - кривая зависимости индуктивного сопротивления вторичного контура от величины площади, охватываемой этим контуром.
На корпусе 1 машины крепятся привод 2 сжатия, устройство 3 подъема нижней контактной плиты, контактные плиты 4 и
5,токоподводящие скобы 6. Гибкие токоподводящие щины 7 соединяют выводы 8 сварочного трансформатора с токоподводящими скобами б, которые имеют С-образную форму и охватывают своими концами контактные плиты 4 и 5 и просветом В между концами скобы на ширину контактных плит, длиной токоподводящих полос L, равной величине вылета С машины и высотой Я каждой полки скобы, не превышающей высоту контактных плит 4 и 5. Для ведения сварки на контактную плиту 5 устанавливается свариваемое изделие 9. Для выравнивания токов сварки применяются изолирующие прокладки 10.
Мащина работает следующим образом.
При установке свариваемого изделия 9 в зону сварки на контактную плиту 5 срабатывает привод 2 сжатия, который перемещает контактную плиту 4 совместно с токоподводящей скобой 6 к свариваемому изделию 9, соверщая холостой ход, определяемый габаргитами свариваемого изделия 9. После заверщения холостого хода привод 2 сжатия выполняет рабочий ход с одновременной подачей сварочного тока к свариваемому изделию 9 от сварочного трансформатора и его выводов 8 через гибкие токоподводящие щины 7, токоподводящие скобы 6 и контактные плиты 4 и 5. Подача сварочного тока и усилия сжатия свариваемому изделию 9 по заданной циклограмме обеспечивает сварку изделия. По окончании сварки отключается сварочный ток, и привод 2 сжатия возвращается в исходное положение, перемещая контактную плиту 4 с токоподводящей скобой 6 в исходное положение. Конструкция токоподводящих скоб
6,закрепляемых на контактных плитах 4 и 5, выполнена на длину L полок и при
ходе верхней контактной плиты 4 с токоподводящей скобой 6 на величину полного хода привода сжатия и подъеме нижней контактной плиты 5 с токоподводящей скобой 6 в крайнее верхнее положение образует ми нимальную площадь, охватываемую вторичным контуром. На фиг. 5 показаны дваположения контактных плит 4 и 5 с токоподводящими скобами 6. Заштрихованные площади S Ч- S, изменяющиеся при перемещении верхней ,н нижней контактных плит 4 и 5 с токоподводящими скобами 6, получены за счет предлагаемой конструкции мащины и дают существенный положительный эффект за счет снижения потерь электроэнергии путем уменьшения индуктивного сопротивления вторичного контура.
Зависимость индуктивного сопротивления вторичного контура машины от величины площади, охватываемой этим контуром, показана на фиг. 6. Полная площадь, охватываемая вторичным контуром в известной машине, если принять равные вылеты машин, много больше, чем в предлагаемой машине, даже тогда, когда разведены контактные плиты 4 и 5, так как гибкие связи токоподводов охватывают большую площадь. В известной мащине площадь, охватываемая вторичным контуром, и соответственно индуктивное сопротивление вторичного контура меняются в зависимости от величины хода верхней контактной плиты, длины этой плиты и площади, охватываемой гибкими связями токоподвода. В предлагаемой же машине площадь, охватываемая вторичным контуром в момент
сварки, т.е. при сближении контактных плит 4 и 5, уменьшается более значительно, так как уменьшение ее зависит от длина L токоподводящей скобы, которая много больше
длины контактной плиты и определяется вылетом С машины и величиной хода верхней контактной плиты 4 и может регулироваться изменением площади, определяемой длиной L токоподводящей скобы и величиной перемещения нижней контактной плиты.
Таким образом, разница в площадях, охватываемых вторичными контурами известной и предлагаемой конструкции мащины, измеряется площадью SI,.H в зависимости от площади S .уменьшается и индуктивное сопротивление вторичного контура, а следовательно, и потери электроэнергии в момент сварки.
Преимущества данной конструкции следующие: повышается КПД машины и снижается потребляемая мощность. Кроме того, меньщ е индуктивное сопротивление способствует быстрому нарастанию сварочного тока к установившемуся режиму и обеспечивает более производительную и качественную сварку. Конструкция .токоподводящей скобы имеет меньшую массу и дает возможность выравнивать протекание тока сварки к свариваемому изделию, например за счет установки изоляционных прокладок. Технологические возможности машины расширяются, как за счет больщих вылетов машины, так и за счет получения, при прочих равных условиях, больших сварочных токов.
Фг/г.З
t /1
TOTi ;
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной сварки | 1977 |
|
SU692708A1 |
| Способ управления машиной контактной сварки и устройство для его осуществления | 1986 |
|
SU1433681A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО К МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1972 |
|
SU426772A1 |
| Машина для контактной точечной сварки | 1975 |
|
SU640826A1 |
| Установка для контактной сварки выпрямленным током | 1972 |
|
SU565363A1 |
| Способ устранения магнитного дутья | 1971 |
|
SU662290A1 |
| Машина для контактной стыковой сварки оплавлением | 1983 |
|
SU1107981A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, АРМАТУРЫ, ТРУБ, ДЛИННОМЕРНОГО МЕТАЛЛОПРОКАТА (ВАРИАНТЫ) И МАШИНА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ФИГУРНЫМ ХОДОМ ВЕРХНЕГО ЭЛЕКТРОДА (ВАРИАНТЫ) | 2012 |
|
RU2533067C2 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1698010A1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ УЗЛОВ | 1995 |
|
RU2100160C1 |
МАШИНА ДЛЯ КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ, содержащая корпус, привод сжатия, токоподводы, жестко связанные с контактными плитами, установленными с возможностью перемещения, и сварочный трансформатор, отличающаяся тем, что, с целью расширения ее технологических возможностей и снижения потерь электроэнергии путем уменьшения индуктивного сопротивления вторичного контура в момент сварки, токоцодводы выполнены в виде С-образных скоб с охватывающими контактные плиты токоподводящими полками и токосъемной стойкой, причем длина токоподводящих полок равна ,величине вылета машины и высота каждой токоподводящей полки не больше высоты контактных плит. / (Л СХ) 4 to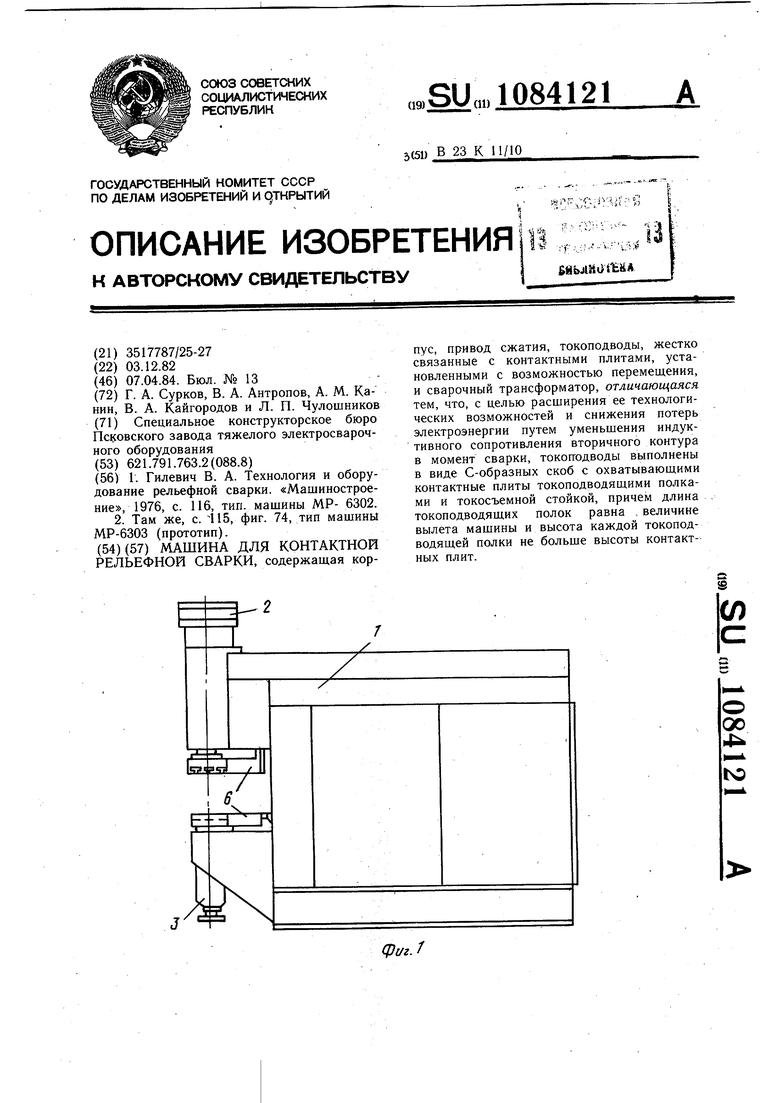
фа г. 5
-6
Ofi Xg-rO
т
200
/
/
wo 0 7000 2000 3000 000 фиг.6 5000 6000 см
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гилевич В | |||
| А | |||
| Технология и оборудование рельефной сварки | |||
| «Машиностроение, 1976, с | |||
| Способ получения бензидиновых оснований | 1921 |
|
SU116A1 |
| СНЕГООЧИСТИТЕЛЬ РЕЛЬСОВ ЖЕЛ.-ДОР. ПУТИ | 1924 |
|
SU6302A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с | |||
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
