;о
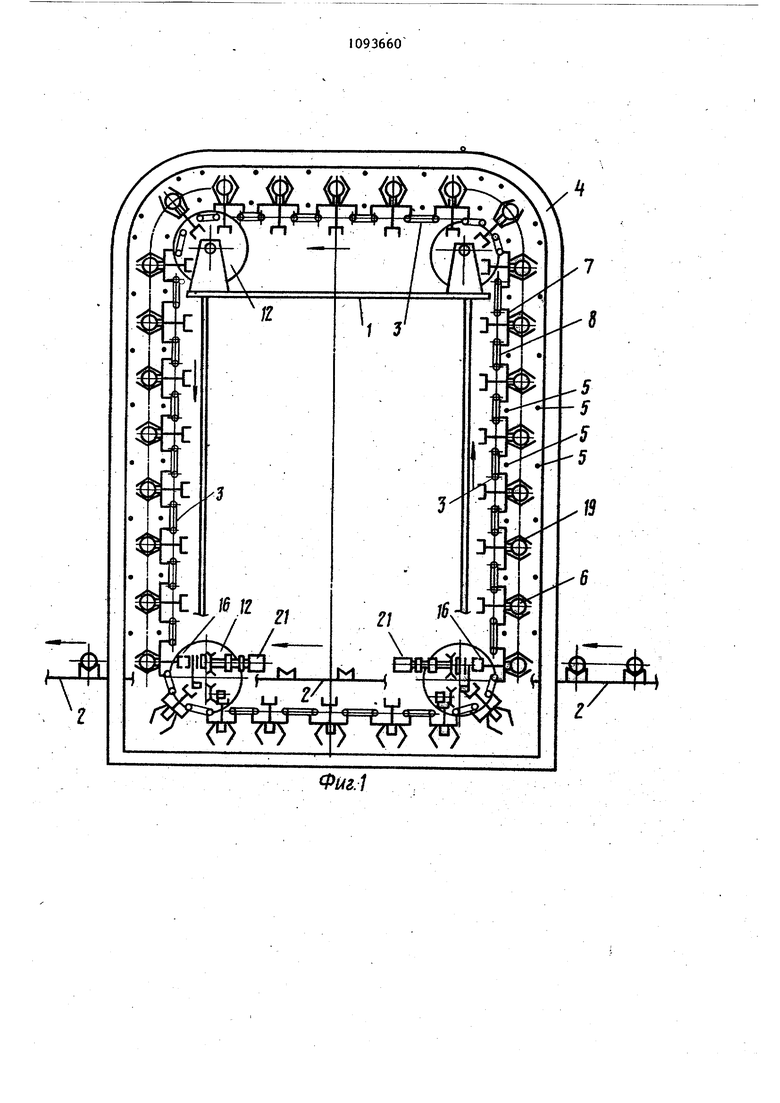
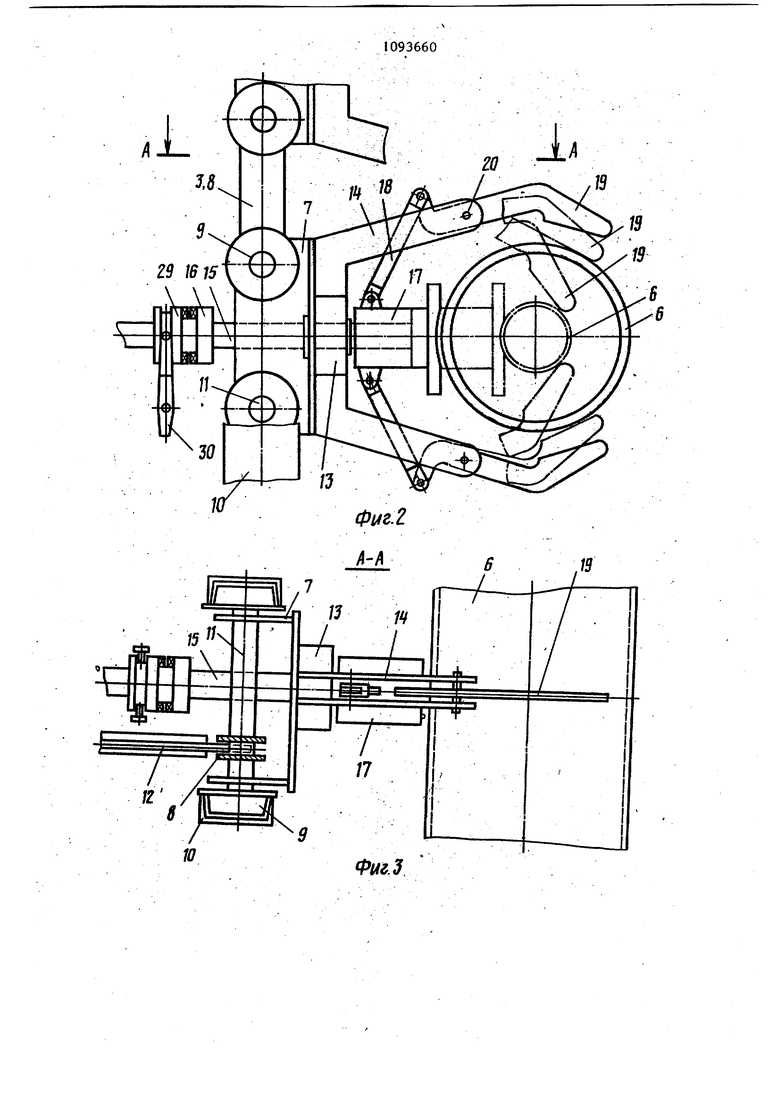
со о о: Изоёретение относится к подъемно транспортным средствам и предназначено для использованияв технологической линии для нанесения изоляции на трубчатые изделия, в частности стальные трубы тепловых сетей. Известно устройство flfia транспор тирования трубчатых изделий с одног Конвейера на другой, на котором смо тированы на раме горизонтальные и вертикальные цепные конвейеры и опо ные элементы под изделие PJ . Изготовление в данном устройстве опорных элементов в виде штанг, на. которые насаженю изделия, .требует, выполнения дополнительных технологических операций по насаживанию и съему изделий со штанг. Недостатком этого устройства является также неравномерное обогревание изделий в к мере сушки из-за различного размера диаметра труб. Наиболее близким к изобретению является устройство для транспортирования трубчатых изделий, включающее смонтированные на раме горизонтальный и вертикальный шаговые цепны конвейеры с органами фиксации изделий на грузонесущих каретках L2jj . Недостатком известного устройства .Является неравномерное обогревание изделий в камере радиационной сушки из-за невозможности точной установки труб различных диаметров от 219 мм д 530 мм на равном расстоянии от тепло электронагревателей (ТЭН). Указанное требует затрат дополнительного времени на прогрев, что снижает производительность устройства, а также ухудшает качество изготавливаемых труб.. . Целью изобретения является повышение производительности устройства и качества обработки изделий путем их точной ориентации относительно в камере сушки. Поставленная цель достигается тем что в устройство для транспортирования трубчатых изделий, включающем смонтированные на раме горизонтальный и вертикальный шаговые цепные конвейеры, с органами фиксаций изделий на грузонесущих каретках, каждый орган фиксации изделий выполнен в виде шарнирно закрепленных на груэонесущей тележке вертикального шагового цепного конвейера захватных рычагов, смонтированного на грузонесущей каретке ходового винта с полумуфтой и центрирующим ползуном-толкателем, связанным посредством тяг с захватгными рычагами, и приводов с дополнительными полумуфтами, расположенных в местах передачи изделий между горизонтальным и вертикальным шаговыми конвейерами. На фиг. 1 изображ1ено предлагаемое устройство, об.щий вид; на фиг. 2 грузонесущая каретка органа фиксации; на фиг. 3 - разрез А-А на фиг. 2; на фиг.4 - привод органа фиксации. Устройство содержит смонтированные на раме I горизонтальный 2 и вертикальный 3 шаговые цепные конвейеры с органами фиксации изделий на грузонесущих каретках. Вертикальный конвейер 3 размещен в камере сушки 4 с установленными в ней ТЭНами 5, которыми производится сушка трубчатых изделий 6 радиационным способом после их покрытия антикоррозионным составом. Орган фиксации изделий ) 6 на вертикальном конвейере 3 выполнен в виде захватов, шарнирно закрепленных на каждой каретке вертикального конвейера 3, и приводов, расположенных в местах передачи.изделия с конвейера на конвейер. Каретка 7 смонтирована на цепи 8 вертикального конвейера 3. Катки 9 каретки 7 установлены в. направляющих 10,. закрепленных на раме I, а оси 11 катков 9 являются валиками цепи 8, взаимодействующей ;/ со звездочками 12 вертикального конвейера 3. На корпусе каретки 7 закреплена втулка 13 с кронштейнами 14. Во втулке 13 установлен ходовой винт 15 с поЛумуфтой 16 на одном конце и центрирукицим ползуном-толкателем 17, установленным на резьбе на другом конце ходового винта 15, которые являются также элементами органа фиксации. На толкателе 17 шарнирно закреплены тяги 18, соединенные другим концом с рычагами 19, закрепленными на оси 20 н кронштейнах 14. Приводы органа фиксации установлены в двух местах передачи изделия с конвейера на конвейер и содержат электродвигатель 21, соединенный через редуктор 22 с вариатором 23. На валу 24 установлена звездочка 25, соединенная через звездочку 26 с командоаппаратом 27. На валу 28 устаноБлена дополнительная полумуфта 29, управляемая рычагом 30 от тя нущего электромагнита 31,
Устройство работает следукяцим образом.
В исходном положении захваты органов фиксации находятся с максимаяьным раскрытием рычагов 19 (фиг.2), обеспечивающим проход трубы 6 наибольшего диаметра. После подачи в захват горизонтальным конвейером 2 трубы 6 в зависимости от размера её диаметра вариатором 23 устанавливается скорость вращения вала 28. Включаются электродвигатель 21 и злектро магнит 31, соединяющий дополнительную 29 и основную 16 полумуфты.
Ползун 17 перемещается по ходовому винту вправо по направлению к трубе 6, а тяги 18 поворачивают рычаги 19 в сторону их сближения (фиг.2).
Электродвигатель 21 останавливается командоаппаратом 27 в момент, когда конец ползуна 17 находится на расстоянии радиуса транспортируемой трубы 6 от средней линии между расставленными ТЭНами 5 в камере суш-:. ки 4, а рычаги 19 устанавливают трубу 6 в положение, обеспечивающее ей г
равное расстояние от ТЭНов 5 при ее сушке в камере 4.
Дашее труба 6 перемещается шагообразно вертикаль м конвейером 3 и устанавливается в камере сушки 4 на равном р асстоянии от четырех равностоящих от нее ТЭНов при каждой остановке конвейера 3.
Пройдя все положения в камере 4, труба 6 расфиксируется из захватов с помо110 ю второго привода органа фиксации, устроенного аналогично первому 2 и установленного в месте передачи трубы с: вертикального ра 3 на горизонтальный конвейер 2, чт осуществляется включением электродвигателя 21, перемещением ползуна 17 вправо от трубы 6 к noBopotoM рычагов 19 в максимальное раскрытие. Дальнейшая транспортировка трубы 6 производится горизонтальным конвейером 2. При изменении размера диаметра трубы перестройка органов фиксации производится вариатором 23.
Предлагаемое устройство обеспечивает равномерную сушку всей поверхности трубы, что повышает производительность, а также повышает качество сушки труб на технологической линии.
Фиг.1
Ф1Лг.З
Фиг.Ц 9 №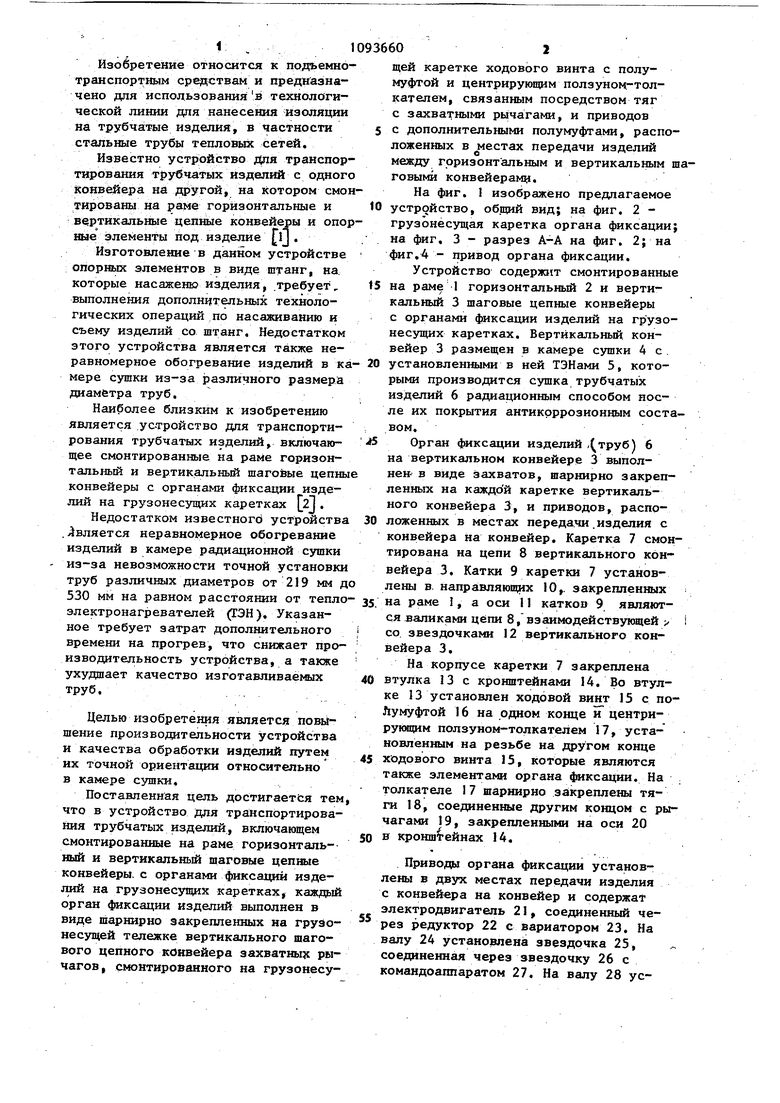

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для транспортирования трубчатых изделий | 1983 |
|
SU1168494A1 |
| ПЕРЕДВИЖНОЙ ПОДЪЕМНИК | 1969 |
|
SU254040A1 |
| ГОРИЗОНТАЛЬНО ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2013330C1 |
| Поточная линия сушки керамических изделий | 1979 |
|
SU856817A1 |
| Устройство для транспортирования трубчатых изделий | 1982 |
|
SU1055710A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Устройство для перегрузки изделий | 1983 |
|
SU1181968A1 |
| ВЕРТИКАЛЬНО-ЗАМКНУТЫЙ КОНВЕЙЕР | 1973 |
|
SU398458A1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
| Подвесной грузонесущий конвейер | 1988 |
|
SU1548115A1 |
УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВАНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ, включающее смонтированные на раме горизонтальный и вертикальный шаговые цепные конвейеры с органами фиксации изделий на грузонесупщх каретках, отличающееся тем,что, с целью повьшения производительности и качества изделий путем их точной ориентации относительно теплоэлектронагревателей в камере сушки, каждый орган 4 ксации изделий выполнен в виде шарнирно закрепленных на грузонесу- щей каретке вертикального шагового цепного конвейера захватных рычагов, смонтированного на грузонесущей каретке ходового винта с полумуфтой и центрирующим ползуном-толкателем, .связанным посредством тяг с захватg ными рычагами, и приводов с дополнительными полумуфтами, расположен(Л ных в местах передачи изделий между горизонтальным и. вертикальным шаговыьш конвейерами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для транспортирования трубчатых изделий | 1981 |
|
SU967928A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
