Изобретение относится к индукционному нагреву и может быть использовано для закалки цилиндрических де талей типа пальцев. Известен станок для термической обработки цилиндрических деталей, содержащий устройство для загрузки, индуктор, устройство для охлаждения и привод, осуществляющий работу всех механизмов от копирного барабана с п мощью системе рычагов и тяг 1 , Наиболее близким к изобретению по технической сущности является станок для термообработки мелких цилинд рических деталей,содержащий подающий лоток с цепным транспортером и отсекателем,индуктор,подаюдае и центриру щие ролики и устройство выгрузки деталей 21. Недостатком известных станков является сложность их конструкции. Цель изобретения - упрощение конструкции , Поставленная цель достигается тем что станок для закалки мелких цилинд рических деталей, содержащий подающий лоток с транспортером и отсекателем, индуктор, подающие ицентрирующие ролики, снабжен закрепленными на транспортере выступами и размещен ными на лотке упорами, а отсекатель выполнен в виде Г-образного подпружи ненного кронштейна, на котором закреплены захваты и планка, расположе ная над транспортером и взаимодействующая с его выступами, при этом в лотке выполнены пазы, в которых размещены захваты. На фиг, 1 изображен станок, общий вид; на фиг. 2 - отсекатель. Станок для закалки мелких цилиндрических деталей(фиг.1)состоит из подающего наклонного лотка 1 с отсекателем 2 и транспортером 3, подающих роликов 4, центрирующих роликов 5,индуктора 6 и устройств а выгрузки Отсекатель 2 (фиг. 2) выполнен в вИде Г-образного кронштейну 8, несущего захваты 9 для сбрасывания деталей с лотка на транспортер и планку 10, расположенную над транспортером 3, Кронштейн 8 установлен на подающем лотке 1 с возможностью вертикального перемещения и п&дпружинен относительно лотка при помощи пружины 11, На подающем лотке 1 закреплены два ограничительных упора 12, предназначенные для удержания деталей на наклонной плоскости лотка, и пазы 13 для размещения в них захватов 9. На транспортере 3 закреплены выступы 14, расстояние между которыми зависит от длины обрабатываемых деталей . Устройство работает в непрерывном режиме следующим образом. При вращении транспортера 3 выступ 14 приподнимает планку 10, которая увлекает за собой кронштейн 8 с захватами 9. Захваты 9, ранее утопленные в пазах 13 подающего лотка 1, приподнимаются и приподнимают над упорами 12 лотка 1 деталь 15, которая скатывается на транспортер 3, а захваты возвращаются в исходное положение с помощью пружины 11. Очередная деталь 15 упирается в упоры 12, а выступы 14 транспортера 3 проталкивают деталь 15 в подающие ролики 4, перемещающие детгшь далее в индуктор 6 через центрирующие ролики 5, обеспечивающие горизонтальное вращение детали 15 в индукторе 6 при нагреве и охлаждении на воздухе. Далее закаленные детали по устройствам выгрузки 7 направляются в тару. Таким образом, конструкция предложенного станка для закалки цилиндрических деталей отличается простотой обеспечивающей надежную его ра- : боту.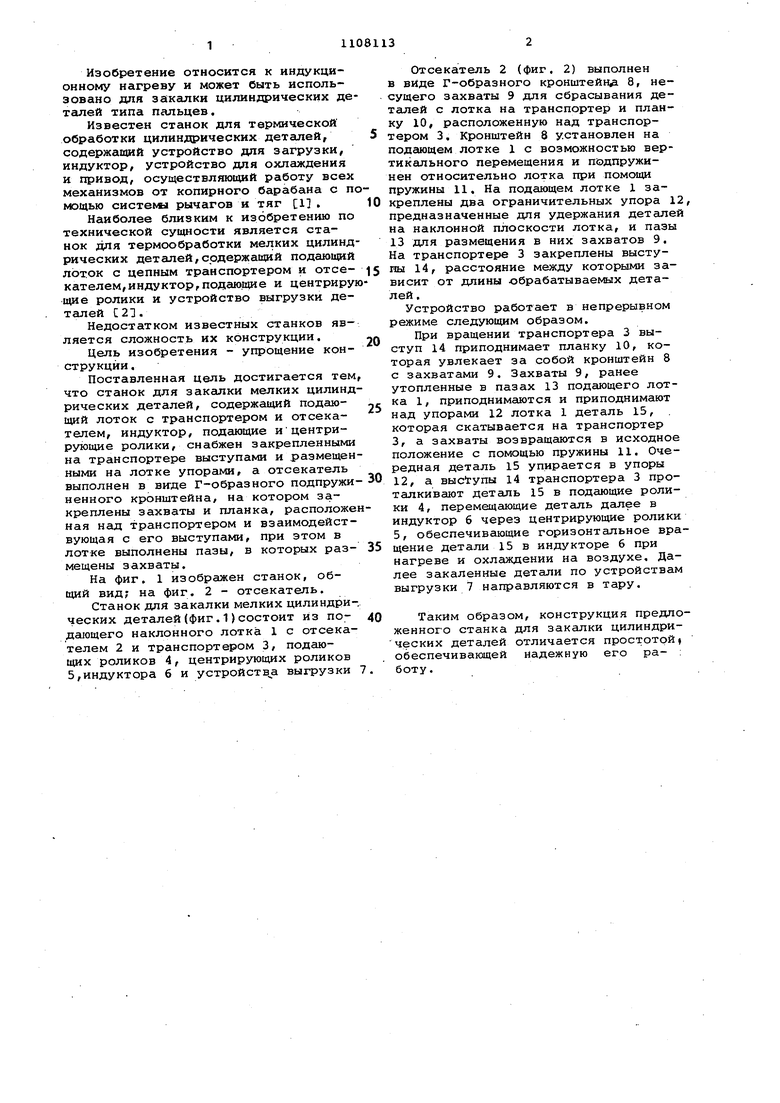
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Устройство для транспортирования изделий | 1977 |
|
SU682432A1 |
| Станок для закалки деталей | 1975 |
|
SU739112A1 |
| Станок ю.в.потапова для снятия эластичных покрытий с нажимных валиков текстильной машины | 1975 |
|
SU705016A1 |
| Устройство для загрузки деталей | 1991 |
|
SU1802779A3 |
| СТАНОК ДЛЯ ЗАБИВАНИЯ ГРЕБЕННЫХ ИГЛ В ИГЛОНАБОРНЫЁ ПЛАНКИ | 1970 |
|
SU278483A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Станок для закалки цилиндрическихдЕТАлЕй | 1979 |
|
SU846572A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Автоматизированный комплекс | 1990 |
|
SU1808644A1 |
СТАНОК ДЛЯ ЗАКАЛКИ МЕЛКИХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ, содержащий подающий лоток с транспортером и отсекателем, индуктор, подающие ролики и центрирующие ролики, отличающийся тем, что, с целью упрощения конструкции, станок снабжен закрепленными на транспортере выступами и размещенными на лотке упорами, а отсекатель выполнен в виде Г-образного подпружиненного кронштейна, на котором закреплены захваты и планка, расположенная над транспортером и взаимодействующая с его выступами, при этом в лотке выполнены пазы, в которых размещены захваты.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 0 |
|
SU164027A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Богданов В.Н., Рыскин С.Е | |||
| Применение сквозного индукционного нагрева в прокышленкости | |||
| М., Машиностроейие , 1965, с | |||
| Пуговица | 0 |
|
SU83A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
