1 1
Изобретение относится к машиностроению и может быть использовано для загрузки-разгрузки крупногабаритных деталей типа корпусов букс в вертикально-расточных станках.
Известно устройство для подачи деталей к технологическому оборудованию, содержащее лоток с неуравновешенными двуплечими рычагами транспортёр-распреде.литель с подьёмньми призмами Q .
Данное устройство имеет сложное конструктивное исполнение транспортер;а-распределителя, что ограничивает область его применения.
Известно загрузочно-разгрузочное устройство, .содержащее подающий и отводящий рольганги с приводами, зажимные приспособления с базовой опорой для центрирования детали, установленные на подвижном столе 2 .
Недостатками указанного устройства являются ненадежность работы транспортеров при подаче и выгрузке крупногабаритных деталей, а также, трудности базирования деталей в зажимных приспособлениях .
Цель изобретения - повышение надежности работы устройства.
Указанная цель достигается те, что в загрузочно-разгрузочном устройстве к вертикальному отделочно-расточному станку, содержащем подающий и отводящий рольганги с приводами, зажимные приспособления с базовой опорой для центрирования детали, установленные на подвижном столе, подающий и отводящий рольганги, установлены с возможностью одновременного подъема над базовой опорой зажимных приспособлений, а ролики указанных транспортеров размещены между собой соосно.
I . ,
Привод подающего рольганга вьшолнен реверсивным, а зажимное приспособление снабжено ограничительные упором.
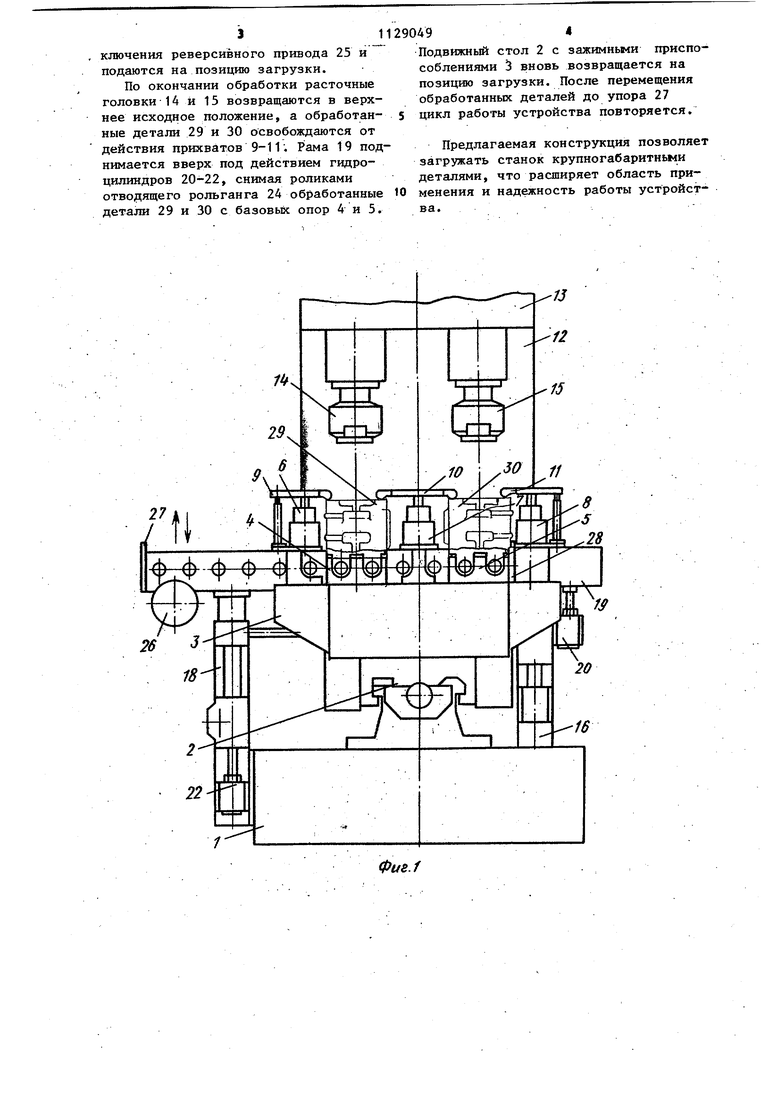
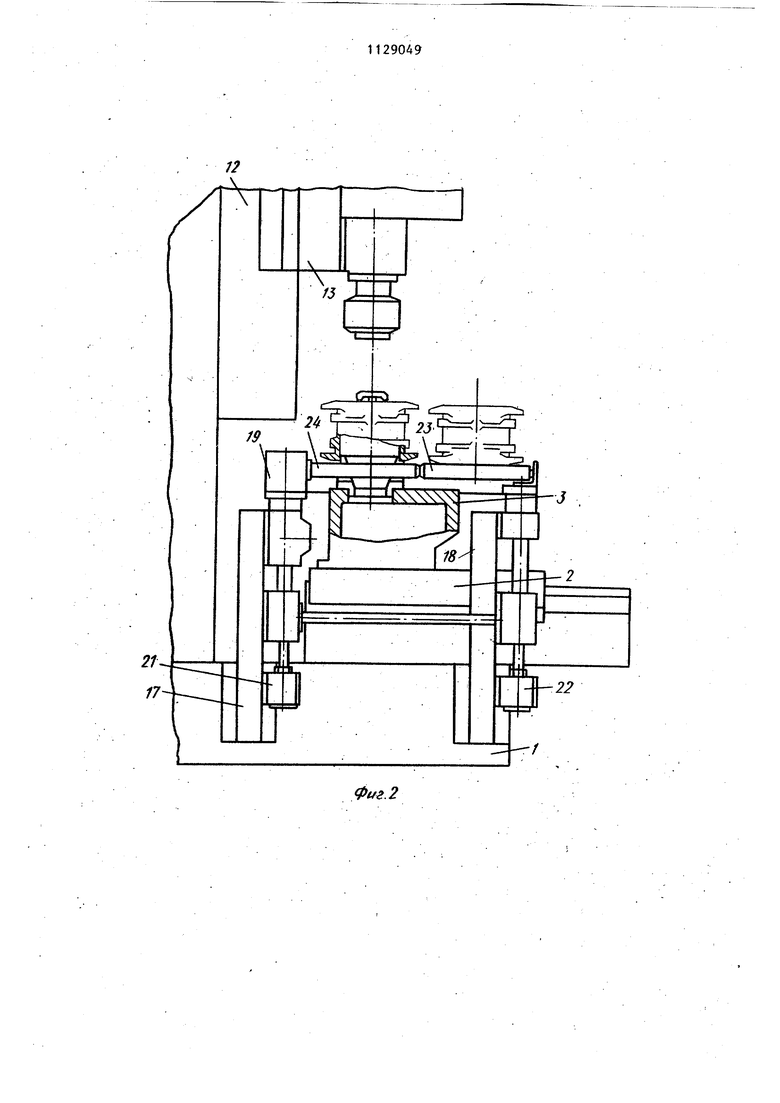
На фиг. 1 изображено, устройство, общий ВИД, на фиг. 2 - то же вид сбоку; на фиг. 3 - то же,вид в плане
Загрузочно-разгрузочное устройство к вертикальному отделонно-расточному станку содержит основание 1 с установленньм на нем подвижным столом 2, зажимные приспособления 3, закрепленные на подвижном столе 2 и снабженные базовыми опорами 4 и 5 для центрирования деталей, гид90492
роцилиндрами 6-8 зажима и прихватами 9-11, колонну 12,на которой установлена с возможностью перемещения платформа 13 с расточными головка5 ми 14 и 15, стойки 16-18, смонтированные на основании 1, раму 19, установленную с возможностью подъема от гидроцилиндров 20-22, подающий 23 и отводящий 24 рольганги, связанные
to соответственно с реверсивным приводом 25 и приводом 26 и размещенные на раме 19 так, что ролики обоих . рольгангов соосны между собой и опущены ниже базовых опор 4 и 5 за15 жимных приспособлений 3 в специально выполненных для них пазах, и ограничительные упоры 27 и 28, закрепленные соответственно на раме 19 и зажимном приспособлении 3.
Устройство работает следующим образом.
В исходном положении подвижный стол 2 с зажимными приспособления . ми 3 находится в позиции обработки, расточные головки 14 и 15 подняты вверх, рольганги 23 и 24 с рамой 19 приподняты гидроцилин-драми 20-22 над уровнем базовых опор 4 и 5 зажимных приспособлений 3. 0 ,
Две детали 29 и 30 устанавливаются на подающий рольганг 23 и перемещаются на позицию загрузки до ограничительного упора 28. Подвижньй
5 стол 2 с зажимными приспособлениями 3 подается с позиции обработки на позицию загрузки (под поданные детали 29 и 30). Цри этом вследствие соосности расположения роликов по0 .дающего 23 и отводящего 24 рольган:гов зажимные приспособления 3 свободно проходят в зазорах между роликами. Рама 19 с рольгангами 23 и 24, опускаясь вниз под действием гидроци5 линдров 20-22, позволяет роликам подающего рольганга 23 войти в специальные пазы в зажимных приспособлениях 3, а. деталям 29 и 30 сцентрироваться на базовых опорах 4 и 5. После
0 зажима деталей прихватами 9-11 под
действием гидроцилиндров 6-8 подвижный стол 2 подается на позицию обработки. Платформа 13с расточными головками 14 и 15 опускается вниз и
5 производит обработку деталей. За время обработки очередные детали устанавливаются на подающем рольганге 23, ориентируются на нем при помощи пере3J
ключения реверсивного привода 25 и подаются на позицию загрузки.
По окончании обработки расточные головки 14 и 15 возвращаются в верхнее исходное положение, а обработанные детали 29 и 30 освобождаются от действия прихватов 9-11; Рама 19 под нимается вверх под действием гидроцилиндров 20-22, снимая роликами отводящего рольганга 24 обработанные детали 29 и 30 с базовых опор 4 и 5.
290494
Подвижный стол 2 с зажимньми приспособлениями 3 вновь возвращается на позицию загрузки. После перемещения обработанных деталей до упора 27 5 цикл работы устройства повторяется.
Предлагаемая конструкция позволяет загружать станок крупногабаритными деталями, что расширяет область при10 менения и надежность работы устройства.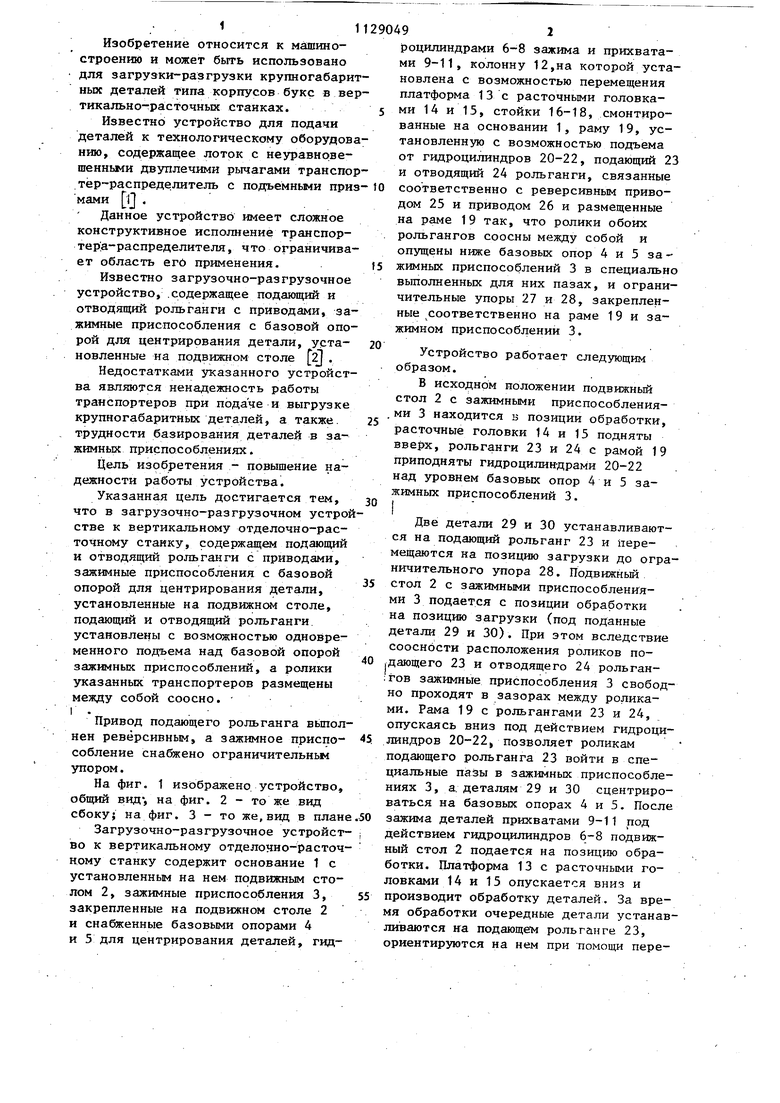
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия | 1986 |
|
SU1465263A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Агрегатный станок для обработки длинномерных деталей | 1987 |
|
SU1459896A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Агрегатный станок | 1986 |
|
SU1423348A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Металлорежущий станок | 1981 |
|
SU988528A1 |
| Автоматическая линия агрегатных станков для механической обработки поршней и тому подобных деталей | 1950 |
|
SU94814A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| ЛИНИЯ ДЛЯ ТЕПЛОВОЙ РЕЗКИ ЛИСТОВ | 1991 |
|
RU2093327C1 |
1. ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО К ВЕРТИКАЛЬНОМУ ОТДЕЛОЧНОРАСТОЧНОМУ.СТАНКУ, содержащее подающий и отводящий рольганги с привода.Kfy,,rJ ., -I Т.-......IJU tijl.U H; f №йЛ«9 В.. ми, зажимные приспособления с базо. вой опорой для центрирования детали, установленные на подвижном столе, отличающееся тем, что, с целью повьшения надежности работы, подающий и отводящий рольганги установлены с возможностью одновременного подъема над базовой опорой зажимных приспособлений, а ролики указанньк транспортеров размещены между собой сроено. 2. Устройство по п. 1, о т л.ичающееся тем, что привод подающего рольганга выполнен реверсивным, а зажимное приспособление снабжено ограничительны упором. «а
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автоматическая линия | 1981 |
|
SU998096A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Загрузочно-разгрузочное устройство | 1977 |
|
SU617238A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
