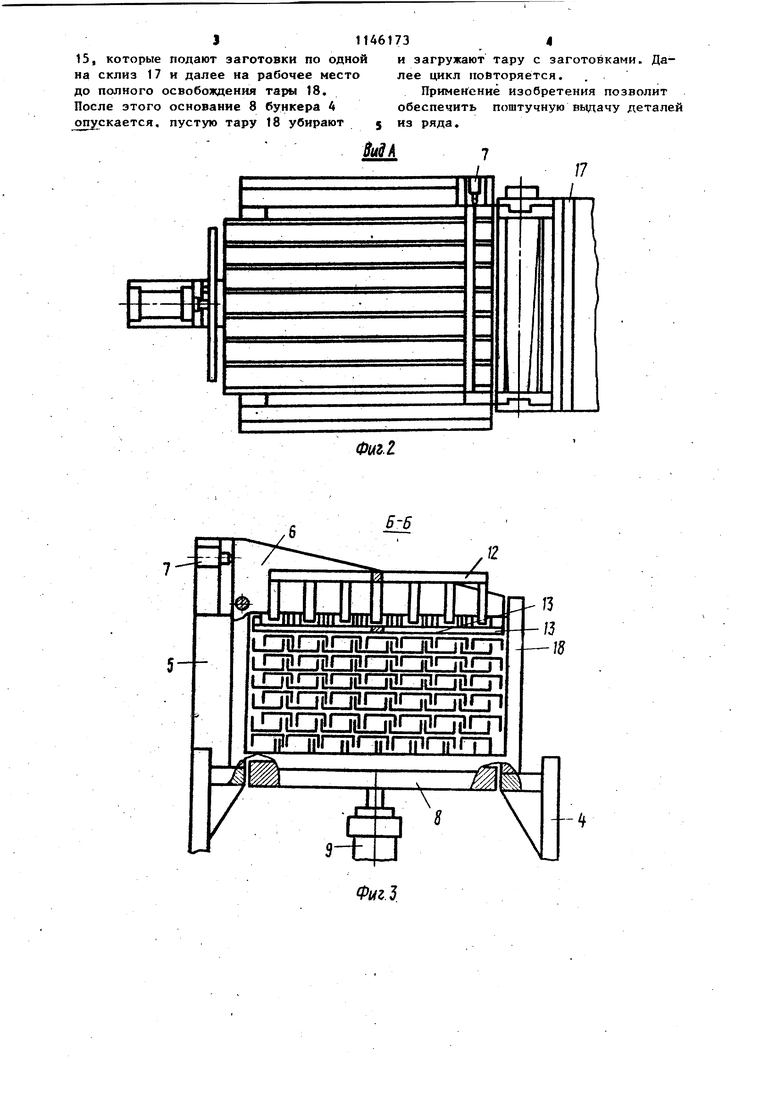
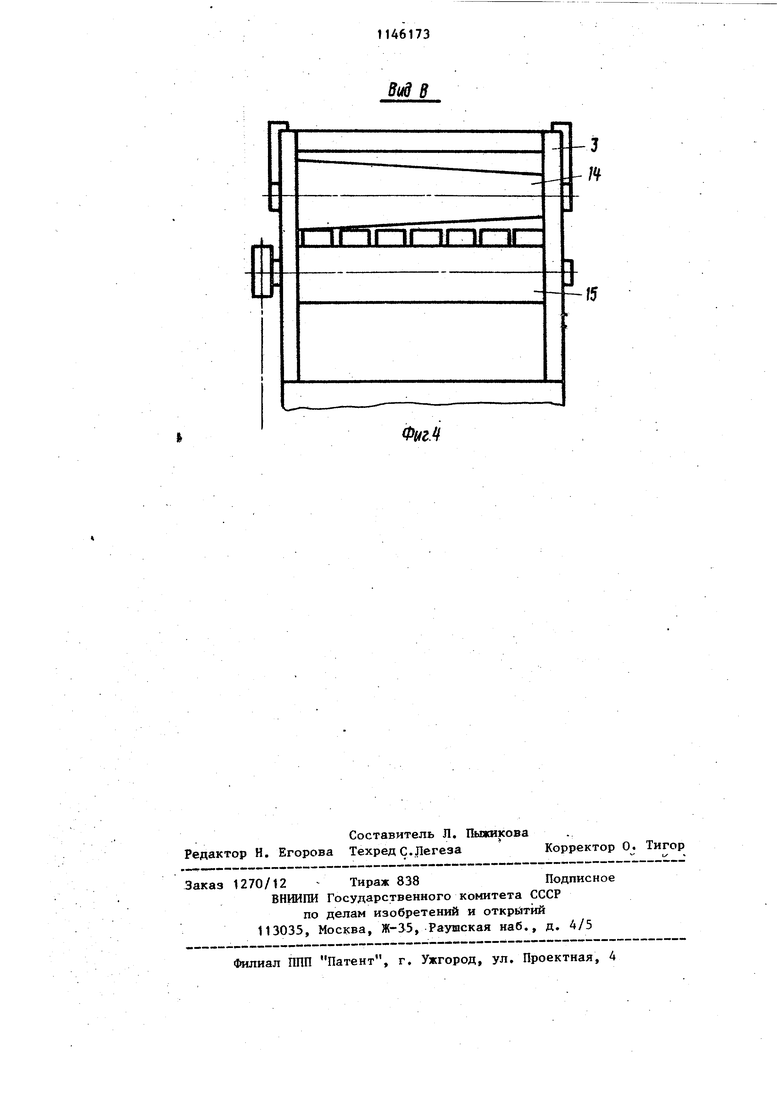
f1 Изобретение относится к машиностроениЮу а именно к устройств.ам, позволякнцнм механизировать процесс поштучной подачи заготовок на рабочее место. Известно загрузочное устройство, содержащее бункер, дно которого вьтолнено в виДе вертикального подъ емного стойа, толкатель, установленньй на бункере с возможностью пе ремещения в направлении, перпенди.кулярном направлению перемещения стола, и вьтолненный в виде гребенки, механизм контроля наличия детали Д . Недостатком известного устройств является невозможность поштучной вы дачи деталей из ряда. Цель изобретения - обеспечение п штучной выдачи деталей. Поставленная цель достигается тем, что загрузочное устройство,содержащее бункер, дно которого выпол нено в виде вертикального подъемного стола, толкатель, установленный на бункере с возможностью перемещения в направлении, перпендикулярном направлению перемещения стола, и выполненный в виде гребенки, и меха низм контроля наличия деталей, снаб жено двумя валками, установленными на бункере оппозитно тoлкaтeJвo с возможностью поворота, при этом оси поворота валков размещены перпендикулярно направлению перемещения тол кателя, а верхний валок выполнен ко ническим и установлен с возможностью возвратно-поступательного перемещения в плоскости, перпендикулярной оси его поворота. На фиг. 1 показано загрузочное устройство, общий вид; на фиг. 2 вид А на фиг. 1; на фиг. 3 - сечени Б-Б на фиг. 1; на фиг. 4 - вид в на фиг, 1. Загрузочное устройство состоит и станины 1, имеющей стойки 2 и 3,рас положенные на противоположных краях станины 1, н бункера 4, имеющего стойку 5. На стойке 5 шарнирно закреплен рычаг 6, контактирующий с конечным выключателем 7, закрепленным на этой же стойке 5. Бункер 4 имеет подвижное в вертикальной плос кости основание 8, соединенное с си ловым цилиндром 9. Другим концом силовой цилиндр крепится к станине На стойке 2 станины 1 жестко закреп 1 лены цруг на другом толкатели 10 и 11, имеющие упорные зсти 12 и 13, выполненные соответственно в виде гребенки и планки. Форма упорных частей обусловлена стандартным расположением швеллеров. На стойке 3 станины 1 установлены с возможностью встречного вращения валки 14 и 15. Неприводной конический валок 14 своими цапфами свободно перемещается в вертикальной плоскости по направляющим пазам, сделанным в стойке 3. Приводной цилиндрический валок 15 закреплен на стойке 3 станины 1 под валком 1.4 стационарно и соединен с приводом 16, установленным на станине 1. На станине 1 также закреплен склиз 17, направляющий заготовку на рабочее место. В тару 18 укладываются заготовки. Устройство работает следующим образом. Тару 18 с уложенньми в нее заготовками устанавливают в бункер 4, расположенный между стойками 2 и 3 станины 1. Затем включают привод 16, и толкатель 10. Толкатель 10 упорной частью 12 в виде гребенки посылает верхний ряд заготовок на валки 14 и 15. Из всего посланного ряда заготовок в зацепление с обоими валками входит только одна. После того, как первая заготовка попадает на склиз 17 и выходит из зацепления с валками 14 и 15, верхний конический валок 14 под действием собственного веса опускается и входит в контакт со второй заготовкой, и так до конца ряда. Как только валки 14 и 15 подадут на склиз 17 последнюю заго1ТОВКУ из ряда, установленный на стойке 5 регулировочный рычаг 6, лежащий до этого на заготовках верхнего ряда, опустится и выйдет из контакта с выключателем 7. Лалее выключатель 7 посьшает сигнал на силовой цилиндр 9, который тотчас поднимает основание 8 бункера 4, а вместе с ним и заготовки на новый уровень, т.е. до тех пор, пока рычаг 6 вновь не приходит в контакт с выключателем 7, посыпакицим сигнал на отключение силового цилиндра 9. Теперь выключается толгсатель 11 и упорной частью 13 посылает новый ряд заготовок на валки 14 и 15. Таким образом, попеременно толкатели 10 и 11 посылают заготовки рядами на валки 14 и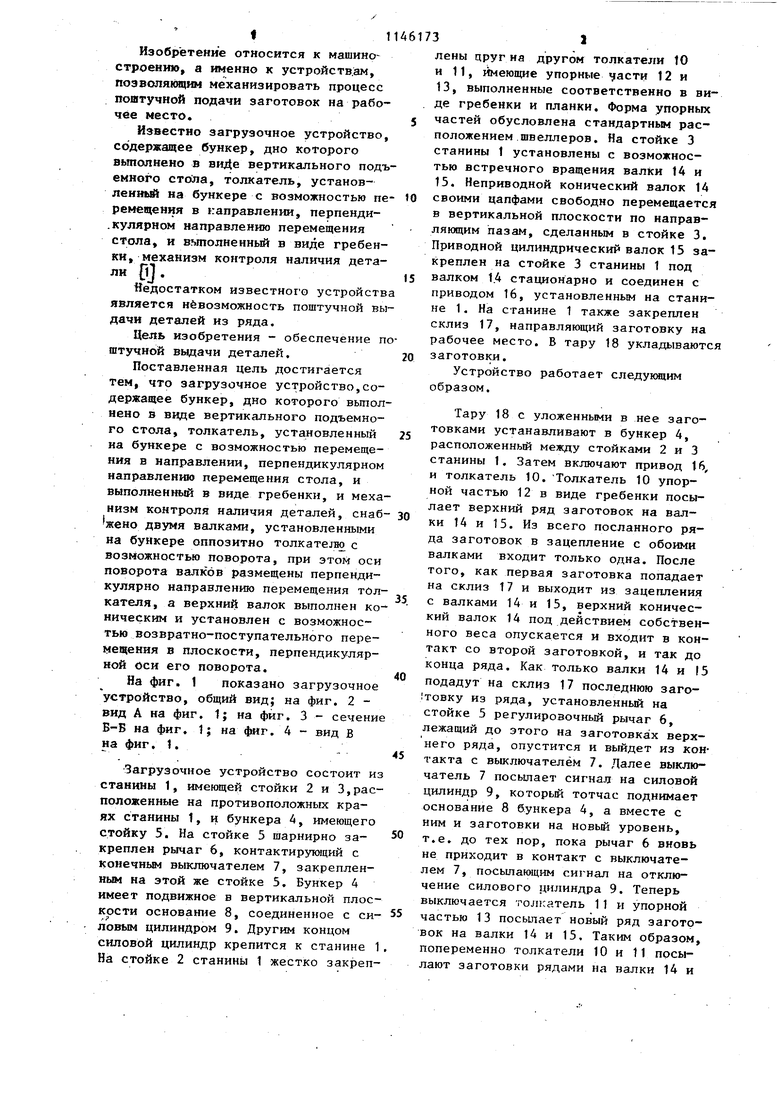
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство к резьбонакатному станку | 1974 |
|
SU511132A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПЛОСКИМИ ИНСТРУМЕНТАМИ | 2015 |
|
RU2600302C1 |
| Устройство для фрезерования криволинейных деревянных заготовок | 1981 |
|
SU979106A1 |
| Автомат для изготовления и установки стопорных колец на вал | 1982 |
|
SU1085741A1 |
| ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬ | 1973 |
|
SU393323A1 |
ЗАГРУЗОЧНОЕ УСТРОЙСТВО, содержащее бункер, дно которого выпол,нено в виде вертикального подъемного стола, толкатель, установленный на бункере с возможностью перемещения в JsNSj444V44VC направлении, перпендикулярном направлению перемещения стола, и выполненньй в виде гребенки, и механизм контроля наличия детали, отличающееся тем, что, с целью обеспечения поштучной выдачи деталей, оно снабжено двумя валками, установленными на бункере оппозитно толкателю с возможностью поворота, при этом оси поворота валков размещены перпендикулярно направлению перемещения толкателя, а верхний палок выполнен коническим и установлен с возможностью возвратно-поступательного перемещения в плоскости, перпе1 дикуглярной оси его поворота. Ь i%y;j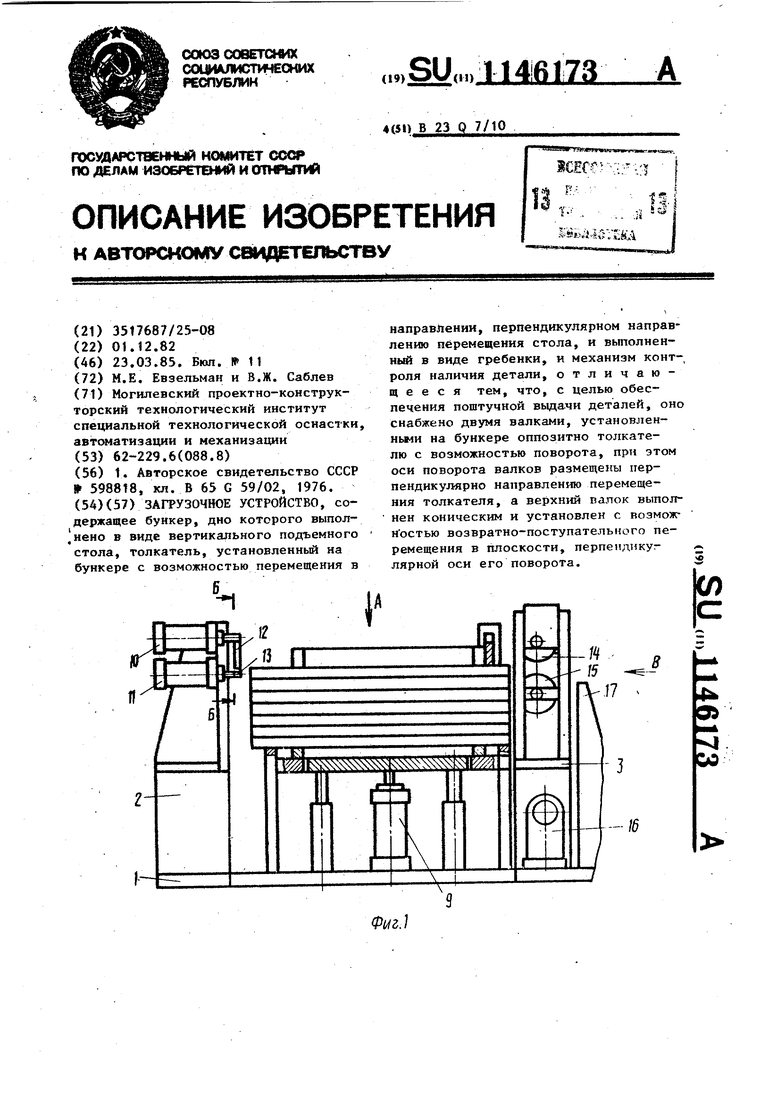
1ЕЖ1Ж1Ш1Ж1 1О1 1П
12
J3 /5
18
1О О|О ЕЖЗО11 Т1
|1Жжжзш1|Ш11а11п
П г-1ЛПРппгтппп пг
--Ч
Фиг 5
Bt В
3
чirnrn nmr
}
f5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для послойной разборки пакетов длинномерных изделий | 1976 |
|
SU598818A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
