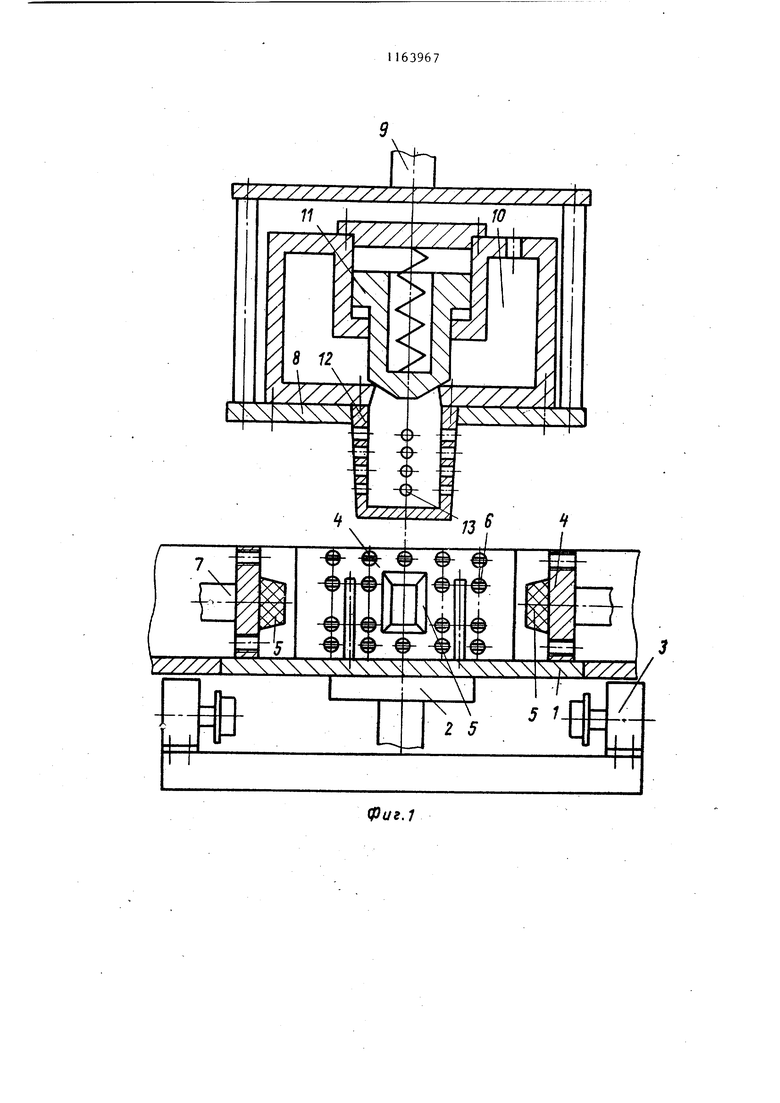
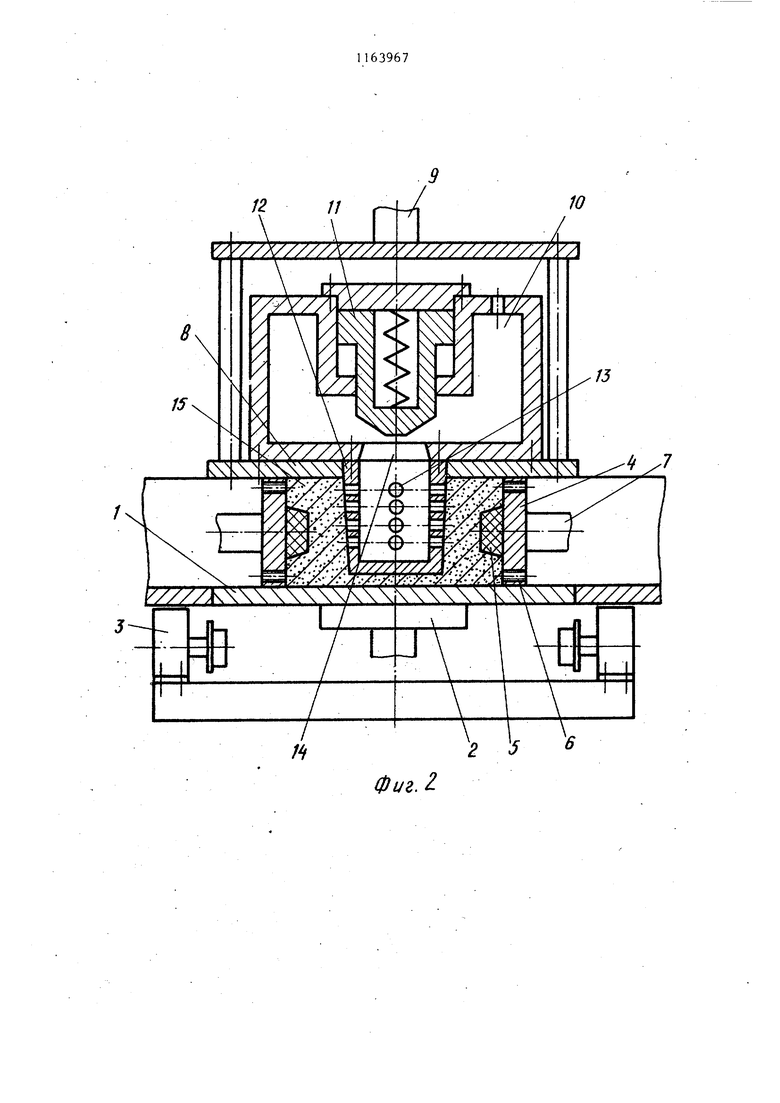
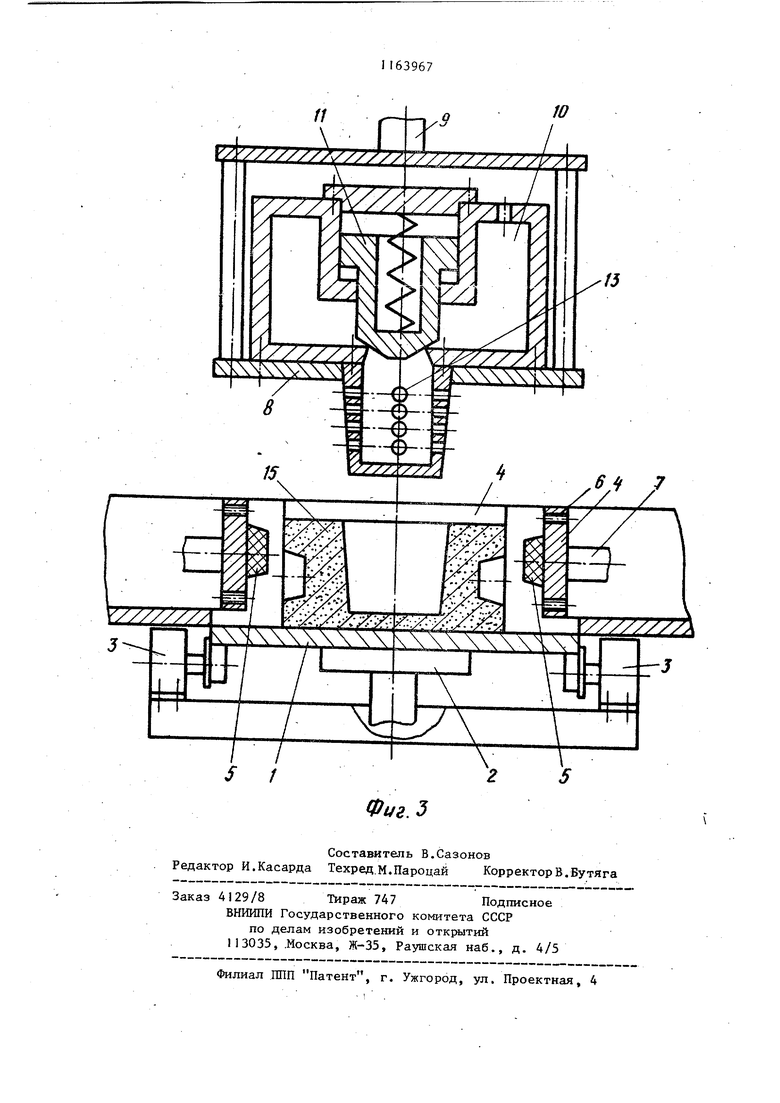
Изобретение относится к литейному производству, в частности к машинам для изготовления литейных форм. Цель изобретения - повышение производительности машины и улучшение равномерности распределения плотност формовочной смеси по всему объему формы, На фиг.1 изображена машина для изготовления литейных форм, исходное положение; на фиг.2 - то же, прессование формовочной смеси; на фиг.З - то же, вывод готовой формы . Машина содержит опоку 1 с механиз мом 2 подъема и проводным рольгангом 3, подвижные прессовые стенки 4 с моделями 5 и вентами 6, закрепленные на поршневых приводах 7, прессовую колодку 8 с поршневым приводом 9 и закрепленной на ней импульсной головкой 10, внутри которой размещен подпружиненный импульсный клапан 11 К импульсной головке 10 прикреплен рассекатель 12, выполненный в виде усеченной пирамиды со сквозными отверстиями 13 в гранях. Машина работает следующим образом После заполнения формовочной сме сью камеры прессования, образованной подвижными прессовыми стенками 4с моделями 5 и опокой--1, поднятой отн сительно роликов приводного рольган га 3 посредством привода до упора в подвижные прессовые стенки 4, подвижные прессовые стенки 4 сдвигают относительно опоки I навстречу друг другу посредством-поршневых при водов 7 до заьыкания формы и производят предварительное горизонталь-, ное уплотнение формовочной смеси. После сдвигания подвижных прессовых стенок 4 прессовую колодку 8 и закрепленную на ней импульсную головку 10 опускают посредством при- вода 9 до упора прессовой колодки 8 в подвижные прессовые стенки 4 и вво дят рассекатель I2 импульсной головки 10 во внутрь формовочной смеси и производят ее предварительное уплотнение в вертикальном направлении После ввода рассекателя 12 внутрь формовочной смеси и со дания внутри импульсной головки требуемого давления импульсный клапан 1I открывают и импульс сжатого воздуха через образовавшееся отверстие 14 направляют сначала во внутреннюю полость рассекателя 12, а затем через отверстия 13 в формовочную смесь и производят ее окончательное уплот нение, обеспечивая равномерное распределение плотности ее по всему объему формы. Избыток сжатого возду- . ха, прошедшего сквозь формовочную смесь, направляют через вент 6 подвижных прессовых стенок 4 в атмосферу. По окончании процесса уплотнения прессовую колодку 8 и закрепленную на ней импульсную головку 10 посредством поршневого привода 9 поднимают, выводят рассекатель 12 импульсной головки 10 из формовочной смеси и производят верхнее раскрытие формы 15. Затем подвижные прессо- . вые стенки 4 посредством поршневых приводов 7 раздвигают, производя вытяжку моделей 5 из формовочной смеси,и полностью раскрывают форму 15, которую вместе с опокой 1 опуска ют посредством механизма 2 подъема на ролики приводного рольганга 3 и выводят ее посредством этого рольганга из рабочей зоны машины. При вводе новой опоки I в рабочую зону мащины ее поднимают посредством механизма 2 подъема до упора в подвижные прессовые стенки 4, и цикл изготовления литейной формы 15 повторяют. Изготовленные в машине литейные формы 15 собирают для заливки известным способом. Применение .предлагаемого изобретения позволяет повысить производительность труда при изготовлении форм за счет.снижения энергоемкости процесса прессования, так как процесс прессования и формообразования производится при низких давлениях энергоносителей кроме TorOj повышается качество изготовления форм и отливок вследствие обеспечения равномерности распределения плотности формовочной смеси по всему объему формы с уменьшением ее расхода.
У//////////
/f
AJ3
y//
y
e n
ZZ2
h
/7 /////// /t
IIK/
/ /
I
/ /
/
Ж
I/
/7X
4
-(
4
2 5
Фиг.1
12
11
Y/. // //7// ////7. 777/////////r.
10
Фиг. 2.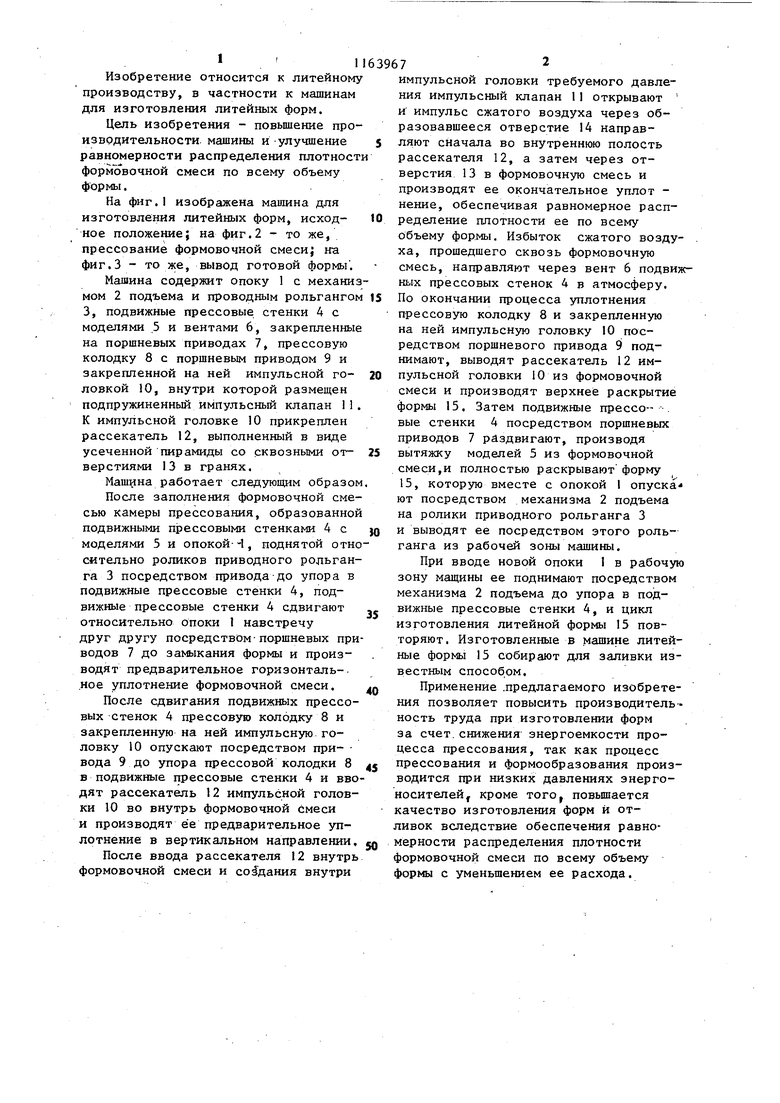
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАРНО-ПРЕССОВОГО ФИЛЬТРАЦИОННОГО УПЛОТНЕНИЯ ПЕСЧАНО-ГЛИНИСТЫХ ФОРМ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385784C2 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Многопозиционный прессово-формовочный автомат с плавающей оснасткой | 1981 |
|
SU969425A1 |
| Машина для изготовления литейных форм | 1979 |
|
SU864661A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Профильная колодка для высокоскорост-НОгО пРЕССОВАНия лиТЕйНыХ фОРМ | 1979 |
|
SU835603A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ, содержащая опоку, подвижные прессовые стенки с моделями, механизм подъема и прессовую колодку,о тличающая ся тем,что, с целью повьшения производительности и улучшения равномерности распределения плотности формовочной смеси по всему объему формы, машина снабжена установленной на прессовой колодке импульсной головкой, имеющей рассекатель, выполненный в виде усеченной пирамиды, стороны основания которой расположены параллельно прессовым стенкам, и вентами, установленными в прессовых стенках, при этом в гранях усеченной пирамиды выполнены отверстия перпендикулярно прессовым стенкам. Iw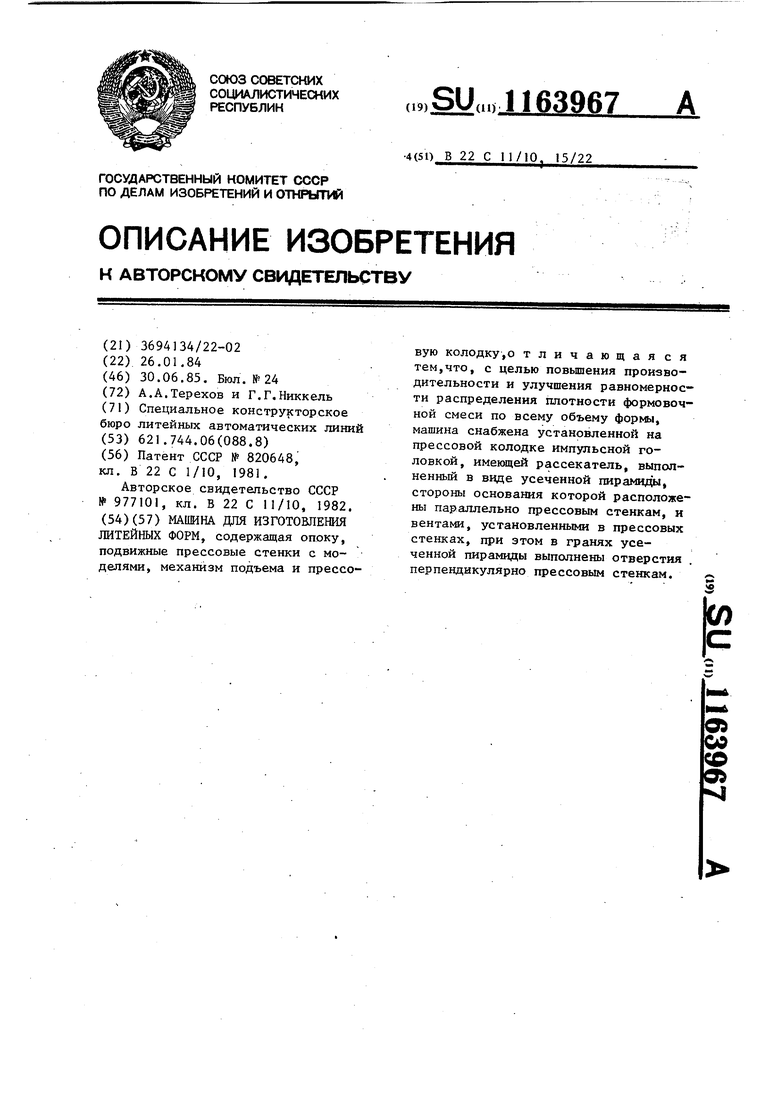
| Автоматическое устройство дляизгОТОВлЕНия лиТЕйНыХ фОРМ | 1972 |
|
SU820648A3 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Комнатная печь | 1925 |
|
SU977A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
