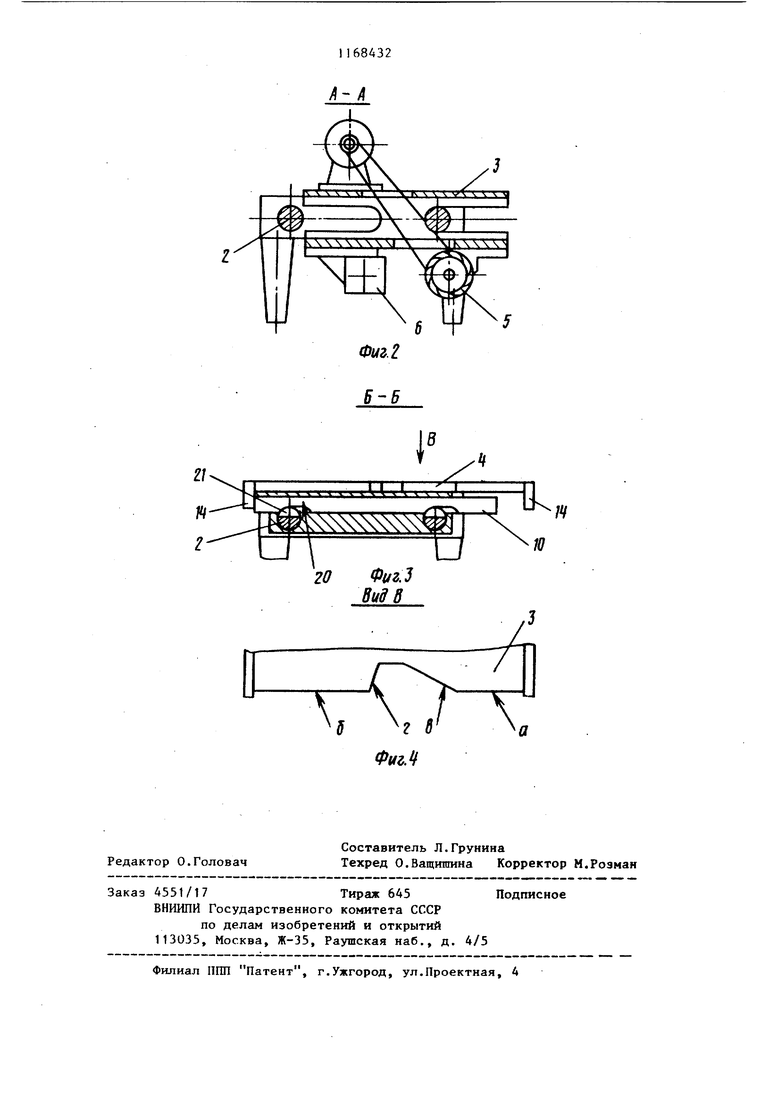
Изобретение относится к сварке трубчатых деталей из термопластов. Цель изобретения - повышение производительности устройства. На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 разрез А-А на фиг.1; на фиг.З разрез Б-Б на фиг.1; на фиг.4 вид В на фиг.З. Устройство для Сварки трубчатых деталей и термопластов содержит корпус 1, на котором установлены параллельно одна другой две направляющие 2, а также xapetKa 3 с возможностью перемещения в .направлении, перпендикулярном оси направляющих 2 на боковых поверхностях каретки расположены кулачки 4, которые соде жат участки а и б выстоя и участки б и г подъема. К каретке снизу симметрично ее поперечной оси на противоположных концах прикреплены торцевальный механизм 5 с двусторонней торцевой фрезой и нагреватель 6, имеющий рав кую с фрезой толщину. Расстояние между торцевальным механизмом и нагревателем должно быть больше макси мального диаметра свариваемых труб. На направляющих 2 по обе стороны каретки расположены траверсы 7, на которых установлены упоры 8, пол зуны 9 с призматическими захватами и защелки 10. На концах направляющих установле ны пружины 1 1, кронштейны 1s2 и гайк 13 для тарирования. Каретка 3 содержит четыре боковы упора 14, установленных с возможностью контакта с торцами защелок 1 предназначенных для фиксации,и расфиксаций траверс 7. Привод фрезы во вращение осущест вляется клинорйменной передачей от электородвигателя 15; На траверсе 7 выполнены по два направляющих элеме та 16. На ползуне 9 вмонтирована ви товая пара 17с рукояткой 18 для пе мещения призматических захватов пол зуна 9. Устройство расположено на ч тырех ножках 19. Защелка 10 представляет собой планку, установленную в траверсе с возможностью перемещения параллельн направлению перемещения каретки 3, и содержит два вьфеза 20. В направляющих 2 выполнены йопёречные пазы 22 21, предназначенные для ввода азщелки 10 при фиксации траверсы 7. Устройство работает следующим образом. Свариваемые трубы располагают в проеме призматических захватов ползуна 9. Каретка 3 устанавливается в крайнее левое положение, при котором фреза торцевального механизма 5 располагается в зоне сварки труб соосно им, упор 8 за счет взаинодействия с кулачком 4 проходит участок в подъема и останавливается на участке а выстоя, траверы 7 разведены, пружины 11 сжаты, защелки 10 упорами 14 введены в пазы 21 направляющих 2 и фиксируют траверсы 7. Трубы досылают до упора в торцы фрезы и закрепляют их в захватах ползунов 9 с помощью рукояток 18. Торцевание осуществляется при включенном электродвигателе 15. В процессе торцевания подача труб осуществляется при помощи винтовой пары 17. По окончании торцовки каретку 3 перемещают в крйнее правое положение, при котором фреза выводится из зоны сварки, а нагреватель 6 вводится в нее , упор 8 в перемещения каретки 3, не взаимодействуя с участками в и г кулачка, переходит на участок б выстоя, в конце перемещения каретки 3, вследствие взаимодействия соответствующих упоров 14 с защелками 10, последние выходят из пазов 21 направляющих 2, расфиксировав траверсы 7, траверсы остаются в разведенном состоянии, а пружины 11 сжаты, так как упор 8 контактирует с участком б выстоя кулачка 4. При этом торцы труб касаются нагревателя, и происходит оплавление. После окончания процесса оплавления каретку 3 перемещают влево до среднего положения, в котором каретка фиксируется, например, шариковым фиксатором. При движении каретки упоры 8 скользят по кулачку 4 и в момент полного выхода нагревателя из зоны сварки переходят с участка б на участок г кулачка 4. Концы оплавленных труб мгновенно соединяются. Происходит сварка. После охлаждения сварного шва обратным движением рукояток 18 разводятся призматические захваты,и уст-ройство снимается со свариваемых труб.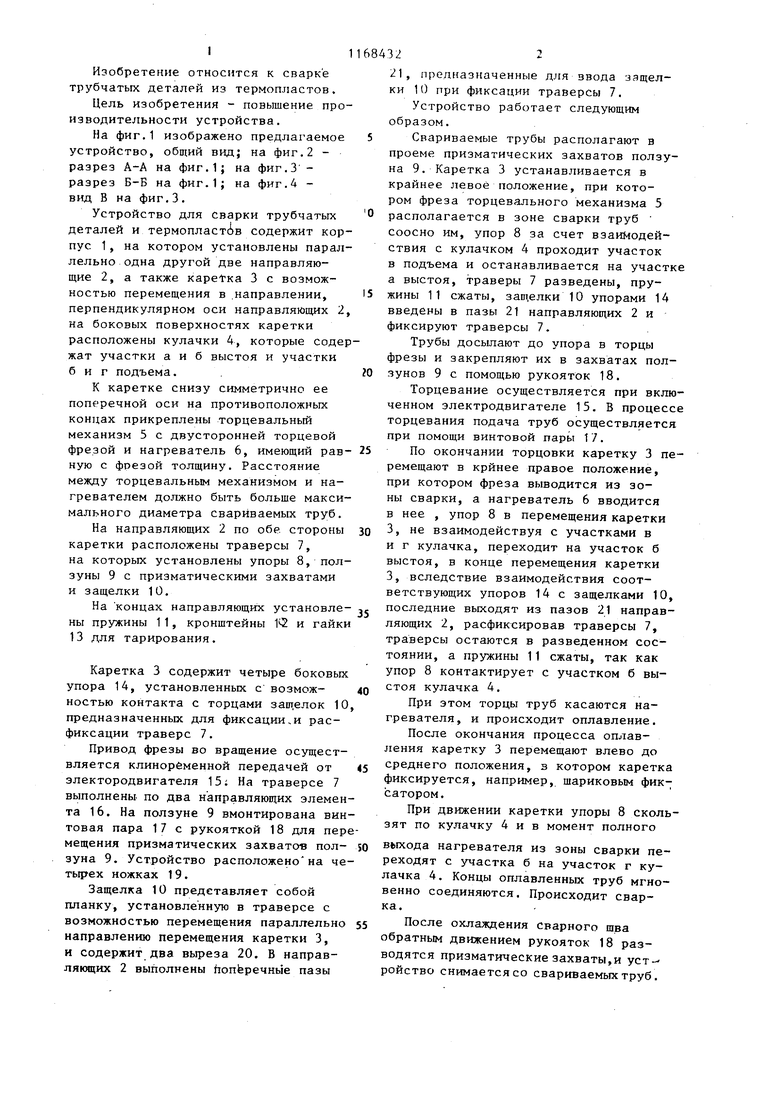
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки труб из термопластов и устройство для его осуществления | 1988 |
|
SU1627414A1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Устройство для сварки труб из термопластов | 1989 |
|
SU1687443A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1115910A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1435482A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1309459A1 |
| Установка для сварки труб из термопластов | 1973 |
|
SU501536A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1071443A1 |
| Установка для сварки пластмассовых труб | 1983 |
|
SU1141006A1 |
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1281436A1 |
УСТРОЙСТВО ДЛЯ СВАРКИ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТОВ содержащее корпус с направляющими /7, 5 И 11 в 84,42 А
| Устройство для сварки труб изТЕРМОплАСТОВ | 1979 |
|
SU821170A1 |
| Солесос | 1922 |
|
SU29A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 0 |
|
SU274911A1 |
| Солесос | 1922 |
|
SU29A1 |
