1
Изобретение относится к обработке металлов давлением, в частности к оснастке для холодной штамповки, и может быть использовано для изготовления деталей типа плоских колец из трубчатых или других полых цилиндрических заготовок.
Цель изобретения - снижение трудоемкости изготовления плоских колец за счет совмещения операций на одной позиции и упрощение изготовления изделий.
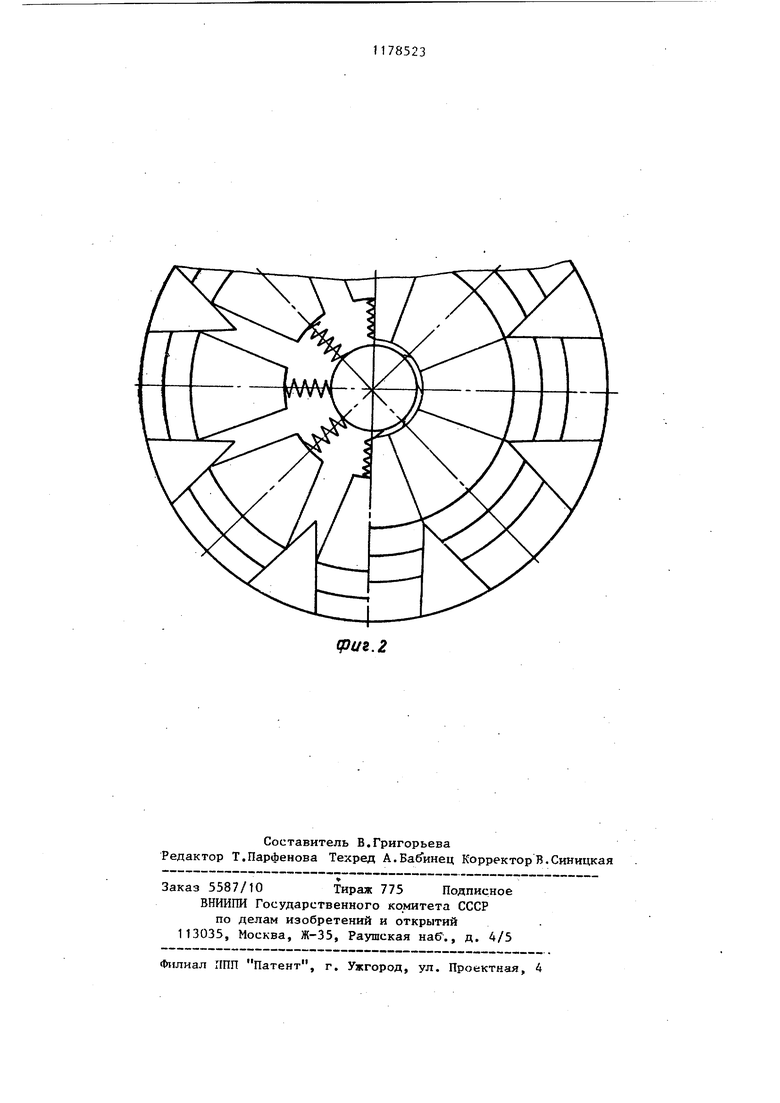
На фиг. 1 показан штамп, общий вид, поперечный разрез (слева в исходном положении, справа - в конечном рабочем положении); на фиг. 2 - нижняя плита и матрица, вид сверху, (слева в исходном положении, справа - в конечном рабочем положении).
Штамп содержит нижнюю плиту 1, в радиальных пазах которой расположена секционная матрица 2, снабженная в каждой секции вкладышами 3 с пружинами 4, верхнюю плиту 5 с приводом перемещения секций матрицы при wk сближении, выполненным в виде наклонных 6 и вертикальных 7 поверхностей. Штамп содержит также подпружиненный элемент 8 с пружинами 9, закрепленный в плите 5 винтами 10, и пружины 11 для раздвигания секций матрицы и возврата их в исходное положение. Вкладыши 3 выполнены с упорной боковой поверхностью 12 для обжима заготовки и торцовой осадочной поверхностью 13. Матрица вьтолнена с выступом, имеющим наюгонную 14 и вертикальную цилиндрическзто 15 поверхности, взаимодействующие с соответствующими 6 и 7 поверхностями привода перемещения. Подпружиненный элемент 8 выполнен на торце с рабочей поверхностью 16 для прижима при обжиме и для осадки.
Штамп работает следующим образом
Полая цилиндрическая заготовка 1 в виде обечайки, укладывается на
232
секции матрицы 2 и фиксируется по наружному контуру вкладышами 3. При ходе ползуна .пресса вниз подпружиненный элемент 8 прижимает заготовку 17 к секциям матрицы 2. В дальнейшем под действием наклонной поверхности 6 привода секции матрицы 5 сдвигаются к центру штампа,, вкладьш1И 3, поднятые над плоскостью матрицы 2 посредством пружины 4 на высоту h , своей упорной боковой поверхностью 12 уменьшают нижнюю часть заготовки 17, обжимают ее до необходимого диаметра, преобразуя
заготовку 17 в усеченный конус. После этого вступают в контакт вертикальные цилиндрические поверхности 7 и 15 привода и матрицы, в результате чего прекращается перемещение
секций матрицы 2, а верхняя плита 5 вступает в жесткий контакт с подпружиненным элементом 8, и начинается осадка конического полуфабриката между осадочными поверхностями 13
вкладьш1ей 3 и рабочей поверхностью подпружиненного элемента 8. При этом вкладыши 3 утопают в секциях матрицы.
В нижнем положении ползуна пресса происходит окончательное формообразование заготовки 14 в плоское кольцо. Размер наружного диаметра изделия контролируется верхней частью штампа, создающей подпор заготовки
в процессе осадки. При движении ползуна вверх изделие в виде плоского кольца выталкивается из верхней части штампа подпружиненным элементом 8, секции матрицы 2 возвращаются
в исходное положение под действием пружин 9.
Штамп имеет высокую производительность и может быть широко применен для получения плоских колец как из сварных заготовок из полосы, так и из трубных за один ход пресса.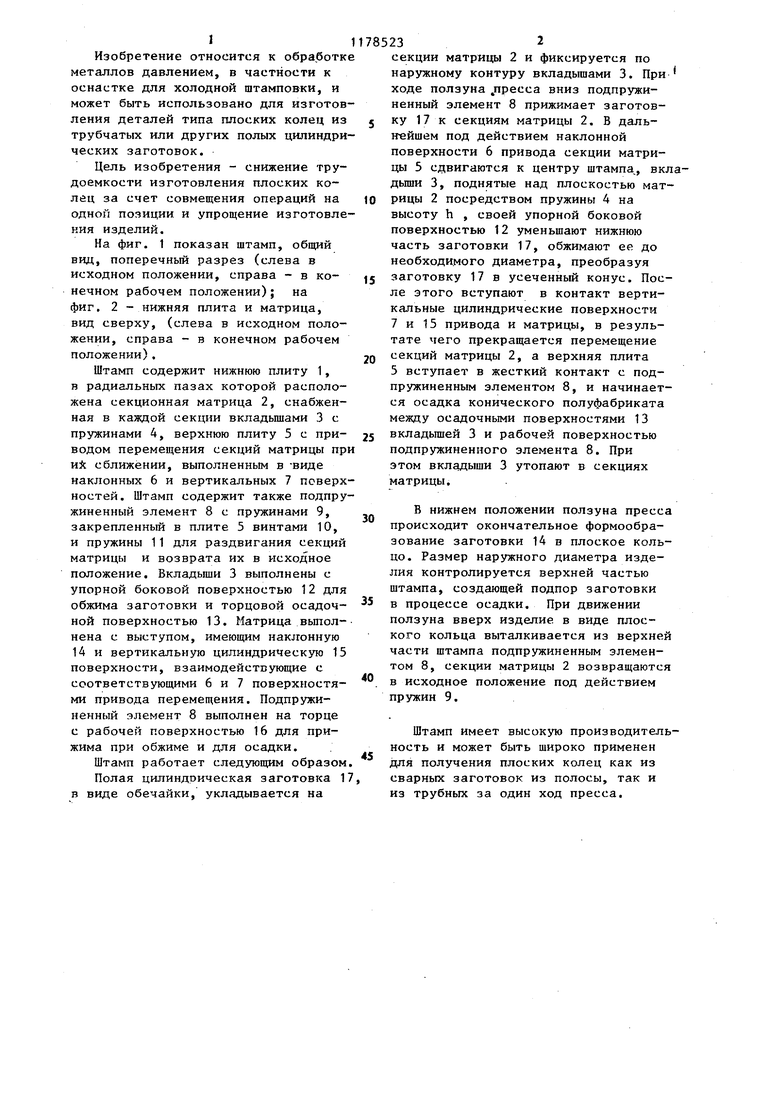
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для получения плоских колец | 1986 |
|
SU1297970A1 |
| Штамп совмещенного действия | 1986 |
|
SU1349843A1 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Способ обжима полых заготовок и устройство для его осуществления | 1985 |
|
SU1324723A1 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |
| Штамп для обжима полых тонкостенных цилиндрических заготовок | 1985 |
|
SU1274818A1 |
| Штамп для вытяжки | 1984 |
|
SU1192885A1 |
| Штамп для раздачи трубчатых заготовок | 1985 |
|
SU1304962A1 |
| Штамп для обжима трубчатых заготовок | 1986 |
|
SU1388153A1 |
| Штамп для обжима тонкостенных цилиндрических заготовок | 1985 |
|
SU1291250A1 |
1. ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ,ТЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ПРЕИМУЩЕСТВЕННО ПЛОСКИХ КОЛЕЦ из полой цилиндри5 ческой заготовки, содержащий раздвижную в радиальном направлении матрицу с выступами с наклонными и вертикальными поверхностями, смонтированную на нижней плите, подпружиненный элемент, установленный на верхней плите, механизм сближения и останова секций матрицы, взаимодействующей поочередно с наклонными и вертикальными поверхностями выступа матрицы, и механизм раздвижения секций матрицы, отличающийся тем, что, с целью снижения трудоемкости изготовления плоских колец за счет совмещения операций на одной позиции и упрощения в изготовления изделий, он снабжен вкла(Л дьгаами, подпружиненными в осевом направлении, установленными в каждой секции матрицы с возможностью совместного радиального перемещения и выполненными с упорной боковой поверхностью для заготовки и осадочной торцовой поверхностью, а на торце подпружиненного злемента выполнена рабочая поверхность для прижима и осадки.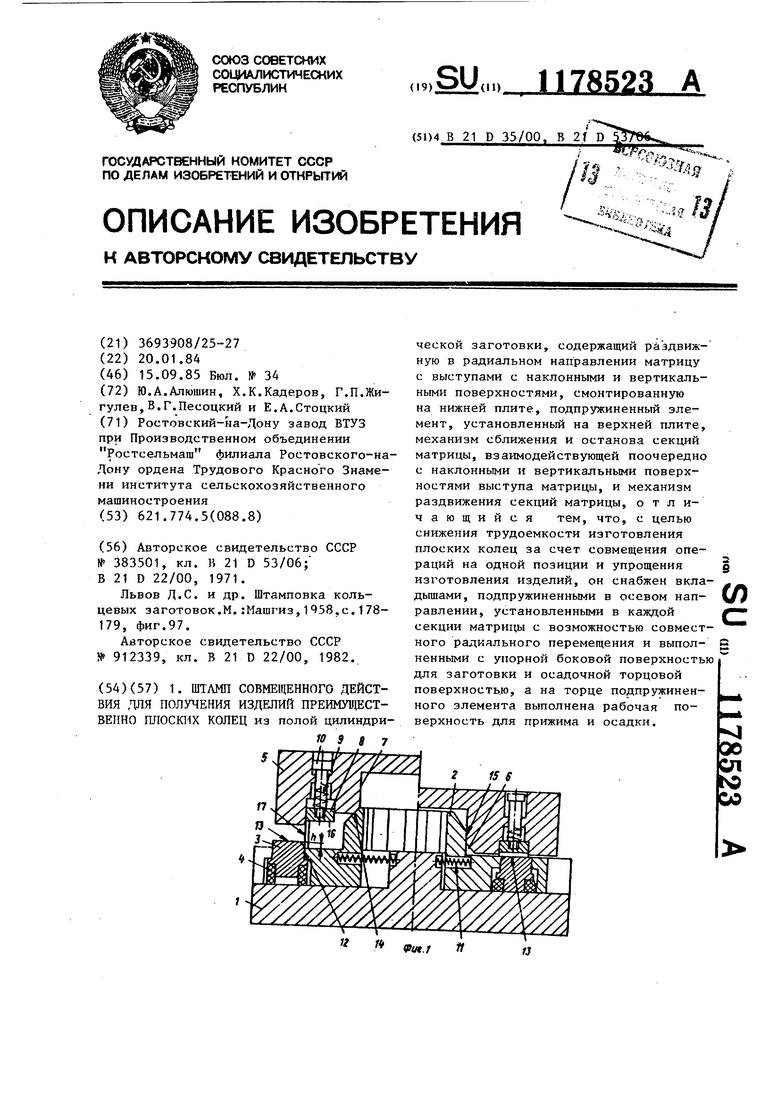
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КОЛЬЦЕВЫХ ДИСКОВ | 0 |
|
SU383501A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Львов Д.С | |||
| и др | |||
| Штамповка кольцевых заготовок.М.гМашгиз,1958.с.178179, фиг.97 | |||
| Штамп для формовки | 1980 |
|
SU912339A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
