f12
Изобретение относится к порошковой металлургии,- в частности к пресс- формам для прессования длинномерных тонкостенных изделий из порошка.
Цель изобретения - повышение размерной точности изделий.
На чертеже изображена предлагав - мая пресс-форма.
Пресс-форма состоит из матрицы 1, в которой размещены подкладки 2, жестко соединенные планками 3 с центральной металлической частью 4 стержня, пуансонов 5, сопрягаемых с эластичной частью 6 стержня по конической поверхности, металлических колец 7, охватывающих центральную часть стержня и сопрягаемых с ее эластичной частью. Сечение металлических колец имеет форму равнобедренной трапеции. В крайних кольцах большее основание такой трапеции обращено в сторону металлической части стержня, а в средних - в сторону эластичной, причем число трапеций, большее основание которых обращено к металлической части стержня, должно быть не менее 4 (по 2 с каждого крйя стержня)-, а число трапеций, большее основание которых обращено к эластичной части стержня, должно быть не менее 2.
Пресс-форма работает следующим образом.
В формующую полость пресс-формы засьшается порошкообразная смесь. После этого в пресс- орму вставляется пуансон 5, а формующая полость закрывается подкладкой 2. При этом
52
она жестко соединяется проходящей сквозь пазы пуансона 5 планкой 3 с металлической частью стержня 4. Собранную таким образом пресс-форму
помещают на стол пресса. К пуансону 5 прикладывают давление, которое передается эластичной части стержня 6. Происходит ее сжатие. При этом металлические кольца 7,
перемещаясь в вертикальном направлении, оказьшают дополнительное воздействие на эластичную ч.асть стержня. Воздействие направлено таким образом, что крайние части эластичного
стержня подвергаются дополнительному расширению, в то время как расширение средней части сдерживается благодаря тому, что кольца средней части при перемещении образуют замок. В результате происходит равномерное радиальное прессование длинномерных тонкостенных втулок. При зтом форма внутренней полости такой втулки близка к цилиндрической, а
распределение плотности по высоте равномерно.
Спрессованные в предлагаемой пресс-форме втулки имеют минимальные искажения формы, их размеры в
большей степени соответствуют заданным, внутренний диаметр втулки у ее краев 55,7 мм, в середине 55,9 мм. Это позволяет снизить припуски, на- . значаемые на их дальнейшую механкческую обработку, до 0,2-0,3 мм на диаметр. Экономия порошкового твердого сплава и снижение трудозатрат составляет 20%.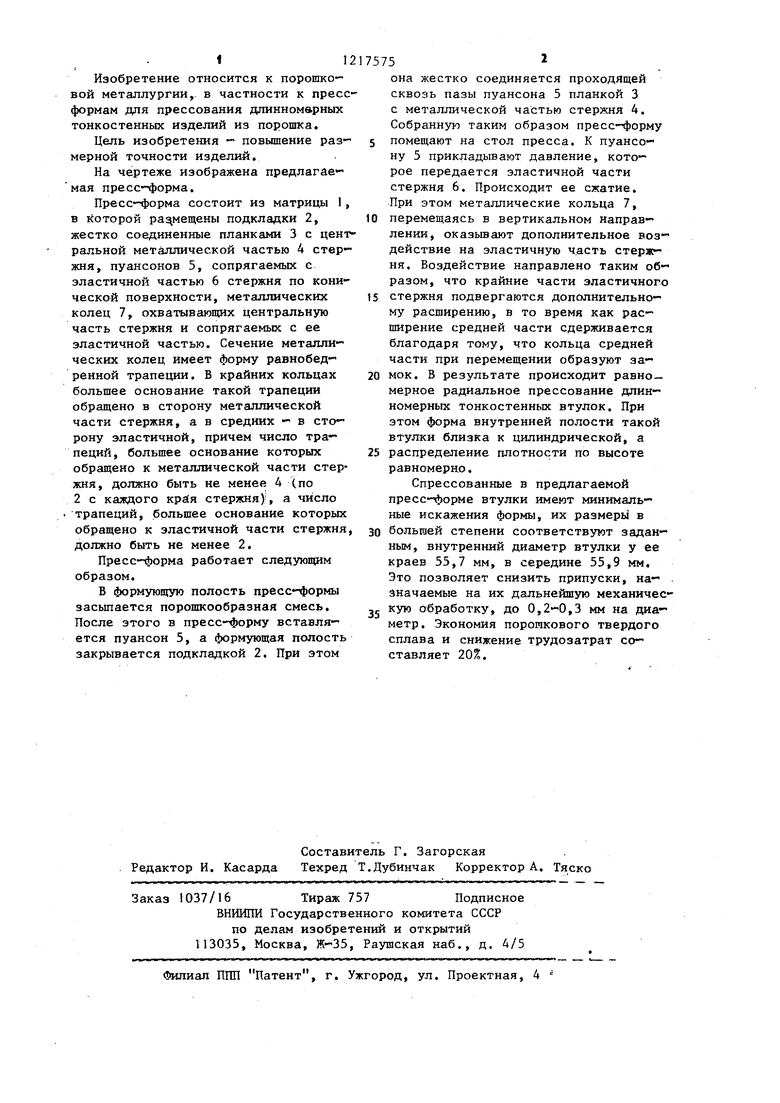
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования длинномерных изделий | 1986 |
|
SU1366290A2 |
| Пресс-форма для прессования длинномерных изделий из металлического порошка | 1982 |
|
SU1090498A1 |
| Устройство для прессования из порошка длинномерных тонкостенных втулок | 1986 |
|
SU1337193A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| Устройство для прессования изделий из порошка | 1987 |
|
SU1444078A1 |
| Пресс-форма для формования изделий из порошка | 1989 |
|
SU1673270A1 |
| УСТРОЙСТВО ДЛЯ НАПРЕССОВЫВАНИЯ ПОРОШКА НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ВТУЛОК | 1995 |
|
RU2102188C1 |
| Пресс-форма для прессования длинномерных изделий | 1985 |
|
SU1235657A2 |
| Пресс-форма для прессования порошков | 1978 |
|
SU791460A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА | 1991 |
|
RU2022709C1 |

| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| СПОСОБ ПРЕССОВАНИЯ Л1ЕТАЛЛОКЕРАМИЧЕСКИХЗАГОТОВОК | 0 |
|
SU307847A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
