2. Устройство для управления мерным резом, содержащее блок управления электроприводом летучих ножниц и импульсные датчики положения валков и перемещения полосы проката, подключенные к первому входу блока управления . электроприводом,, отличающееся тем, что, с целью повышения точности мерного реза, оно дополнительно снабжено двумя блоками измерения величины перемещения проката, блоком выделения максимума, содержащим регистр, дискриминатор числа и ключ переноса, умножителем, сумматором и блоком внесения поправки, при этом первые входы блоков измерения величины перемещения проката подключены к импульсному датчику перемещения полосы проката, первый вход блока внесения поправки соединен с
f
изобретение относится к обработке металлов давлением, в частнюсти к автоматизации станов и агрегатов с прорезкой проката на ходу.
Цель изобретения - повыЕшние точности мерного реза проката на ходу при случайных проскальзываниях мерительного ролика относительно поверхности проката.
Случайные проскальзывания мерительного ролика относительно поверхности проката возникают при случайных изменениях коэффициента трения ролика о прокат, при колебаниях скорости проката и т.п. Если рассматривать движение проката за полный оборот прокатного валка, жестко связанного с прокатом, то,на некоторых частях оборота валка проскальзывание мерительного ролика отсутствует,
Согласно предлагаемому способу фиксируют информацию измерителя длины на каждой из п равных частей оборота валка (п5;2, целое число). Выделяют наибольгазто по величине информацию, которая соотвефствует вращению мерительного ролика без проскальзывания, увеличивают эту информацию в п раз и в результате получают величину, соответствующую действительному перемещению проката за один обопервым вьгх.одом датчика положения валков, второй выход которого соединен с входом ключа переноса, второй вход первого блока измерения величины перемещения и сбросовый вход регистра подключены к первому выходу блока внесения поправки, выход первого блока измерения величины перемещения соединен с первым входом сумматора, второй вход которого подключен к выходу умноз сителя, один из входов которого соединен с выходом регистра, первый выход ключа переноса подключен к втором входу второго блока измерения величины перемещения, выход которого соединен с информационным входом регистра, а второй выход блока внесения поправки соединен с вторым входом блока управления электроприводом летучих ножниц.
-рот валка. Затем сравнивают полученную величину с информацией измерителя длины за один полный оборот валка. Если проскальзывание мерительного
ролика отсутствует, то обе величины будут равными.
Разность между расчетной величиной перемещения проката и информацией измерителя длины вводят в качест- ве поправки в систему управления электропривода летучих ножниц. Бла- годаг)я этому способу повышается точ- ночтъ реза, каждой мерной д.гины проката,
Использование же в качестве измерителя длины валка, жестко связанного с прокатом и вращшощегося без проскальзывания относительно поверхности проката, невозможно, поскольку
диаметры валков клетей могут быть
различными, кроме того, валки истираются, а при обжатиях металла окружная скорость валка отличается от скорости перемещения проката на выходе из ВсШков из-за явления опережения.
На чертеже приведена функциональная схема устройства для осуществления предлагаемого способа.
Летучее режущее устройство 1 разрезает на мерные длины нетферывно
движущийся прокат 2 и управляется системой 3 управления с помощью подключенного к ней импульсного датчика 4 перемещения полосы проката, механически связанного с мерительным роликом 5.
С прокатом 2 жестко связаны валки 6, к одному из которых подсоединен импульсный датчик 7 положения валков, который на одном выходе выдает п импульсов за один оборот валка 6, а на втором выходе выдает один импульс за один оборот валка 6.
К импульсному датчику 4 подключены также блоки 8 и 9 измерения перемещения проката 2. К nepBONry выходу датчика 7 подключен блок 10 выделения максимума. Блок 10 вьщеления максимума одним выходом подключен к умножителю 11 на число п, а другим выходом - к входу сброса блока 8 измерения перемещения проката. Выход умножителя П вместе с выходом блока 9 измерения перемещения проката подключены к сумматору 12, а выход последнего подключен к входу блока 13 внесения поправки. Второй вход блока 13 подключен к второму выходу датчика 7, а выходы - к системе управления 3 летучим режущим устройством 1 и к входам сброса блока 9 измерения перемещения проката и блока 10 выделения максимума.
Блок 10 выделения максимума содерит регистр 14, дискриминатор 15 чиса и ключ 16 переноса. Информационный вход регистра 14 подключен к выоду блока 8, входы управления по схеме И - к выходам дискриминатора 15 и ключа 16 переноса, а вход сброса регистра 14 подключен к второму выходу блока 13 внесения поправки. Входы дискриминатора 15 подключены к выходу блока 8 и к выходу регистра 14. Вход ключа 16 подключен к первому выходу датчика 7, а второй выход ключа 16 - к входу сброса блока 8.
Устройство работает следующим обазом.
Система 3 осуществляет управление ежущим устройством 1 для реза проката 2 на мерные длины по информации т датчика 4. Если возникает прокальзывание мерительного ролика 5 тносительно поверхности проката 2, о информация от датчика 4 имеет по- грещность. Поправка, учитывающая прокальзывание мерительного ролика 5,
289814
вносится в систему 3-управления блоком 13 внесе ния поправки. Последний переносит в систему 3 управ-ления число , находящееся на выходе сумматора 5 12, по сигналу со второго выхода датчика 7 после каждого оборота валка 6. Сумматор 12 вычисляет разность величин на выходах блока 9 измерения перемещения проката и умножителя 11.
to Блок 9 накапливает информацию от датчика 4 за один оборот валка 6 и после полного оборота сбрасывается в нуль сигналом с второго выхода блока 13. Умножитель 11 умножает имекщееся
15 на выходе блока 10 вьщеления максимума числа на п, что соответствует количеству сигналов на первом выходе датчика 7 за один оборот валка 6, Блок 10 выделяет наибольшее из
20 чисел, фop 5 pyeмыx блоком 8 измерения перемещения проката на каждой из равных частей одного оборота валка 6, т.е. фиксирует информацию, соответствующую вращению мерительного ролика
25 5 без проскальзывания относительно проката 2.
Сумматором 12 вычисляется разность на каждом обороте валка 6 между дей- 20 ствительным перемещением проката 2 и информацией, полученной с да тчика 4, которая в качестве поправки вводится в систему 3 управления на каждом обороте валка 6.
Работа блока 10 выделения максимума основана на сравнении числа А, на- когшенного блоком 8 измерения перемещения проката за период между сигналами с первого выхода датчика 7, и числа Б, записанного в регистр 14. Если А Б , то дискриминатором 15 раз- рещается запись в регистр 14 числа -А с помощью ключа 16 переноса по сигналу с первого выхода датчика 7. Одновременно с второго выхода ключа 16 производится сбрасывание в нуль блока 8.
Если А Б, то запись числа А в регистр 14 дискриминатором 15 запреща ется, однако сбрасывание блока 8 в нуль производится по каждому сигналу датчика 7.
После совершения валком 6 одного оборота цикл внесения поправки в сис55 тему 3 управления летучими ножницами 1 начинается заново. Таким образом, циклы внесения поправки соответствуют периодам вращения валка 6.
512289816
Благодаря предлагаемому выполне-:7правления электроприводом летунию устройства, реализующего предпа-чих ножниц, что повышает точгаемый способ, обеспечивается введе-ность мерного реза проката на
ние поправки в сигнал системыходу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к стану для мерной резки проката | 1981 |
|
SU1152728A1 |
| Устройство управления мерным резом проката | 1980 |
|
SU927422A1 |
| Линия для непрерывного изготовления гофрированных полос | 1987 |
|
SU1496854A1 |
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство автоматического управления стана с порезкой проката на ходу | 1973 |
|
SU617188A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
1. Способ управления мерным резом путем ввода в период между резами сигнала информации о перемещении проката от мерительного ролика, о т- личающийся тем, что, с целью повышения точности мерного ре- за при случайном характере проскальзывания мерительного ролика относительно поверхности проката, информацию о перемещении проката за каждый оборот прокатного валка, жестко связанного с прокатом, сравнивают с величиной перемещения проката,полученной от умножения на п величины перемещения проката за 1/п часть оборота прокатного валка, при которой информация о перемещении максимальная, и полученную разность используют как сигнал коррекции перемещения летучими ножницами... и (Л С а--/.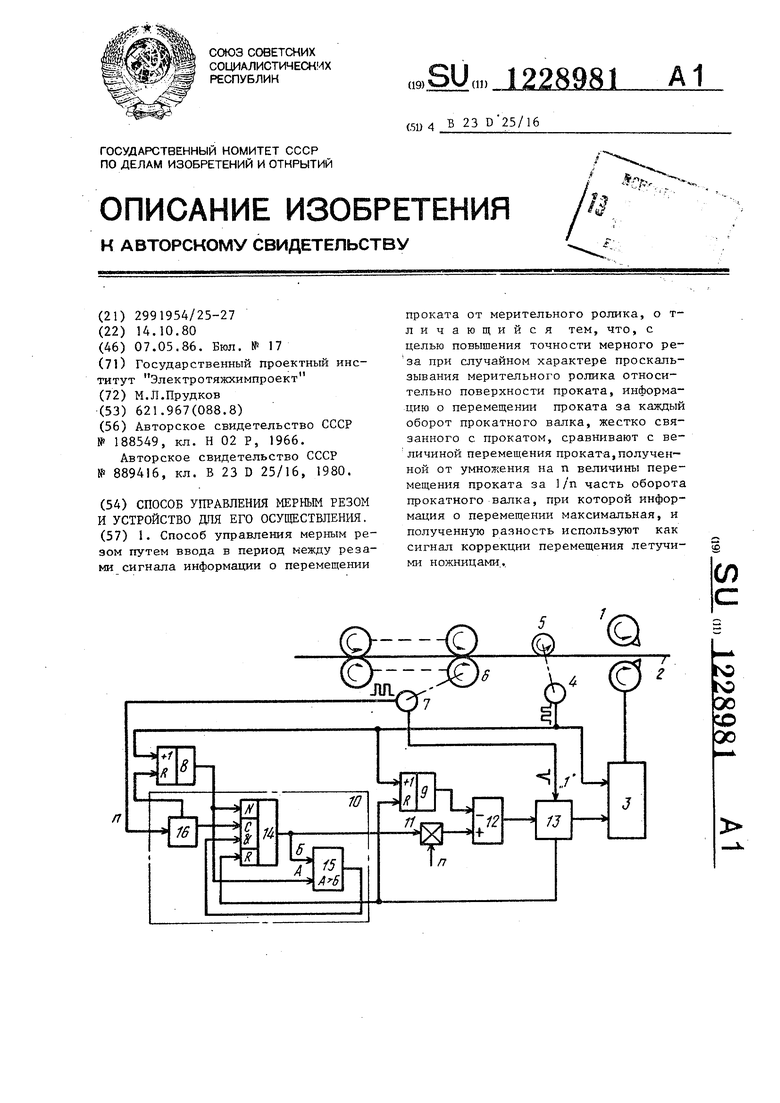
| СПОСОБ УПРАВЛЕНИЯ СЛЕДЯЩИМ ЭЛЕКТРОПРИВОДОМ | 0 |
|
SU188549A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Система управления приводом летучих ножниц | 1980 |
|
SU889416A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
