Изобретение относится к области металлов давлением и может быть использовано в кузнечно-прессовых цепях при охлаждении и смазке штампов при горячей штамповке.
Цель изобретения - повышение качества нанесения покрытия и равномерности распределения смазки при снижении расхода воздуха.
На фиг.1 представлено устройство для
дух из полости 6 по трубопроводу 11 поступает в воздухораспределитель 9, и далее но трубопроводу 12 - в диск-дозатор 7, увлекаемая воздухом смазка из дозатора подается на нижнюю матрицу по трубопроводу 13.
Подача воздуха и смазки производится с затуханием по мере расхода воздуха из полости 6 цилиндра 4 при перемещении его поршня, диск-дозатор 7 подает новые порции
смазки, общий вид; на фиг.2 - схема под- Ю смазки, которые увлекаются с меньшим давлением воздуха. Процесс смазки продолжается до тех пор, пока из полости 6 не иссякнет воздух. Количество выдачи доз смазки регулируется ходом штока цилиндра 4. Затем воздух из магистрали поступает через воздухораспределитель 9 в полость 6 цилиндра 4, а из полости 5 воздух поступает через воздухораспределитель 8 по трубопроводам 14 в диск-дозатор 7, увлекая смазку к другой матрице аналогично смазке
ключения устройства для смазки.
Устройство для смазки содержит бак 1 для смазки, узел 2 забора смазки, включающий поворотный вал 3, управляемый посредством цилиндра 4 с полостями 5 и 6. В бак 1 помещен диск-дозатор 7. К диску- дозатору 7 подводится сжатый воздух с переменным давлением. Подвод воздуха к диску-дозатору 7 осуществляется системой трубопроводов, связанных с магистральным
15
лением воздуха. Процесс смазки продолжается до тех пор, пока из полости 6 не иссякнет воздух. Количество выдачи доз смазки регулируется ходом штока цилиндра 4. Затем воздух из магистрали поступает через воздухораспределитель 9 в полость 6 цилиндра 4, а из полости 5 воздух поступает через воздухораспределитель 8 по трубопроводам 14 в диск-дозатор 7, увлекая смазку к другой матрице аналогично смазке
подводом сжатого воздуха и цилиндром 4. 2опервой матрицы.
Смазка деталей штампов предлагаемым
Для реализации способа проводиласьспособом дает возможность нанесения равносмазка горячештамповочного штампа. Примерного слоя смазки, чем повышается касмазке нижней матрицы магистральный воз-чество получаемых деталей, стойкость рабодух поступает в воздухораспределители 8 и 9чего инструмента (закрытого цлтампа), а
по трубопроводу 10 в полость 5 цилиндра 4, 25также снижается раход сжатого воздуха и
воздействуя на его поршень. При этом воз-смазки.
HadSad Soidufa из магистрали
дух из полости 6 по трубопроводу 11 поступает в воздухораспределитель 9, и далее но трубопроводу 12 - в диск-дозатор 7, увлекаемая воздухом смазка из дозатора подается на нижнюю матрицу по трубопроводу 13.
Подача воздуха и смазки производится с затуханием по мере расхода воздуха из полости 6 цилиндра 4 при перемещении его поршня, диск-дозатор 7 подает новые порции
смазки, которые увлекаются с меньшим давсмазки, которые увлекаются с меньшим дав
лением воздуха. Процесс смазки продолжается до тех пор, пока из полости 6 не иссякнет воздух. Количество выдачи доз смазки регулируется ходом штока цилиндра 4. Затем воздух из магистрали поступает через воздухораспределитель 9 в полость 6 цилиндра 4, а из полости 5 воздух поступает через воздухораспределитель 8 по трубопроводам 14 в диск-дозатор 7, увлекая смазку к другой матрице аналогично смазке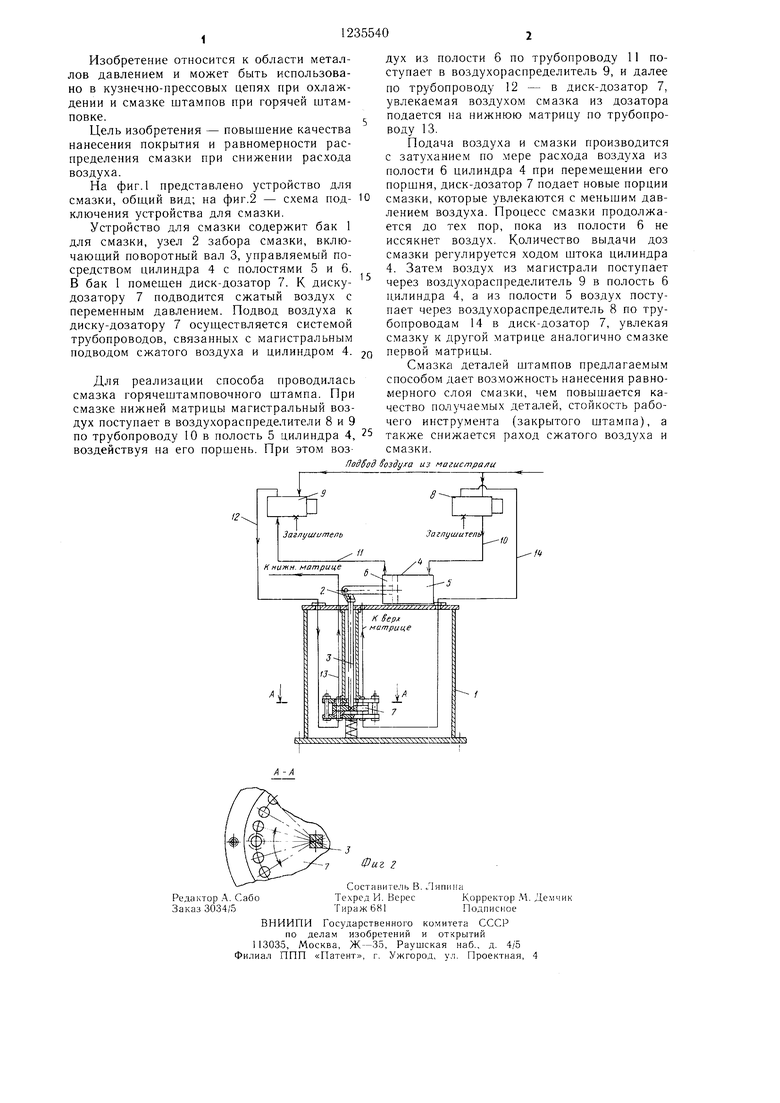
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смазки штамповочного инструмента | 1983 |
|
SU1117431A1 |
| Устройство для смазки штампов | 1985 |
|
SU1346317A1 |
| Автоматическая линия штамповки изделий с лезвиями | 1984 |
|
SU1255256A1 |
| Устройство для закладки смазки | 1978 |
|
SU699278A1 |
| Воздухораспределитель для не прямодействующего автоматического воздушного тормоза | 1930 |
|
SU21222A1 |
| Устройство для автоматической смазки штамповочного инструмента | 1978 |
|
SU747583A1 |
| ДОЗАТОР | 1972 |
|
SU425017A1 |
| Двухпроводная автоматическая тормозная система с сжатым воздухом | 1924 |
|
SU1173A1 |
| Устройство для смазки штампов | 1986 |
|
SU1386343A1 |
| Устройство для дозированной подачи смазки | 1990 |
|
SU1786333A1 |

| Устройство для охлаждения и смазки штампов | 1981 |
|
SU989227A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Устройство для смазки штампов | 1975 |
|
SU785587A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
