I1
Изобретение относится к г)Сюрудовя НИН) галр ваностегии и может быть использовано для управления линиями гальванопокрытий, в том числе и вклю- сгенных в систему гибкого ав гомяптмес кого управления.
Целью изобретения является повьгие- ние производительности линии.
На чертеже приведе.ча функциональная схема устройства улравлет1ия5 пересчитывающего прог рамму работы автооператора с учетом фактических условий .
Устройство содержит пульт 1 управления, блок 2 управлс пия, прибор 3 непрерывного настроя толщины покрытия, ycTpoiJCTBO 4 прогнозирования окончания ггроцесса, выход которого соединен с вычислительным устро 1ст- вом 5,
В гальванической линии 6 расноло- жень ванны 7 основного покрытия, а вдоль линии установленьл датчики 8 контроля состоя1п я Л5-ИТИИ. Первый вход вычислительного уст юйства 5 г1О,цк.чад- чен к выходу устройства 4 прогнс)зиро- вания окончаЕП-1я процесса, BTopoii лход вычислительного устройства гк.)дклго-меп к выходу датчиков 8 контроля - состояния гальванической линии 6, :: ретий вход вычислительного устройства 5 подключен к вьгходу пульта управления, выход зьптслителыкого устройства 5 подключен к одному из входов блока 2 управления, второй вход блока 2 управления соединен с одни:- из вьгходов прибора 3 иенре 1ывного контроля ,и}1Ы гальвамопокрьт Я, j cipo выход прибора 3 соединен с входом устройства А прог)-;оз -гпования окончп- ния процесса, входы прттбора 3 и: -а :-с - рывного контроля толиц-и ы 1 альна;- О1тс)-; рытия связань; с выходами датчиков / ванн основного процесса, а выход блока 2 управления гкодключен к ющему входу автооператора т алг-зг.ни- ческой лини;: 6.
Устройство управ.гкми я ;и;нисй з несепия гальва}1ическ1- х покрыт; Й р.п тает следующим образом.
Вычислительное устройство для i-: дог о вида - зделий, обрабатываемых линии, хранит в памяти данные о пс рядке прохо У1ения техиологнческ;-тх позиций, длитeJ Ьнocти обработки в ванпах подготовительных к заключительных операций,, общих ,пля все: р дов покрытия, и среднем знгчени ; F
360141
|-;а к;сс-ния гальзгитонокрытия для клждого вида изделий.
ус :-лио: зке ;-1еталей на позицию загрузки очератор иаж;- маст кнопку с:о:гг 5етстиую11 егс; вида ii3aejnfH на нульге 1 yvipaBjTF iiH. Зычисли елыюе устройство 5, исследуя инфорг.г;и1ию. Г1остуг;аюп1у-п с датчиков 8 гальваничес- 1;ой линии в,. T:i данные. храня:ч еся в г амяти5 составляет программу техноло- гзтческой обработки, рассчктьи ает вре- ся запуска деталеГ в обработку и вы- .дает сигнал paapenif HiiH запуска via блок / .пе1и-5я. Но ь омаиде с блока 2 управления автоопсратор забира- ст дета1п; si нзгтрпзляст ик и оПработ- Av , После зап мипочия нод1 отози ельных Операций. ii3. C:;MH noi D /жакггч я Б одну из Bfuui 7 нанс-ссигП ocj ornioro покры- г;: . При 31 мч включается прибор 3 liCaiDCpijnutcro контроля то-пщинг га ЛтВа- КМ1окр1;Пз-1я 5 кот1:)рый вь г;аст г лфорь ацию с ( K( iiO(;:TK rapac j n n-тя нокрьггля с уче - ч. М Г еа.:1ьгь х vc.iiOBvm обраГ отки, таких ,;;с ;о.1ппи;1 а TOK;I , TeNn iepaTy па элект- po.iijri a,. ве.чи1и-;;;а рИ и т. jv .. з вход ус тио1тс вг 4 рг1гчози1 овония ор;онча- 1л;я процесса, ) устроИстт с 4 ирогно- З1 ро1:1;и ия окс пчаипя ii jOHec:ca с л че- 1 им фактичес:1 их условр Н обработки оп- псделяетсу д.пптелтаюсч ь. ис:обхо,тимая ;,ля n( nv:-e;nur заданной TOJiiiUiHrji. Ин- форм;::1лия о Г|рсдпо:1Г : ас мой длг;тсльности 1:) ;.во;1ится Т тиччислителыюе уС грс1Йство 3 i; используется для пере- ; чст; начальной програмг-пя ,;1 31-Г кеи1:я а Л осл ератора е целы вывода трап- С1;орт1юго мсх пизма заранее, до окон- ГППУ: процесса на ч рсбуемуго нозитгию, п T;:i: ;x e для рае :стя. гшограмм гз работки 1;ос.чел,у|0;цих napT Tii тета.исй. -.) opi:ie с учетом с|:;актичес;л;- х условий оГ раГчггки имели бы Мгп;имальн1 е прос- :,ч liaHH основного проибсс а , Информа- .п-я ;. ;1,с1ст;1же :и)1 з; ;д,а1:иой j-o/ iinnHb iu: :p:-rr;ni ч редаетсг 1:з ;иибооа 3 не1 :;ерЫ ;НС;)(. КОН 1 рОЛЯ ТОГГЦИТЯЯ 3 бЛОК 2
у -ПСз... :;о омлидс ксп оро о авто i : :(Г а г;л 5 т зчлекает детали из ванны сч чозного покры ; -1Я ;ке лс дости- ;ji, уст зовлснпот о значения то.нщи- гч.л:пьг з- я .
3,123601Д4
зицию к окончанию процесса и извле- чения толщины покрытия, а это способ- кать детали из ванны непосредствен- ствует повышению производительности но при достижении установленного зна- линии.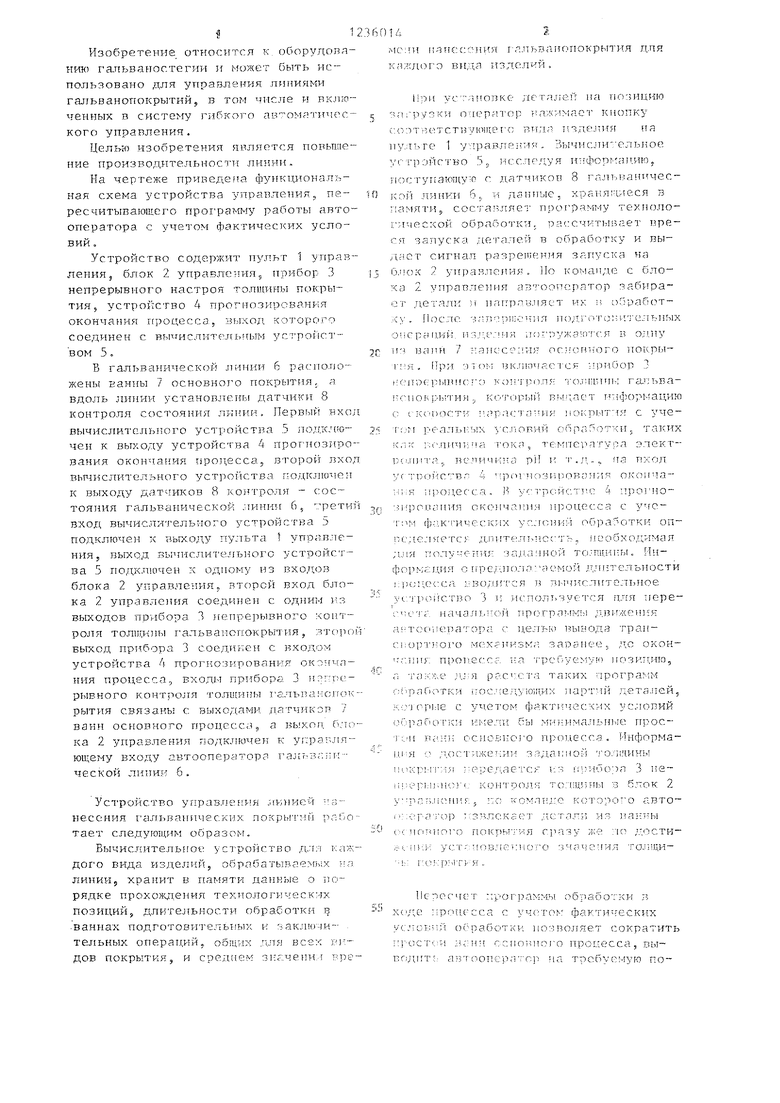
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления автооператором гальванической линии | 1976 |
|
SU636585A1 |
| Многопроцессная линия гальванических покрытий | 1988 |
|
SU1585396A1 |
| Устройство программного управления автооператорами гальванической линии | 1986 |
|
SU1339170A1 |
| Устройство для автоматического определения выхода по току | 1978 |
|
SU771198A1 |
| Устройство программного управления автооператорами гальванической линии | 1980 |
|
SU943337A1 |
| Установка для нанесения гальванических покрытий | 1982 |
|
SU1033583A1 |
| Система управления многопроцессной линией гальванопокрытий | 1976 |
|
SU653308A1 |
| Устройство для управления автоматическими линиями | 1980 |
|
SU954939A2 |
| Устройство для программного управления | 1982 |
|
SU1067470A1 |
| Автооператорная гальваническая линия | 1985 |
|
SU1330217A2 |

| УСТРОЙСТВО УПРАВЛЕНИЯ АВТООПЕРАТОРАМИ АВТОМАТИЧЕСКИХ ЛИНИЙ ГАЛЬВАНОПОКРЫТИЙ | 0 |
|
SU387041A1 |
| Устройство управления автооператором автоматических линий гальванопокрытий | 1983 |
|
SU1097721A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
