Изобретение относится к транспортной технике а именно к устройствам для разбора пачек .длинномерньи цилиндрических изделий (бревен, труб, стержней и т.д.).
Известно устройство для поштучной выдачи длинномерных цилиндрических изделий, содержащее приводной подающий конвейер, направляющую, установленную под углом к горизонтальной плоскости с обращенной в сторону подающего конвейера вершиной, захваты для изделий, установленные с возможностью перемещения вдоль направляющей и переходную площадку, расположенную между упомянутым конвейером и направляющей .
Недостаток указанного устройства заключается в том, что при отделении изделия от пачки подающий конвейер постоянно включен, что ведет к большим затратам энергии. Кроме того,в устройстве отсутствует контроль за наличием изделий, находящихся на направляющих.
Цель изобретения - снижение энергозатрат. .
Поставленная цель достигается тем что в устройство для поштучной выдачи длинномерных цилиндрических изделий, содержащее приводной подающий конвейер, направляющую, установленную под углом к горизонтальной плоскости с обращенной в сторону подакнцего конвейера вершиной, захваты для изделий,устновленные с возможностью перемещения вдоль направляющей, и переходнзто площадку, расположенную между конвейером и направляющей, снабжено установленной с возможностью перемещения по направляющей кареткой и приводом возврата ее в исходное положение, вклю- чакицим гибкий элемент, один конец которого жестко закреплен на каретке, а другой через направляющий блок соединен с противовесом, упорами для ограничения перемещения каретки,один из которых установлен на упомянутой направляющей в месте сопряжения последней с переходной площадкой, а другой - под направлякяцим блоком, и датчиком наличия изделия на переходной площадке, включающим закрепленную на каретке и подпружиненную отно сительно нее планку для изделий и вза1дмодействующий с последней, включенный в цепь управления приводом по
,
дающего конвейера конечный выключатель, при эт ом подающий конвейер и переходная площадка установлены с наклоном в сторону, противоположную нак5 лону направляющей.
На фиг. 1 схематически изображено устройство, общий вид; на фиг. 2 - захваты для изделий; на фиг. 3 - датчик наличия изделий на переходной
10 площадке.
Устройство содержит приводной подающий конвейер 1, установленный под углом к горизонтали. Величина угла выбирается из условия близкого ра15 венства тангенса угла коэффициенту трения качания f изделия, находящихся на тяговом органе 2 подающего конвейера 1. В этом случае исключается вероятность самопроизвольного смеще20 ния запаса изделий.
Статический коэффициент трения скольжения поперек волокон древесных заготовок по металлу заключен в пределах f 0,57-0,61. В этом случае
25 угол рекомендуется увеличивать до 30.
, За счет составляющей G (фиг.1) веса изделий G, находящихся на конвейере 1, угол позволяет значительно уменьшить усилие в тяговом органе 2, необходимое для перемещения всего запаса изделий.
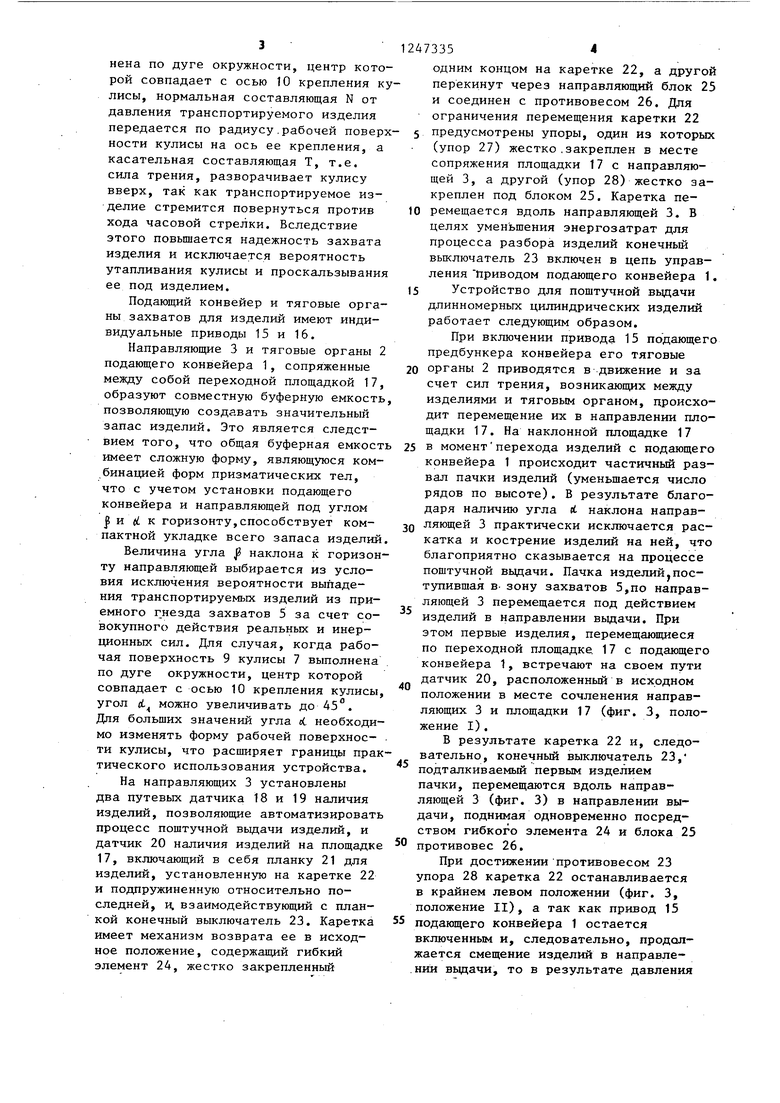
Кроме того, устройство содержит наклонные направляющие 3, под которыми размещены на тяговом органе 4 захваты 5 для изделий, состоящие .из кривошипа 6 и кулисы 7, шарнирно соединенных между собой ползушкой 8. Рабочая поверхность 9 кулисы 7 выполнена по дуге окружности, центр которой совпадает с осью 10 крепления кулисы. Вдоль одного из радиусов рабочей поверхности в теле кулисы вырезана прорезь 11, в которой скользит ползушка 8. Кривошип и кулиса шарнирно закреплены на осях 10 тягового органа 4. По концам осей 10 шарнирно посажены опорные ползуны 12,на которых по направляющим 13 имеют возможность перемещаться захваты, рабочие поверхности которых удерживаются над направляющими 3 под действием силы тяжести противовесов 14. При этом по ширине устройства устанавливается два тяговых органа с захватами для изделий.
Благодаря тому, что рабочая поверхность 9 кулисы 7 (фиг. 2) выполЗС
35
40
45
50
55
йена по дуге окружности, центр которой совпадает с осью 10 крепления кулисы, нормальная составляющая N от давления транспортируемого изделия передается по радиусу.рабочей поверхности кулисы на ось ее крепления, а касательная составляющая Т, т.е. сила трения, разворачивает кулису вверх, так как транспортируемое изделие стремится повернуться против хода часовой стрелки. Вследствие этого повышается надежность захвата изделия и исключается вероятность утапливания кулисы и проскальзывания ее под изделием.
Подающий конвейер и тяговые органы захватов для изделий имеют индивидуальные приводы 15 и 16.
Направляющие 3 и тяговые органы 2 подающего конвейера 1, сопряженные между собой переходной площадкой 17, образуют совместную буферную емкость позволяющую создавать значительный запас изделий. Это является следствием того, что общая буферная емкост имеет сложную форму, являющуюся ком- .бинацией форм призматических тел, что с учетом установки подающего конвейера и направляющей под углом I и (i к горизонту,способствует компактной укладке всего запаса изделий Величина угла наклона к горизонту направляющей выбирается из условия исключения вероятности выпадения транспортируемых изделий из приемного г.незда захватов 5 за счет совокупного действия реальных и инерционных сил. Для случая, когда рабочая поверхность 9 кулисы 7 выполнена по дуге окружности, центр которой совпадает с осью 10 крепления кулисы, угол d- можно увеличивать до 45. Для больших значений угла ei необходимо изменять форму рабочей поверхнос- ти кулисы, что расширяет границы практического использования устройства.
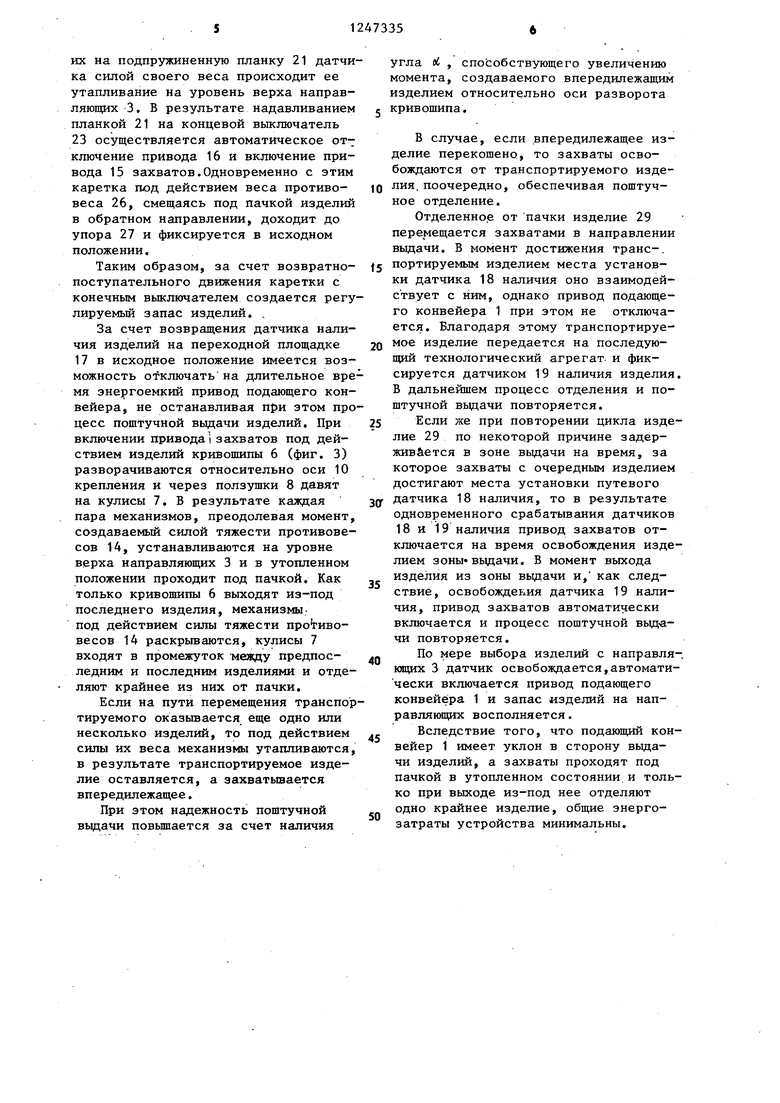
На направляющих 3 установлены два путевых датчика 18 и 19 наличия изделий, позволяющие автоматизировать процесс поштучной вьщачи изделий, и датчик 20 наличия изделий на площадке 17, включающий в себя планку 21 для изделий, установленную на каретке 22 и подпружиненную относительно последней, и взаимодействующий с планкой конечный выключатель 23. Каретка имеет механизм возврата ее в исходное положение, содержащий гибкий элемент 24, жестко закрепленный
2473354
одним концом на каретке 22, а другой перекинут через направляющий блок 25 и соединен с противовесом 26. Для ограничения перемещения каретки 22
5 предусмотрены упоры, один из которых (упор 27) жестко.закреплен в месте сопряжения площадки 17 с направляющей 3, а другой (упор 28) жестко закреплен под блоком 25. Каретка пе10 ремещается вдоль направляющей 3. В целях уменьшения энергозатрат для процесса разбора изделий конечный вьжлючатель 23 включен в цепь управления Приводом подающего конвейера 1.
15 Устройство для поштучной выдачи длинномерных цилиндрических изделий работает следующим образом.
При включении привода 15 подающего предбункера конвейера его тяговые
20 органы 2 приводятся в движение и за счет сил трения, возникающих между изделиями и тяговым органом, происходит перемещение их в направлении площадки 17. На наклонной площадке 17
25 в момент перехода изделий с подающего конвейера 1 происходит частичный развал пачки изделий (уменьшается число рядов по высоте). В результате благодаря наличию угла Л наклона направ3Q ляющей 3 практически исключается раскатка и кострение изделий на ней, что благоприятно сказывается на процессе поштучной выдачи. Пачка изделий,поступившая в зону захватов 5,по направляющей 3 перемещается под действием изделий в направлении выдачи. При этом первые изделия, перемещающиеся по переходной площадке. 17 с подающего конвейера 1, встречают на своем пути датчик 20, расположенный в исходном положении в месте сочленения направляющих 3 и площадки 17 (фиг. 3, положение I) .
В результате каретка 22 и, следовательно, конечный выключатель 23, подталкиваемый первым изделием пачки, перемещаются вдоль направляющей 3 (фиг. 3) в направлении выдачи, поднимая одновременно посредством гибкого элемента 24 и блока 25 противовес 26.
При достижении противовесом 23 упора 28 каретка 22 останавливается в крайнем левом положении (фиг. 3, положение II), а так как привод 15 5 подающего конвейера 1 остается
включенным и, следовательно, продолжается смещение изделий в направле- .НИИ выдачи, то в результате давления
5
0
их на подпружиненную планку 21 датчика силой своего веса происходит ее утапливание на уровень верха направляющих 3. В результате надавливанием планкой 21 на концевой выключатель 23 осуществляется автоматическое от-; ключение привода 16 и включение привода 15 захватов.Одновременно с этим каретка шэд действием веса противовеса 26, смещаясь под пачкой изделий в обратном направлении, доходит до упора 27 и фиксируется в исходном положении.
Таким образом, за счет возвратно- поступательного движения каретки с конечным выключателем создается регулируемый запас изделий. ,
За счет возвращения датчика наличия изделий на переходной площадке 17 в исходное положение имеется возможность отключать на длительное время энергоемкий привод подающего конвейера, не останавливая при этом процесс поштучной вьщачи изделий. При включении привода I захватов под действием изделий кривощипы 6 (фиг. 3) разворачивгиотся относительно оси 10 крепления и через ползушки 8 давят на кулисы 7. В результате каждая пара механизмов, преодолевая момент, создаваемый силой тяжести противовесов 14, устанавливаются на уровне верха направляющих 3 и в утопленном положении проходит под пачкой. Как только кривошипы 6 выходят из-под последнего изделия, механизмы- под действием силы тяжести про гиво- весов 14 раскрьгоаются, кулисы 7 входят в промежуток между предпоследним и последним изделиями и отделяют крайнее из них от пачки.
Если на пути перемещения транспортируемого оказывается еще одно или несколько изделий, то под действием силы их веса механизмы утапливаются, в результате транспортируемое изделие оставляется, а захватьшается впередилежащее.
При этом надежность поштучной выдачи повьш1ается за счет наличия
угла d , способствующего увеличению момента, создаваемого впередилежащим изделием относительно оси разворота 5 кривошипа.
В случае, если впередилежащее изделие перекошено, то захваты освобождаются от транспортируемого издеO ЛИЯ. поочередно, обеспечивая поштучное отделение.
Отделенное от пачки изделие 29 перемещается захватами в направлении вьщачи. В момент достижения транс-.
j портируемым изделием места установки датчика 18 наличия оно взаимодействует с ним, однако привод подающего конвейера 1 при этом не отключается. Благодаря этому транспортируе0 мое изделие передается на последующий технологический агрегат, и фиксируется датчиком 19 наличия изделия. В дальнейшем процесс отделения и поштучной вьщачи повторяется.
5 Если же при повторении цикла изделие 29 по некоторой причине задерживается в зоне вьщачи на время, за которое захваты с очередным изделием достигают места установки путевого
(у датчика 18 наличия, то в результате одновременного срабатывания датчиков 18 и 19 наличия привод захватов отключается на время освобождения изделием зоны выдачи. В момент выхода изделия из зоны вьщачи и, как следствие, освобождения датчика 19 наличия, привод захватов автоматически включается и процесс поштучной чи повторяется.
д По мере выбора изделий с направля-. кшщх 3 датчик освобождается,автомати- чески включается привод подающего конвейера 1 и запас изделий на направляющих восполняется.
Вследствие того, что подающий конвейер 1 имеет уклон в сторону вьщачи изделий, а захваты проходят под пачкой в утопленном состоянии и только при выходе из-под нее отделяют одно крайнее изделие, общие энерго5
0
затраты устройства минимальны.
Ю 6
Редактор Л. Повхан
Составитель А.Никитина
Техред.н.Бонкало Корректор Е.Сирохмал
Заказ 4071/22Тираж 833Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
26U
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накопления и поштучной выдачи длинномерных цилиндрических изделий | 1984 |
|
SU1286482A1 |
| Устройство для передачи пачки длинномерных изделий от транспортного средства к питателю | 1989 |
|
SU1684198A1 |
| Устройство для разбора пакета длинномерных изделий и поштучной их выдачи | 1985 |
|
SU1386537A1 |
| Устройство для поштучной выдачи длинномерных грузов | 1984 |
|
SU1232603A2 |
| Устройство для поштучной выдачи заготовок | 1983 |
|
SU1159852A1 |
| Устройство для штучной выдачи длинномерных изделий | 1986 |
|
SU1426902A2 |
| Устройство для разборки полых цилиндрических изделий | 1990 |
|
SU1794835A1 |
| Устройство для накопления и поштучной выдачи длинномерных изделий | 1988 |
|
SU1518243A1 |
| Устройство для поштучной выдачи бревен | 1974 |
|
SU713134A2 |
| Устройство для поштучной подачи цилиндрических заготовок | 1991 |
|
SU1810245A1 |

| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| f оно снабжено установленной с возможностью перемещения по направляющей кареткой с приводом возврата ее в исходное положение, включающим гибкий элемент, один конегс которого жестко закреплен на каретке, а другой через направляющий блок соединен с противовесом, упорами для ограничения перемещения каретки, один из которых установлен на указанной направляющей в месте сопряжения последней с переходной площадкой, а другой - под направляющим блоком, и датчиком наличия изделий на переходной площадке, включающим закрепленную на каретке и подпружиненную относительно нее планку для изделий и взаимодействующий с последней, включенный в цепь управления приводом подающего конвейера конечный выключатель, при этом подающий конвейер и переходная площадка установлены с наклоном в сторону, противоположную наклону напр авлякидей | |||
| (Л ю СлР оо СП | |||
