Изобретение относится к порошковой металлургии, в частности к устройствам для получения изделий из порошков экструзией.
Цель изобретения - повышение ка- чества изделий и снижение усилий прессования.
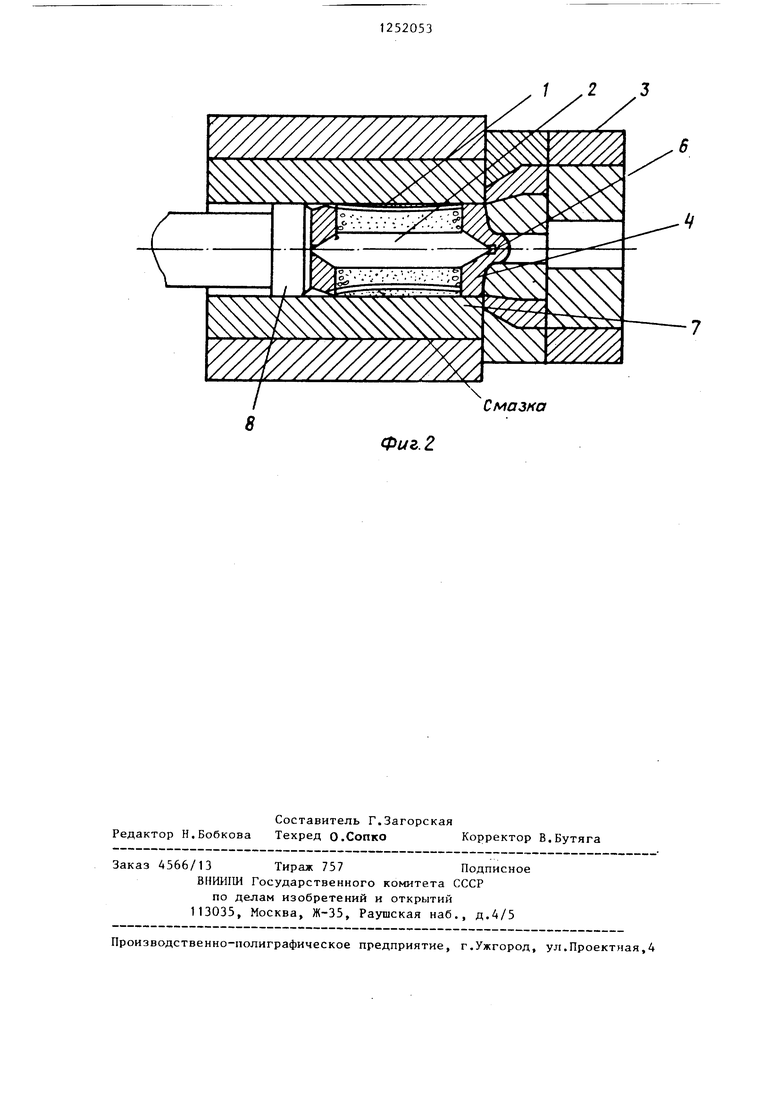
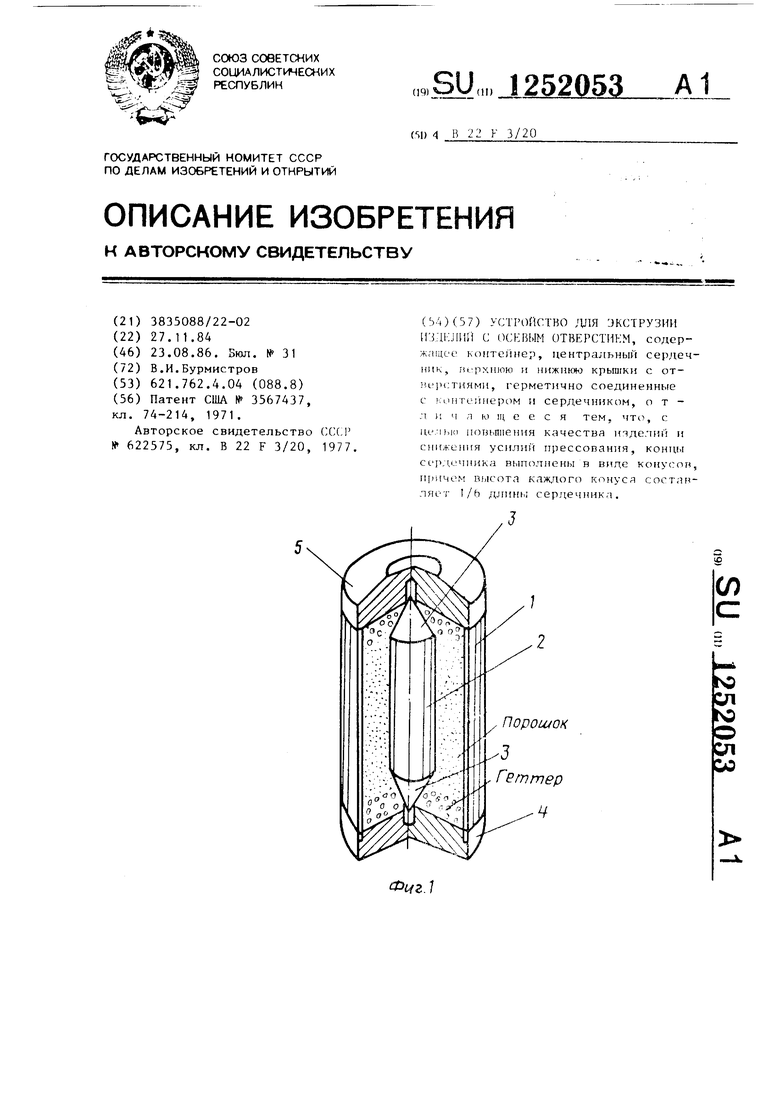
На фиг. 1 представлено устройств обищй вид в разрезе; на фиг, 2 - за готовка в процессе горячей экструзи
Устройство для экструзии изделий с осевым отверстием состоит из контейнера 1, выполненного в виде трубы, помещенного в него центрального сердечника 2, концы которого вьтол- нены в виде конусов 3 и крышек 4 и с отверстиями 6. Высота каждого конуса составляет 1/6 длины сердечник Устройство помещают для экструдиров НИН в прессе, включающем втулку 7 и пресс-шайбу 8.
Устройство работает следующим образом.
Предлагаемое
Известное Без конуса
В процессе горячей экструзии, в ее начальной стадии - распрессовке и уплотнении порошка, центральный сердечник 2 своими концами, выпол- ненньми в виде конусов 3, заходит в отверстия 6 крышек 4 и 5 каждый на 1/6 длины сердечника. При этом диаметр крьш1ек увеличивается до соприкосновения со стенками отверстия втулки 7 за счет раздачи металла от центра к периферии конусами 3. Таким образом на наружной цилиндрической части устройства происходит замыкание смазки, которая полностью сохраняется и не выдавливается при распрессовке к пресс-шайбе 8, как это происходит при экструзии биметаллических порошковых заготовок. При этом усилие прессования снижается на 15-20%.
Данные, касающиеся влияния размера конусов сердечника на качество изделий и параметры процесса прессования, приведены в таблице.
Эксцентричность до 20%
Эксцентричность до 10%
Эксцентричности нет
Эксцентричность до 5%
Неодинаковый ди- аметр сердечника по длине
Гофры на оболочке 220
Смазка
Фиг. г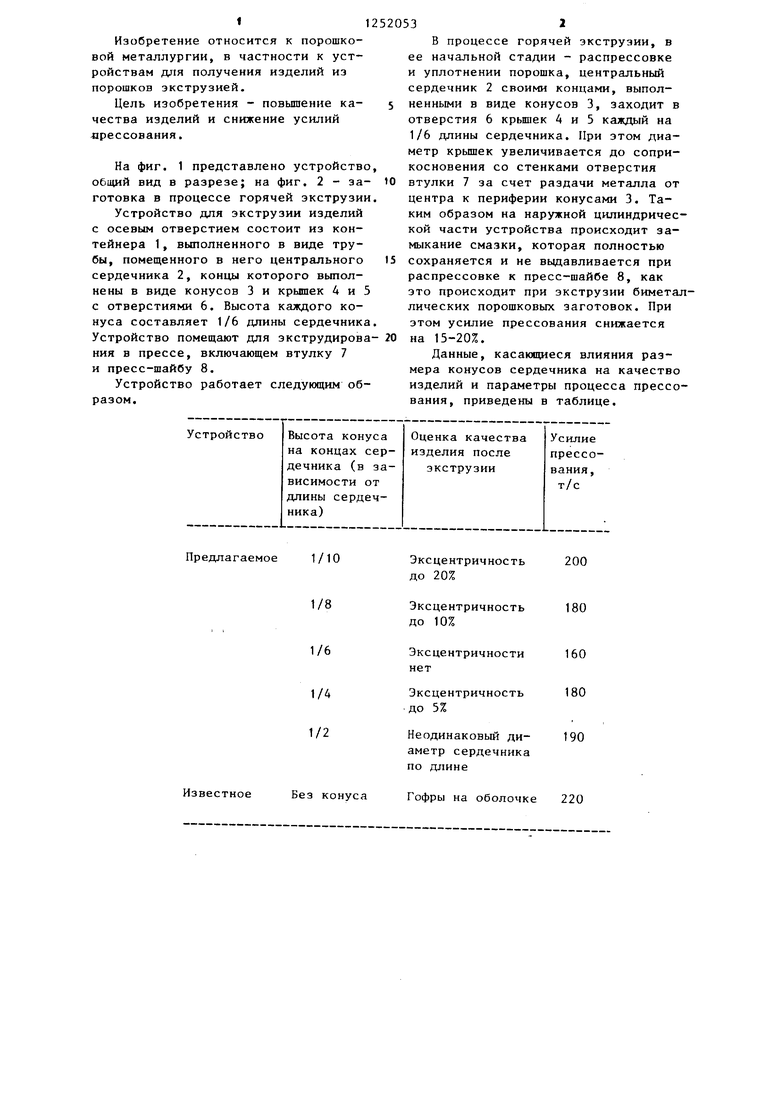
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горячего прессования труднодеформируемых сплавов | 2017 |
|
RU2668646C1 |
| Заготовка для изготовления прутков с внутренними каналами | 1982 |
|
SU1052336A1 |
| Способ горячего экструдирования порошкового металла | 1990 |
|
SU1704922A1 |
| Способ изготовления стальных биметаллических труб | 1986 |
|
SU1569144A1 |
| Пресс-форма для прессования изделий из порошка | 1981 |
|
SU1016070A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2333061C2 |
| Способ распрессовки прессованных изделий с отверстиями | 1990 |
|
SU1715494A1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ТВЕРДЫХ ТРУДНОДЕФОРМИРУЕМЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2451576C1 |
| Контейнер для экструзии порошков | 1983 |
|
SU1148710A1 |
| Способ изготовления порошковой проволоки и устройство для его осуществления | 1990 |
|
SU1780925A1 |
| Патент ClUA (С 3567437, кл | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| Устройство для прессования изделий с осевым отверстием | 1977 |
|
SU622575A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
