f
Изобретение относится к машиностроению, а именно к механообрабаты- вающему производству, и может быть использовано для создания регуляр- ньпс микрорельефов на торцовых, а также на наружных и внутренних цилиндрических поверхностях деталей.
Цель изобретения - повышение износостойкости обрабатываемых поверзс- йостей за счет образования синусоидального канала с увеличенным радиусом закругления.
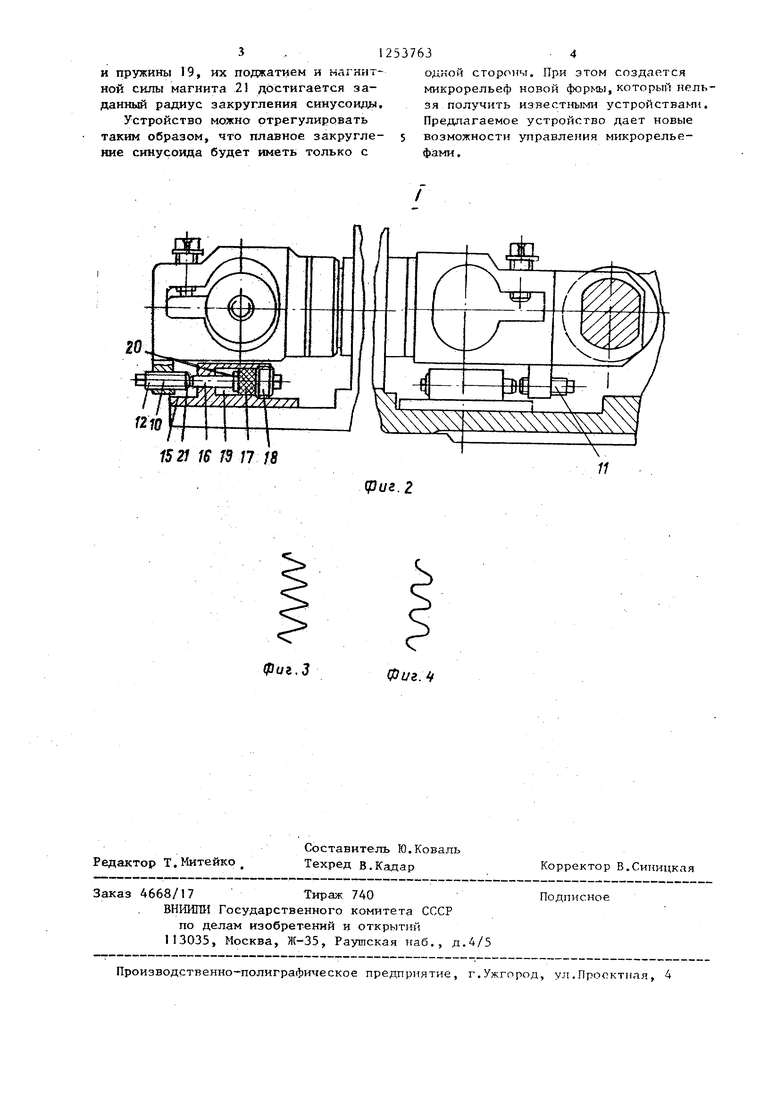
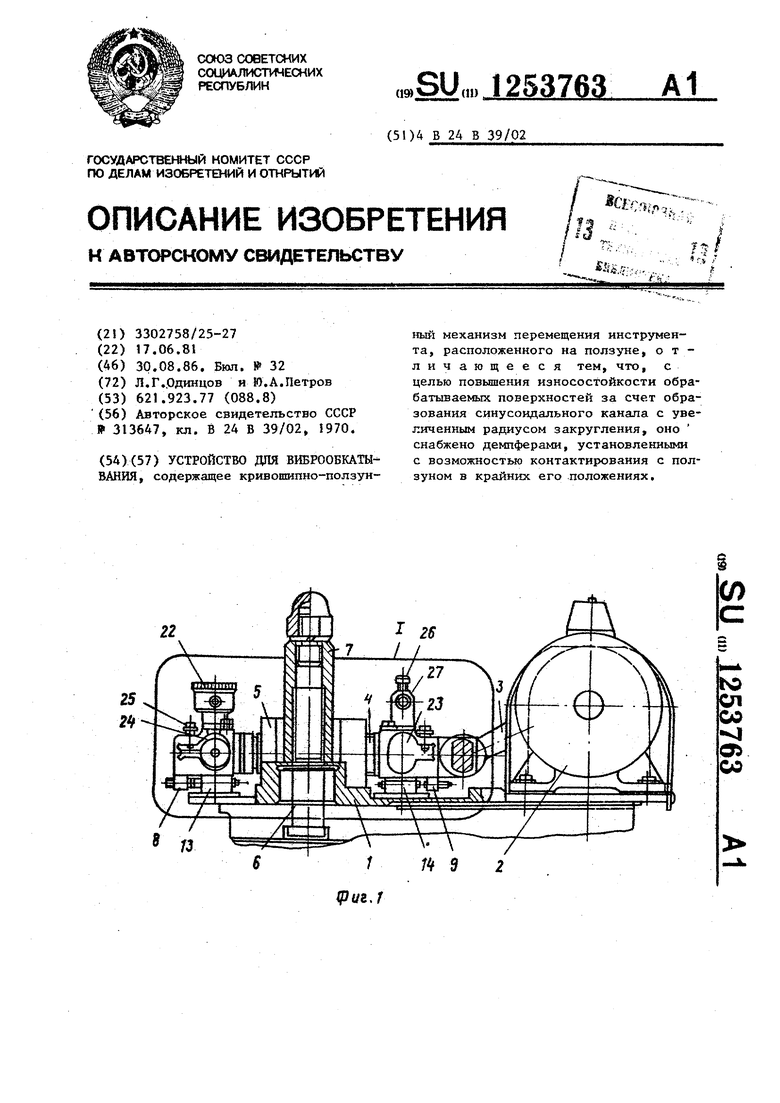
На фиг. Г показано устройство, общий вид; на фиг. 2 - узел I на фиг.1; на фиг. .3 синусоидальный канал, получаемый с помощью известных устройств;.на фиг. 4 - канал, получаемый предлагаемым устройством.
Устройство состоит из miHTf 1 для размещения всех механизмов и элементов, электродвигателя 2, шатуна 3 траверсы 4, корпуса 5, поворотного пальца 6, соед51ненного с втулкой 7, кронштейнов 8 и 9, установленных на траверсе 4, микрометрических виг- тон 10 и 1 с контргайками 2, демпферов 3 и 14, размещенных на плите I. Де1и(пферы представляют собой корпус 15, в отверстии которого с возможностью свободного возвратно- поступательноро перемещения установлен упор 16, с одной стороны которого в корпусе размещена резиновая пробка 17, поджатая винтом 18, ас другой стороны - пружина 19, Упор 16 имеет головку 20, посредством которой он соединен с пружиной 19, а рабочий торец упора снабжен магнитом 21. Траверса 4, перемещающаяся возвратно-поступательно в отверстии корпуса 5, имеет два симметричных гнезда 22 и 23, в которые устанавливаются оправки с инструментами и фиксируются винтами 24 , Для контролирования натяга, создаваемого в начале обработки между инструментом и обрабатываемой поверхностью, предусмотрен индикатор 25., устанавливаемый на стойке 26 в гпе)з,е 27.
Оправки, устанавливаемь е в гнездах 22 и 23, могут иметь самое разнообразное исполнение: прямого действия, рычажные и т.д. Оправки снабже- ны силовыми элементами, например пружинами, с помощью которых задают определенную силу выглаживания.
Устройство можно поворачивать на станке относительно пальца 6 и уста7632
навливать по оси станка перпендикулярно оси, либо под любым углом к оси станка. Это обеспечивает быструю переналадку приспособления щгя обработки различных поверхностей - торцовых и цилиндрических.
Устройство работает сдедзгкицим образом.
0
5
20
25
30
35
40
45
50
55
Устройство устанавливают на токарный станок вместо разцедержателя, а электродвигатель 2 подсоединяют к электросати.В гнездах 22 и 23 закреп- ляют инструментальные державки, выполненные в соответствии с конкретными условиями обработки. Например, с помощью различных державок можно одновременно обрабатывать наружную и внутреннюю цилиндрические поверхности. Обрабатываемую деталь закрепляют в патрон станка. Затем устанавливают режим обработки: амплитуду колебаний инструмента, подачу, скорость вращения, подводят устройство до соприкосновения инструментов с обрабатываемь - ми поверхностями и дают натяг величиной 0,4 - 1,00 мм, контролируемый по индикатору 25. После этого одновременно включают вращение электродвигателя 2, вращение ббрабатьшаемой детали и подачу. При этом шатун 3 получает от-эксцентрикового узпа возвратно-поступательное перемещение и передает это движение траверсе 4, несущей, инструментальные державки.Вместе с траверсой возвратно-поступательно перемещаются симметричные кронштейны 8 и 9 с микрометрическими винтами IО и 11.
г
1-1икрометрические винты отрегулированы таким образом, что в левой мертвой точке винт 11 касается упора 1 6 демпфера 14, а в правой мертвой точке соответственно винт 10 касается упора демпфера 13. Во время касания упоров в мертвых точках резиновая пробка 17 демпферов препятствует дальнейшему перемещению винтов 10,11 и затормаживает их. При обратном движении винтов аналогичное торможение, но с противоположной стороны, обеспечивается магнитами 21. Этим самым обеспечивается торможение инструмента в мертвых точках, в результате чего достигается плавная, округлая форма синусоидального канала (фпг.Д). Экспериментальным подбором жесткости резиновой пробки 17
и пружины 19, их подхатием и нагниi- ной силы магнита 21 достигается заданный радиус закругления синусоиды.
Устройство можно отрегулировать таким образом, что плавное закругление синусоида будет иметь только с
одкон стороны. При этом создается микрорельеф новой , которьп нельзя получить известными устройствами Предлагаемое устройство дает новые возможности управления микрорельефами.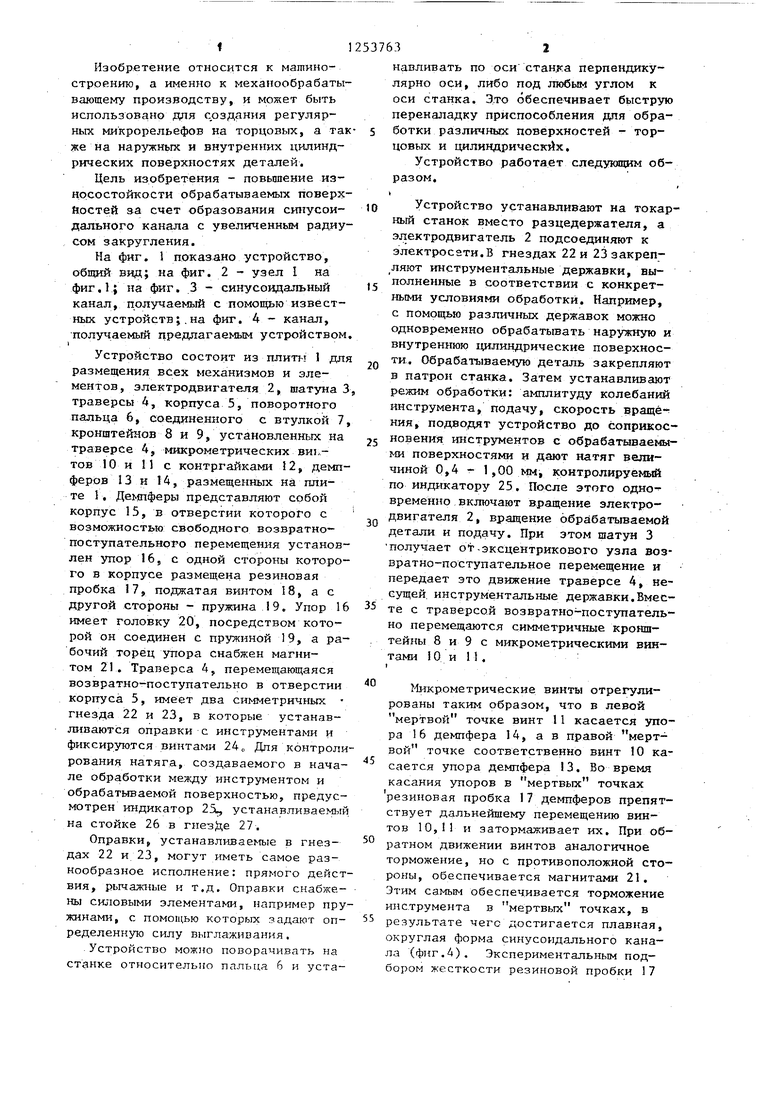
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ МНОГООПЕРАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1971 |
|
SU415071A1 |
| Устройство для чистовой обработки поверхностей | 1978 |
|
SU707784A1 |
| Ультразвуковая головка | 1986 |
|
SU1395466A1 |
| Устройство автоматической смены инструментов сверлильно-фрезерного станка | 1982 |
|
SU1047649A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| РАСПИЛОВОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КАМНЯ | 1967 |
|
SU193985A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ТОРОИДНЫХ ВАЛКОВ | 1966 |
|
SU214330A1 |
| Устройство для поверхностно-упрочняющей обработки | 1991 |
|
SU1794634A1 |
| Устройство для обработки плоских поверхностей деталей вибронакатыванием | 1985 |
|
SU1411125A1 |
| СПОСОБ ВИБРОУПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2009 |
|
RU2429962C2 |
Г521 IS 13 П 1В
uz.Z
фиг.З
Редактор Т.Митейко .
Составитель Ю.Коваль Техред В.Кадар
Заказ 4668/17Тираж 740
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-ЗЗ, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Фиг.
Корректор В.Синицкая
Подписное
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 0 |
|
SU313647A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
