Изобретение относится к тепловой обработке стекла и может быть использовано на заводах, выпускающих стеклянные трубы, и предприятиях, ис- пользуюЕЩХ стеклянные трубы.
Цель изобретения - повышение качества за счет исключения трения скольжения при формовании бурта.
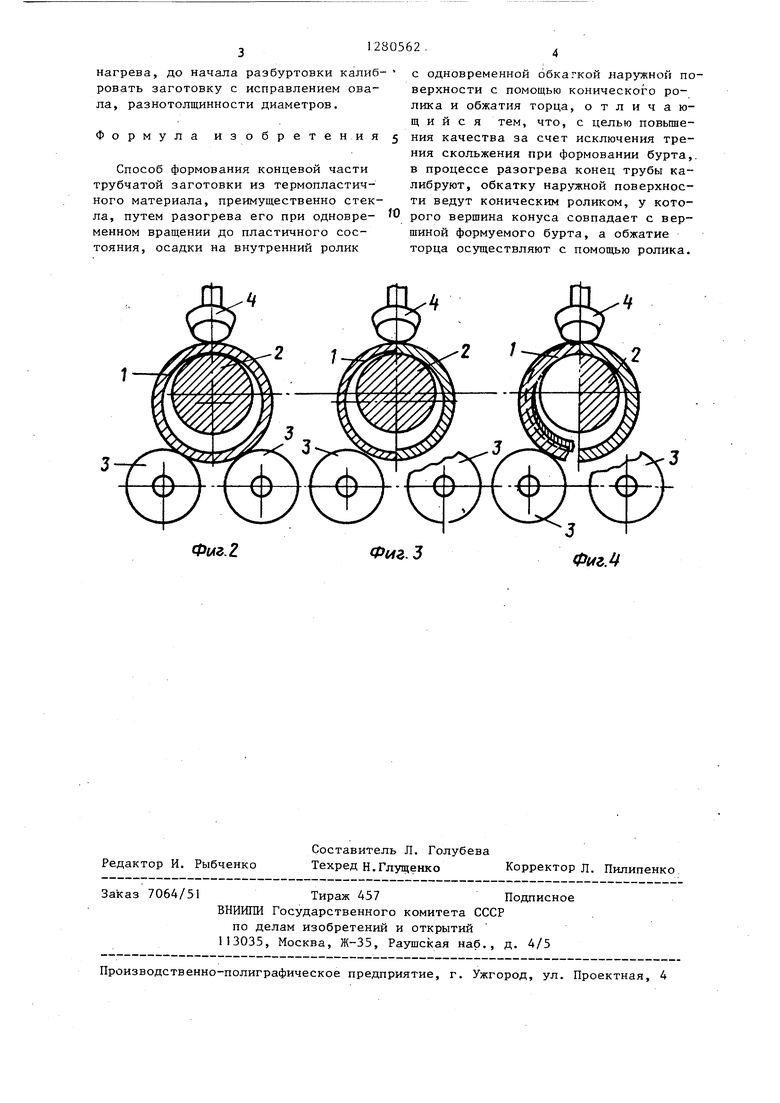
На фиг. 1 схематично показан момент конца формоЕ.ания; на фиг. 2 - схема настройки элементов формования по заготовке номинальных размеров; на фиг. 3 - схема калибровки концевой части трубчатой заготовки наибольшего наружного диаметра с наименьшей толщиной стенки; на фиг.4 - то же, дош заготовки с наименьшим наружным диаметром и наибольшей толщиной стенки.
Спосо.б формования концевой части :Трубча 1;ой заготовки из термопластич- ного материала, преимущественно стек ла, осуществляют следующим образом.
Предназначенный для разбуртовки конец трубчатой :-1аготовки 1 укладывают на опоры. При этом, идеальная труба (с размерами без отклонений от номиналы-1ых) располагается сразу на двух опорах -(см. фиг. 2): на внутреннем ролике 2, выполненном цилиндрическим, и наружных опорных роликах 3, расположенных в зоне, не подверженной нагреву.
Труба с избыточным наружным диаметром и нормальной стенкой располагается только на наружных опорных роликах 3, а между внутренней стенкой Трубы и внут 5енним роликом 2 образуется зазор (см. фиг. З). Труба ,с уменьщеннь м внутренним диаметром и нормальной стенкой располагается только на внутреннем ролике 2, а между наружной поверхностью трубы и нару7{сными опорньп и роликами 3 образуется зазор (см, фиг. 4).
Обкатку наружной поверхности осуществляют коническим роликом 4, вершина конуса которого совпадает с вершиной формуемого бурта, а обжатие торца осуществляют с помощью ролика 5, установленного на линейно подвижной опоре 6.
Трубчатой заг(зтовке 1, коническо- 55 ° упрощает установку ее на оборуму ролику 4 и внутреннему ролику 2 сообщают вращение. При эт(м условием, исключающим скольжение, является равенство окружных скоростей в общих
точках на образующих соприкасающихся тел вращения
V IT.D..d
, п
X..,n,,
где
частота вращения трубчатой заготовки;
диаметр бурта и внутренний диаметр трубчатой заготовки; диаметр и частота вращения конического ролики 4; диаметр и частота вращения внутреннего ролика 2. Например, для двухдюймовой трубчатой заготовки D 72 мм, .d 50 мм.
D и d d Hh,
,
d, 54,1
72 65
MM
1,I08n;
0
5
0
5
0
5
0
50.,l.n,
n
j-n 1 ,108n.
pa5g
4 45,
Включают горелки. В процессе зогрева конец трубы калибруют.
По мере возрастания пластичности труба либо выбирает зазор над наружными опорными роликами 3, развальце- вавшись под действием собственной массы, либо просто подготавливается к последующему опусканию конического ролика 4. Далее опускают конический ролик 4 до упора. При этом возможна местная кольцевая осадка наружного диаметра трубы.
Вводят в контакт (смещением либо трубы, либо формующего комплекта роликов) ролик для обжатия торца, и, осуществляя далее продольный нажим, ожидают заполнения профиля бурта, образуемого в пространстве между формующими роликами.
Подн11мают конический ролик 4, восстанавливают исходное положение формующих роликов и заготовку отдают на отжиг.
, Выполнение конического ролика с вершиной, совпадающей с вершино формуемого бурта, обеспечивает совпадение величин окружных скоростей по линии контакта, что исключает трение скольжения, вызывающее скручивание материала трубчатой заготовки.
Предложенный способ обеспечивает опору трубчатой заготовки на двух уровнях с использованием внутренней и наружной поверхностей заготовки.
дование, обеспечивает полную независимость от допускаемой значительной продольной кривизны трубы, а также позволяет автоматически, по мере
нагрева, до начала разбуртовки калиб- ровать заготовку с исправлением овала, разнотолщинности диаметров.
Формула изобретения 5
Способ формования концевой части трубчатой заготовки из термопластичного материала, преимущественно стекс одновременной обкагкой наружной поверхности с помощью конического ролика и обжатия торца, отличающийся тем, что, с целью повышения качества за счет исключения трения скольжения при формовании бурта,. в процессе разогрева конец трубы калибруют, обкатку наружной поверхности ведут коническим роликом, у котола, путем разогрева его при одновре- О рого вершина конуса совпадает с вер- менном вращении до пластичного сое- шиной формуемого бурта, а обжатие тояния, осадки на внутренний ролик торца осуществляют с помощью ролика.
с одновременной обкагкой наружной поверхности с помощью конического ролика и обжатия торца, отличающийся тем, что, с целью повышения качества за счет исключения трения скольжения при формовании бурта,. в процессе разогрева конец трубы калибруют, обкатку наружной поверхности ведут коническим роликом, у которого вершина конуса совпадает с вер- шиной формуемого бурта, а обжатие торца осуществляют с помощью ролика.
Фиг.г
Редактор И. Рыбченко
Составитель Л. Голубева
Техред Н.Глущенко Корректор л. Пилипенко
Заказ 7064/51Тираж 457Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
- ™ - -- - ------- -- ------------- ----- -- - -- i -- -i.----Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.З
Ф14гМ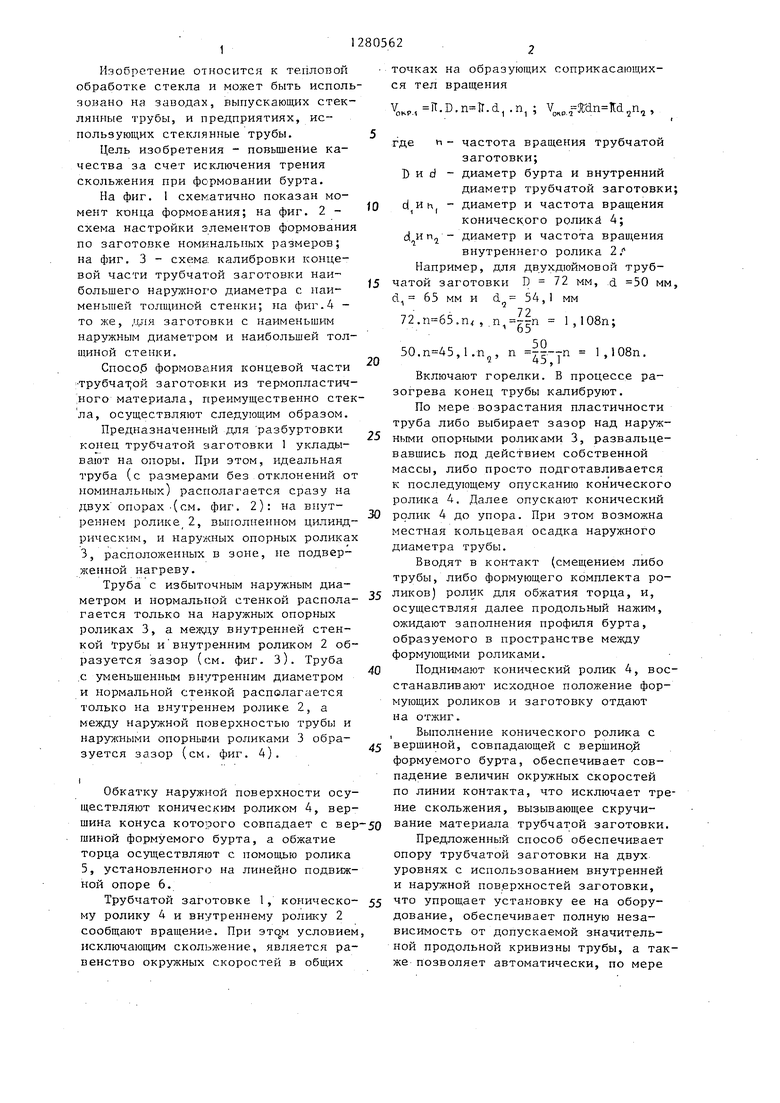
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для РАЗБУРТОВКИ СТЕКЛЯННЫХ ТРУБ | 1973 |
|
SU364568A1 |
| Способ резьбового трубного соединения для пластмассовых труб и устройство для его осуществления | 1989 |
|
SU1728568A1 |
| Способ получения на трубе плоского фланца | 1986 |
|
SU1412839A1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ФОРМОВКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ U-ОБРАЗНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2340422C2 |
| Способ поперечно-клиновой обкатки труб и инструмент для его осуществления | 1986 |
|
SU1494996A1 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149750C1 |
| ОБКАТНАЯ ГОЛОВКА | 2016 |
|
RU2632747C2 |
| Устройство для отбортовки труб | 1977 |
|
SU745575A1 |
| Патент США № 3257186, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
| УСТРОЙСТВО для РАЗБУРТОВКИ СТЕКЛЯННЫХ ТРУБ | 0 |
|
SU364568A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ устранения перекоса осей цилиндрических деталей при сварке трением | 1980 |
|
SU956198A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
