11
Изобретение относится к технологическим линиям для изготовления плоских изделий из гипсовых смесей.
Цель изобретения - повышение производительности,
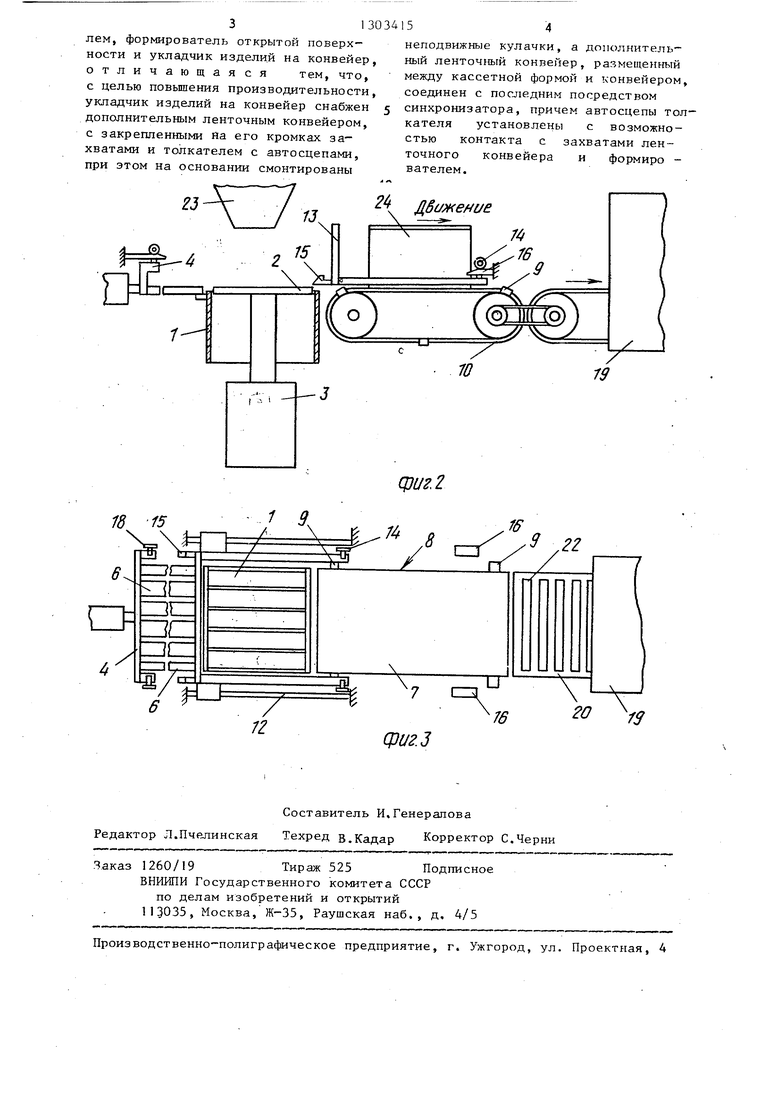
На фиг.1 изображена линия, общий вид5 на фиг.2 то же, при перемещении изделий на дополнительный ленточный конвейер; на фиг.З - то же, вид сверху.
Линия состоит из кассетной формы 1 с размещенными в ее отсеках вертикально-подвижными выталкивателями 2 имеющими привод 3. С одной стороны формы размещена траверса 4, оснащен- ная приводом 5 и формирователем 6 открытой поверхности, а с противоположной стороны кассеты смонтирован дополнительный приемный ленточный конвейер 7 с закрепленными на его
продольных кромках 8 захватами 9, при этом бесконечная лента 10 конвейера 7 натянута на барабаны 11. На направляющих 12 над формой I смонтирован толкатель 13, который оснащен автосцепами 14 и 15, а на основании закреплены кулачки 16 и 17, при этом защелки 18 автосцепа 15 устанолены на траверсе 4. В камере термообработки 19 размещен приводной лен- точный конвейер 20, который своим концом стыкуется с дополнительным ленточным конвейером 7 и связан с ним синхронизатором 21. В лентах конвейеров могут быть выполнены окна 22 для конвекции воздуха. Гипсовую массу подают в кассетные формы 1 из бункера 23.
Линия работает следующим образом. Из бункера 23 гипсовую массу за- ливают в отсеки кассетной формы 1, при этс толкатель 13 расположен в правом крайнем положении. После заполнения формы массой и ее тверде- ния в достаточной степени включают привод 5, в результате чего закреп- ленные на траверсе 4 формирователи 6 проходят над формой 1 и формируют верхнюю открытую поверхность, при
этом защелки 18 сходят с кулачков 17 и опускаются. В конце хода защелки 18 сцепляются с автосцепом 15. Затем приводом 5 формирователи. 6 возвращают в исходное положение, при зтом посредством сцепивщихся защелок 18 и автосцепов 15 толкатель 13 смещается влево за пределы отсеков формы 1. В конце хода защелки набегают
5
34
5
0
5 0
35
Q п
152
на кулачки 17 и поднимаются в верхнее положение, освобождая автосцепы 15. Затем приводом 3 поднимаются вытапкиватели 2, при этом изделия поднимаются вьш1е верхних кромок формы. Включается приводной конвейер 20, который посредством синхронизатора 21 перемещает бесконечную ленту 10 дополнительного конвейера 7. Последний своими захватами 9 сцепляется с автосцепами 14, в результате чего толкатель 13 начинает перемещаться слева направо и, воздействуя на поднятые изделия 24, начинает перемещать их с выталкивателей 2 на бесконечную ленту 10, при этом изделия накатываются на бесконечную ленту 10 и с нее на конвейер 20 без трения, поскольку в момент сцепления толка-, тель 13 с захватами 9 все элементы линии перемещаются с одной скоростью. Когда автосцепы 14 набегают на кулачки 16, они расцепляются с захватами 9, в результате чего толкатель 13 останавливается. Конвейеры 20 и 7 останавливают тогда, когда изде- ЛИЯ расположатся на дополнительном конвейере 7.
Дпя последующих циклов опускают выталкиватель 2, в кассетную форму повторно заливают, гипсовую массу и, перемещая формирователь 6, формируют открытую поверхность изделий, при этом в конце хода защелки 18 сцепляются с автосцепами 15 толкателя 13, а при возвращении формирователей. 6 в исходное положение они смещают толкатель 13 влево, до положения при котором кулачки 17 поднимают защелки 18. После этого следующую партию изделий поднимают над формой, включают конвейер 20 и процесс повторя- ется, при этом изделия последовательно поступают на конвейер 20, который перемещает их в камеру 19, где осуществляется тепловая обработка. Линия обеспечивает съем изделий с выталкивателей поспе их незначительного твердения, достаточного только для собственной усФойчивости, что повьшает производительность.
Формула изобретения
Линия ДПЯ изготовления изделий из гипса, содержащая установленную на раме основании кассетную форму с вертикально подвижным выталкивате3130
лем, формирователь открытой поверхности и укладчик изделий на конвейер, отличающаяся тем, что, с целью повьшення производительности, укладчик изделий на конвейер снабжен дополнительным ленточным конвейером, с закрепленными на его кромках захватами и толкателем с автосцепами, при этом На основании смонтированы
Составитель И.Генералова Редактор Л.Пчелинская Техред в.Кадар Корректор С.Черни
Заказ 1260/19Тираж 525Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
неподвижные кулачки, а дополнительный ленточный конвейер, размещенный между кассетной формой и конвейером, соединен с последним посредством синхронизатора, причем автосцепы толкателя установлены с возможностью контакта с захватами ленточного конвейера и формиро - вателем.
(риг. 2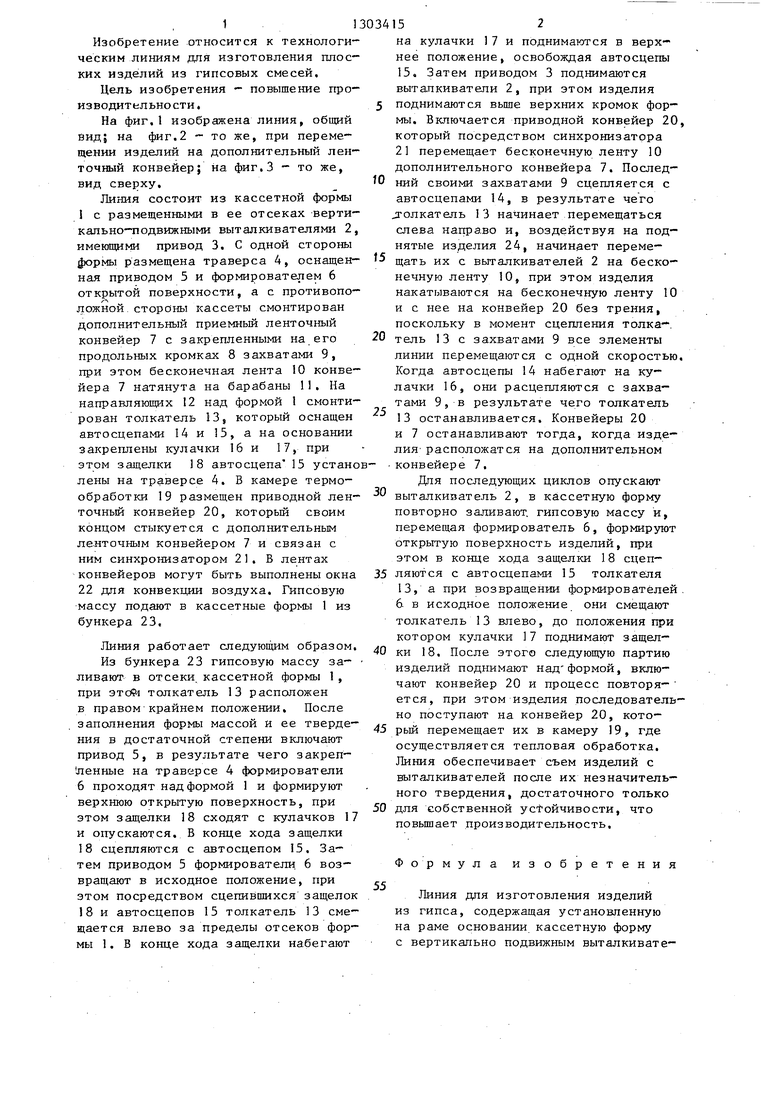
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная линия для изготовления строительных изделий | 1990 |
|
SU1785906A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Кассетно-конвейерная линия для изготовления железобетонных изделий | 1987 |
|
SU1530462A1 |
| Устройство для передачи битой птицы с подвесок конвейера ощипывания к подвескам конвейера потрошения | 1983 |
|
SU1326177A3 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1972 |
|
SU338409A1 |
| Устройство для формования фарфоровых изоляторов | 1983 |
|
SU1253812A1 |
| Агрегат для штемпелевки и упаковки стирательных резинок | 1953 |
|
SU119472A2 |
| Кассетно-конвейерная линия для изготовления железобетонных изделий | 1987 |
|
SU1544575A1 |
| Устройство для расстойки тестовых заготовок | 1982 |
|
SU1136782A1 |
| Автоматическая поточная линиядля пРОизВОдСТВА КЕРАМичЕСКиХглАзуРОВАННыХ ТРубОК | 1979 |
|
SU806426A1 |
Изобретение относится к технологическим линиям для изготовления плоских изделий из гипсовых смесей. Целью изобретения является повышение производительности. При синхронном движении обоих конвейеров дополнительный конвейер 7 своими захватами 9 сцепляется с толкателем 13, включая его в синхронное движение. Толкатель 13 смещает изделия на дополнительный конвейер 7, а возврат толкателя 13 осуд|;ествляется формиро- вателем 6 в процессе обработки открытой поверхности следующей партии изделий. Линия дпя изготовления изделий из гипса позволяет передавать изделия на транспортные средства после их набора прочности, достаточной лишь для собственной устойчивое- ти. 3 ил. 00 о (pu3.f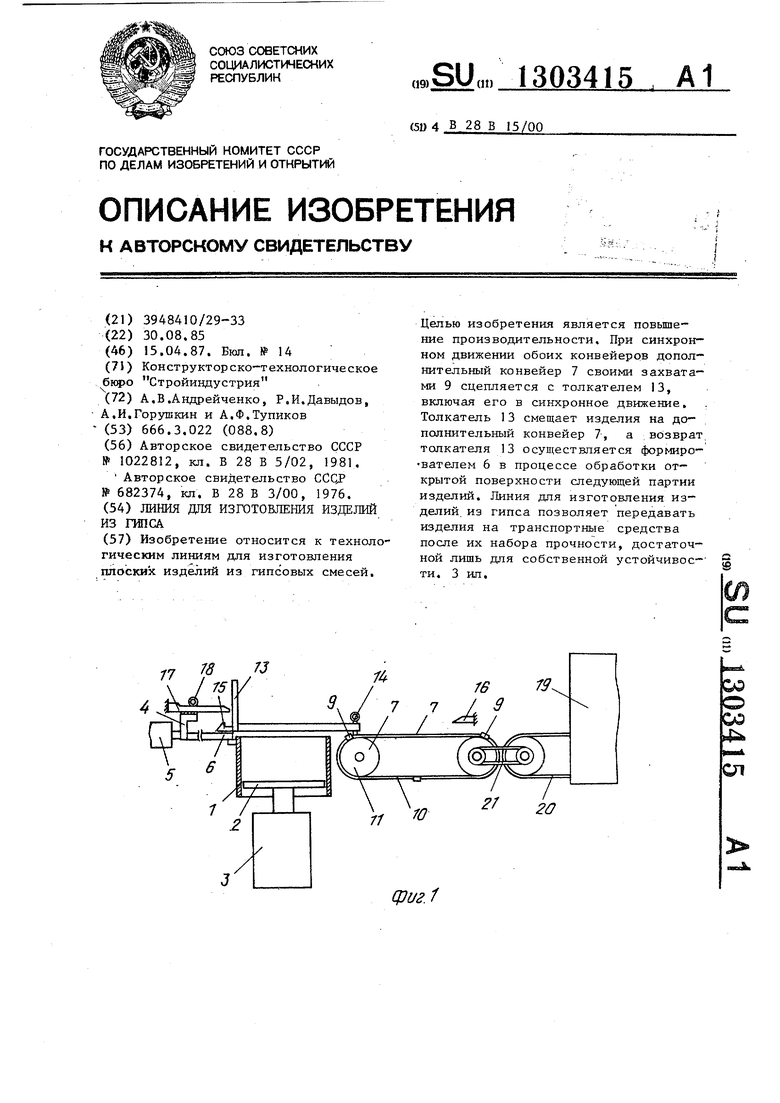
| Установка для изготовления строительных изделий | 1981 |
|
SU1022812A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Пресс для формования керамических изделий | 1976 |
|
SU682374A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
