Изооретение относится к устройствам для поштучной ориентированной подачи плоских деталей и может быть использовано в различных отраслях народного хозяйства, производствад в особенности в часовой промышленности в процессе автоматизированной сборки будильников для поштучной ориенти1)о- ванной подачи платин будильников на рабочие позиции станков.
Целью изобретения является расширение технологических возможностей путем обеспечения подачи деталей различных типоразмеров, и повышение надежности захвата этих деталей в бун кере.
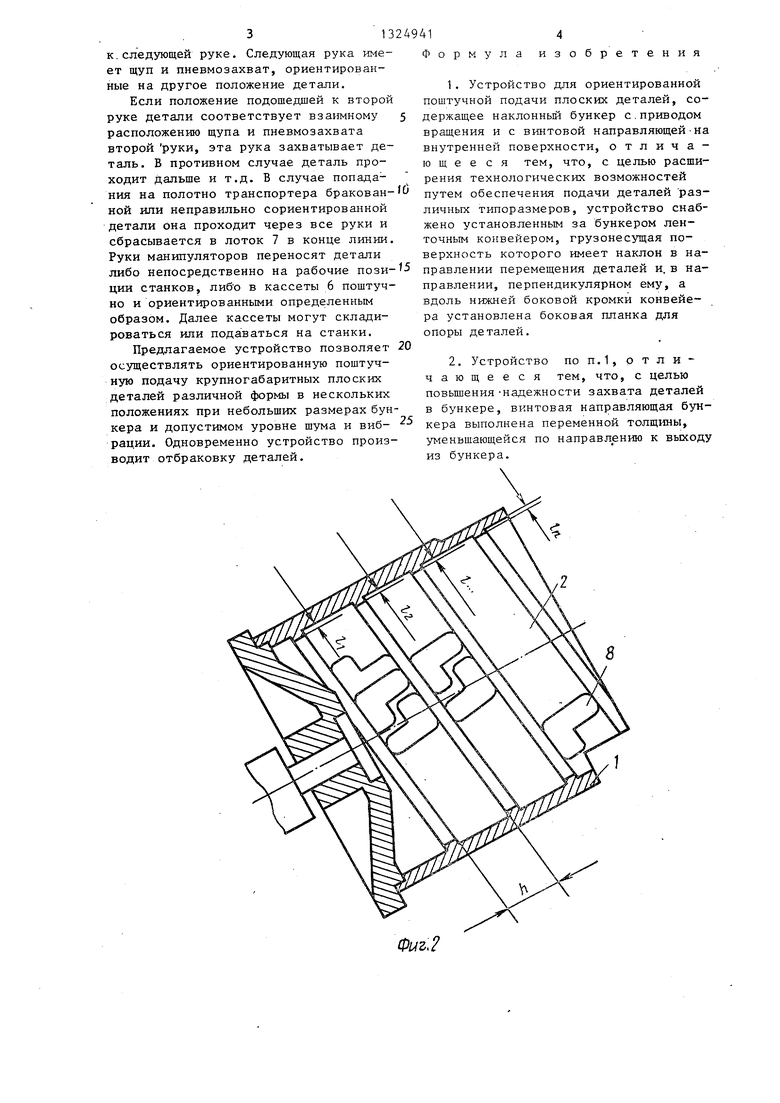
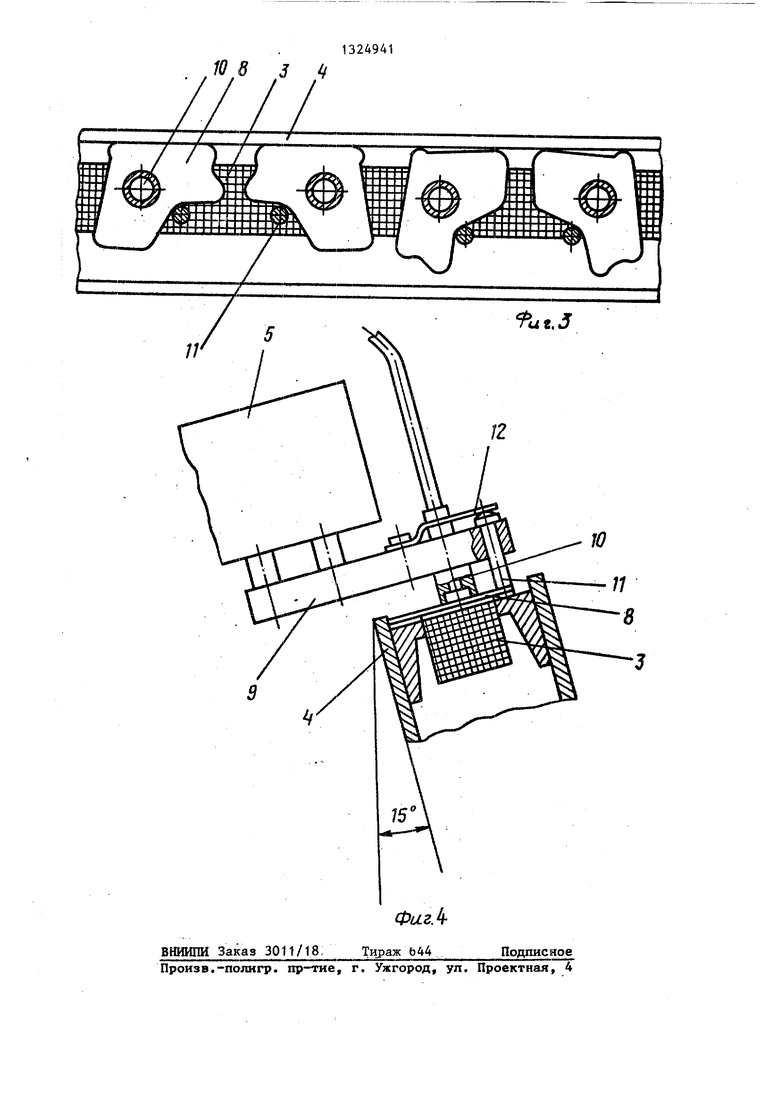
На фиг.1 дано предлагаемое устройство, общий вид; на фиг,2 - фрагмент бункера; на фиг.З - фрагмент ленточного конвейера с возможным расположе нием деталей; на фиг,4 - рука манипулятора с пневмозахватом и щупом.
Устройство содержит бункер 1, винтовую направляющую 2, леточный конвейер 3, боковую планку 4, манипуляторы 5, кассеты 6 для деталей, лоток для выбракованных деталей, детали 8, руку 9 манипулятора, пневмозахзат 10, щуп 11, пружину 12.,
„
.
Бункер 1 наклонен к горизонтали под углом около которью подбирается в зависимости от параметров деталей. На внутренней поверхности бункера 1 выполнена винтовая направляющая 2 переменной толщины: нижние витки имеют большую толщину, чем верхние, т.е. толщина витков уменьшается по направлению к выходу из бункера. Толщина последнего витка равна толщине одной детали. Расстояние h между витками равно одному из линейных размеров детали. На выходе из бункера установлен ленточный конвейер 3, гру- зонесущая поверхность которого имеет наклон как в направлении перемещения деталей, такив направлении, перпен - дикулярном ему (фиг,4), Рука каждого манипулятора 9 содержит пневмозахват
10и подпружиненньш щуп 11, соединенные между собой, Подпружиненньй щуп
11для опознаваний деталей и пневмо- захват 10 ориентированы друг относи
тельно друга в соответствии с формой ее захватывает ее, только если щуп попадеталей таким образом что рука, ориентируемая щупом относительно детали, может захватить с помощью пневмо- захвата только деталь, расположенную
дает в паз детали. Если щуп не ndna- дает в паз, а упирается в деталь, пневмозахват не доходит по высоте до детали и не берет ее. Деталь движется
249412
на грузонесущей поверхности конвейера определенным образом.
Устройство работает следующим образом,
В бункер 1 засыпают детали, например платины будильников. При вращении бункера 1, наклоненного к горизонтали под углом 40°, в направлении подъема винтовой направляющей 2 детали выносятся из бункера. Расстояние h между виткш 4И, равное одному из линейных размеров детали - длине, позволяет попасть на виток направляющей и удержаться на нем только деталям, ориентированным определенным образом:
10
«5
20
25
30
35
XQг
50
тем, что по своим размерам могут пройти, уместиться между витками. Таких положений может быть четыре (фиг .2 иЗ),
Толщина первого витка 1 такова, что на нем могут уместиться детали в несколько СЛОЕВ, слишпиеся друг с другом. По мере уменьшения толщины витка на каждом последующем витке уменьшается количество деталей, остальные соскальзывают обратно в бункер. К выходу из бункера детали приходят в один слой, ориентированные в четырех положени5гх, и соскальзывают на полотно транспортера 3,
Из бункера 1 детали поступают неравномерно и на ленточном конвейере могут также наложиться друг на друга. Двойной наклон конвейера позволяет избежать этого: детали под действием силы тяжести пощтучно распределяются на полотне, прижимаясь к боковой планке 4. Далее детали подходят к манипуляторам 5, Количество манипуляторов определяется тем количеством положений, которые могут занять детали на транспортере. Каждая рука манипулятора имеет пневмозахват 10 и подпружиненный щуп 11 для опознавания деталей. Манипулятор опознает деталь с помощью щупа, который должен попасть в определенный паз или отверстие в детали. При случае ппатины yj ivib-- ника достаточно одного щупа (фиг,3), Щуп 11 ориентирован относительно пнев- мозахвата по высоте и зафиксирован так, что при опускании руки на деталь пневмозахват попадает на деталь (опускается на нее и достает до нее) и
дает в паз детали. Если щуп не ndna- дает в паз, а упирается в деталь, пневмозахват не доходит по высоте до детали и не берет ее. Деталь движется
к.следующей руке. Следующая рука имеет щуп и пневмозахват, ориентированные на другое положение детали,
Если положение подошедшей к второй руке детали соответствует взаимному расположению щупа и пневмозахвата второй руки, эта рука захватывает деталь, В противном случае деталь проходит Дальше и т,д. В случае попадания на полотно транспортера бракованной или неправильно сориентированной детали она проходит через все руки и сбрасывается в лоток 7 в конце линии Руки манипуляторов переносят детали либо непосредственно на рабочие позиции станков, либо в кассеты 6 поштучно и ориентированными определенным образом. Далее кассеты могут складироваться или пода ваться на станки.
Предлагаемое устройство позволяет осуществлять ориентированную поштучную подачу крупногабаритных плоских деталей различной формы в нескольких положениях при небольших размерах бункера и допустимом уровне шума и виб- рации. Одновременно устройство производит отбраковку деталей,
рмула
и
4
3 о
бретения
1,Устройство для ориентированной поштучной подачи плоских деталей, содержащее наклонньй бункер с.приводом вращения и с винтовой направляющей-на внутренней поверхности, отличающее с я тем, что, с целью расширения технологических возможностей путем обеспечения подачи деталей различных типоразмеров, устройство снабжено установленным за бункером ленточным конвейером, грузонесущая поверхность которого имеет наклон в направлении перемещения деталей и. в направлении, перпендикулярном ему, а вдоль нижней боковой кромки конвейера установлена боковая планка для
о по ры де талей,
2,Устройство по п.1, о т л и - чающееся тем, что, с целью повьш ения -надежности захвата деталей в бункере, винтовая направляющая бункера выполнена переменной толщины, уменьшающейся по направлению к выходу из бункера.
Фиг,
J
.4
ВНИШШ Заказ 3011/18; Тираж b44Подписное
Произв.-полигр. пр-тне, г. Ужгород, ул. Проектная, 4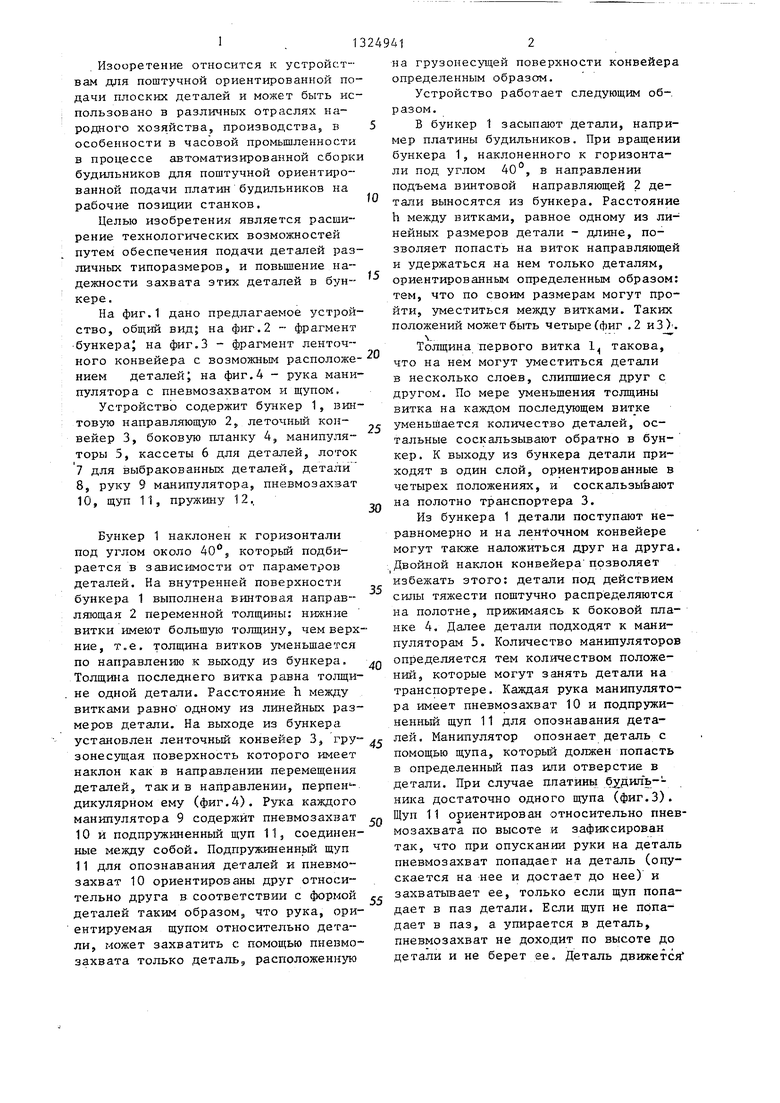
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ДЕТАЛЕЙ С НАКОПЛЕНИЕМ ИХ В КАССЕТАХ | 2015 |
|
RU2604161C2 |
| Устройство для кассетирования плоских деталей | 1988 |
|
SU1618578A1 |
| Автоматическая линия механической обработки | 1983 |
|
SU1191260A1 |
| Загрузочное устройство | 1981 |
|
SU1019756A1 |
| Автоматическая линия для сборки ребристых нагревателей | 1989 |
|
SU1710171A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Групповой схват | 1986 |
|
SU1333576A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
узобретение относится к устройствам для поштучной ориентированной подачи плоских деталей типа платин будильников. Цель изобретения - расширение технологических возможностей путем обеспечения подачи деталей различных типоразмеров, ориентированных в нескольких положениях, и повышения надежности работы устройства. Детали из вращающегося бункера 1 по направляющей 2 переменной толщины, уменьшающейся к выходу из бункера, попадают на ленточный конвейер 3,„ грузонесущая поверхность которого установлена наклонно в направлении перемещения и направлении, перпендикулярном ему. Детали ориентируются на конвейере, опираясь на боковую планку 4, и подаются к манипуляторам 5, которыми в зависимости от конкретного положения детали грузятся в кассеты 6. 1 з.п. ф-лы, 4 ил. (Л : ю Фиг.1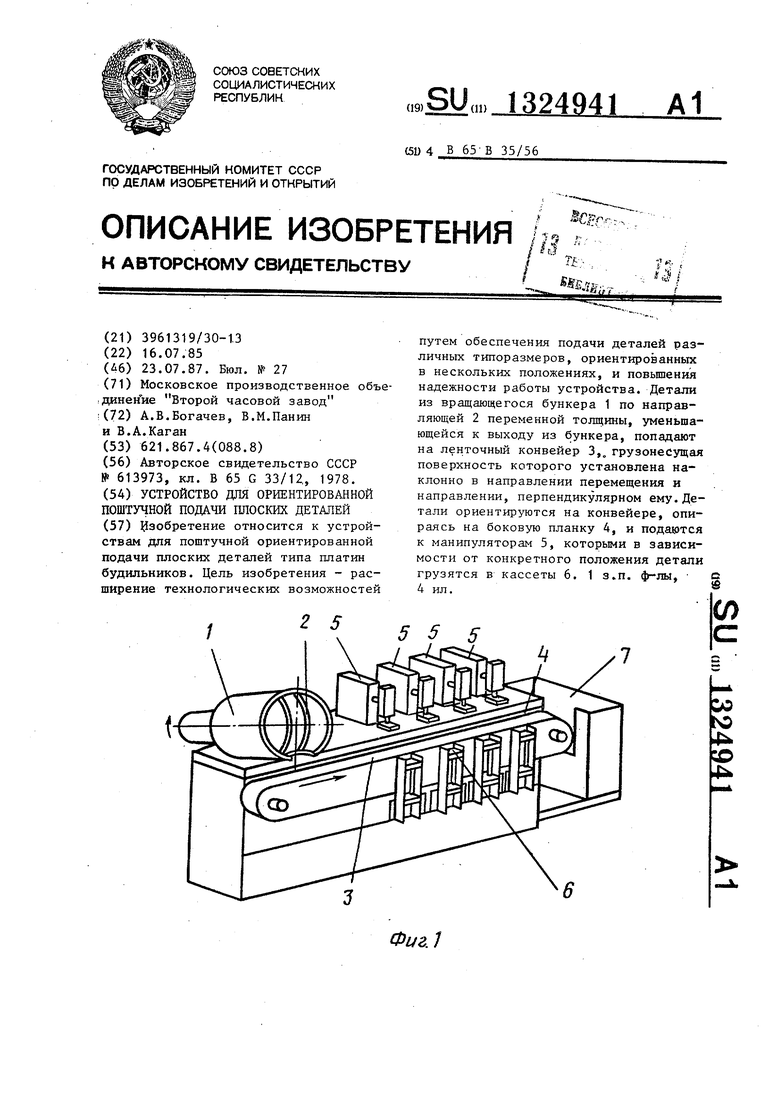
| Устройство для выдачи деталей | 1975 |
|
SU613973A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
