мещенные над ним подвески 2 с направляющими (Н) 9. Загрузочно-разгрузочный механизм выполнен в виде установленной в ряду ванн подвижной каретки б с размещенными по обе стороны толкателями и обойм 8, размещенных на Н9. Толкатели выполнены в виде скобы 21 с захватами на концах. Обоймы 8 выполнены в виде плит (П) с вертикальными пазами по торцам и сквозными отверстиями, в которых размещены стержни 11 упорных П 10 подвески 2 и эластичные уплотнения 14 обоймы 8. Подвеска 2 снабжена механизмами поворота изделия в виде двух кинематически связанных реечных передач и его приводом 22. Зубчатое коле1
Изобретение относится к обработке изделий погружением в ванны, в частности, химической, гальванической, обработке расплавом металла и может быть использовано преимущественно для обработки изделий, имеющих сложную геометрию поверхности, а также внутренние полости.
Цель изобретения - повышение производительности автоматической линии.
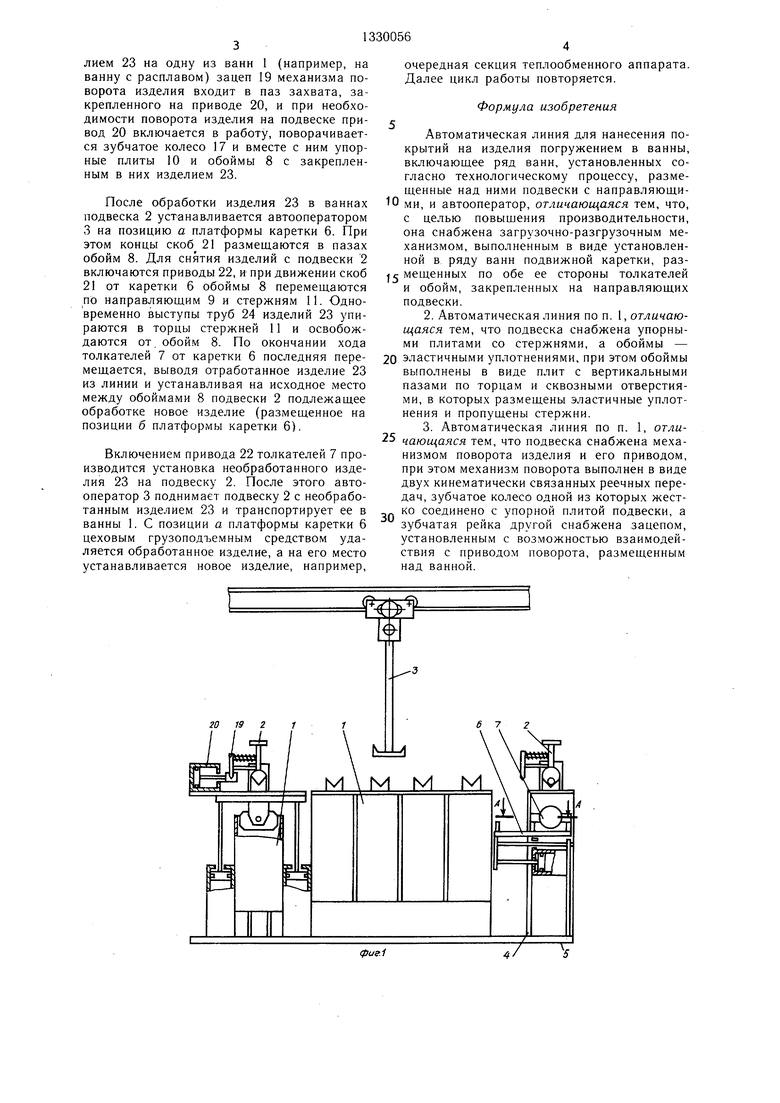
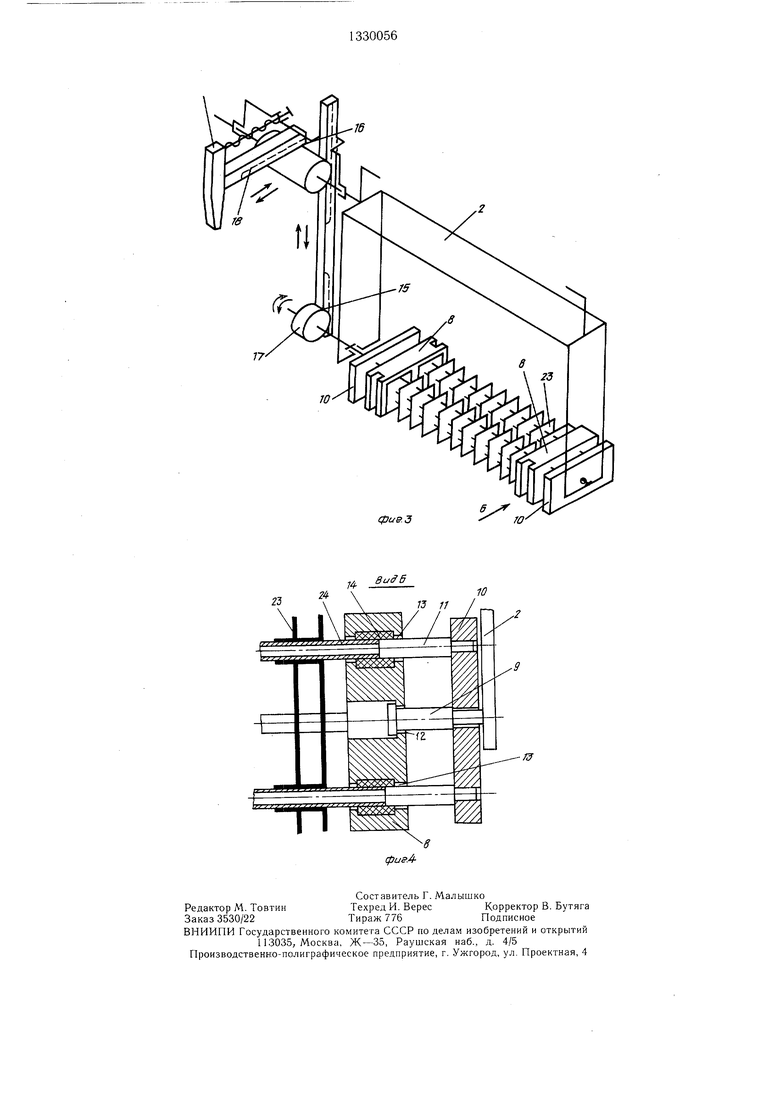
На фиг. 1 Дана автоматическая линия, общий вид; на фиг. 2 - разрез А-А на фиг. 1 (загрузочно-разгрузочный механизм); на фиг. 3 - подвеска с изделием; на фиг. 4 - вид Б на фиг. 3.
Автоматическая линия для нанесения покрытий на изделия состоит из ряда ванн 1, установленных согласно технологическому процессу, подвески 2, автооператора 3, за- грузочно-разгрузочного механизма 4. Загрузочно-разгрузочный механизм 4 выполнен в виде смонтированной на основании 5, встроенном в ряд ванн 1, подвижной каретки 6, размещенных по обе ее стороны толкателей 7, и обойм 8, закрепленных на направляющих 9 подвески 2, имеющей упорные плиты 10 и стержни 11.
Обоймы 8 выполнены в виде плит с вертикальными пазами 12 по торцам и сквозными отверстиями 13, в которых размещены эластичные уплотнения 14 и пропущены стержни 11 подвески 2. Последняя снабжена механизмом поворота изделия и его приводом, при этом механизм поворота изделия выполнен в виде двух кинематически связанных реечных передач 15 и 16, зубчатое колесо 17 одной из которых жестко соединено с упорной плитой 10, а зубчатая рейка 18 имеет зацеп 19, установленный с возможностью взаимодействия с приводом
со одной из них жестко соединено с П 10. Зубчатая рейка другой передачи снабжена зацепом, установленным с возможностью взаимодействия с приводом 22. При опускании подвески 2 на одну из ванн зацеп входит в паз захвата скобы 21, закрепленной на приводе 22. Поворачивается зубчатое колесо и вместе с ним П 10 и обоймы 8 с И 23. Для снятия И 23 с подвески 2 обоймы перемещаются по Н 9. Выступы труб 24 И 23 упираются в торцы стержней 11 и освобождаются от обойм 8. По окончании хода толкателей от каретки 6 последняя перемещатется, выводя обработанное И 23 из линии. 2 з.п.ф-лы, 4 ил.
0
20 поворота, размещенным над ванной. Зацеп 19 выполнен в виде клина, а толкатель 7 - в виде скобы 21, имеющей на концах обращенные полки-захваты и закреп- ленной на конце штока поршневого привода 22.
Перед началом работы подвеска 2 с изделиями 23 устанавливается над позицией а платформы каретки 6. При этом обоймы 8 находятся в прижатом к упорным плитам 10 положении, вследствие чего полки-захваты скоб 21 в процессе опускания подески 2 входят в вертикальные пазы обойм 8. В крайнем нижнем положении обойм 8 выступы изделий 23, в данном случае выступы труб 5 24, располагаются напротив отверстий 13.
Автоматическая линия работает следующим образом.
Движением скоб 21 с помощью приводов 22 навстречу одна другой обоймы 8 перемещаются по направляющим 9 и стержням 11 0 на выступы труб 24 изделия 23. При этом выступы труб 24 плотно охватываются уплотнениями 14, что обеспечивает надежную их герметизацию. Этим достигаете также достаточно прочная фиксация изделия 5 23 в обоймах 8 подвески 2, что исключает выпадание изделия при обработке в ваннах.
После насадки обойм 8 на выступы труб 24 изделия 23 автооперато - 3 поднимает
0 подвеску 2 над механизмом 4, освобождая ее от скоб 21, и перемещает ее вместе с изделиями 23 к соответствующей технологическому процессу ванне 1. Одновременно на позицию б платформы каретки 6 грузоподъемным цеховым средством устанавли вается подлежащее обработке второе изделие 23. При опускании подвески 2 с изделием 23 на одну из ванн 1 (например, на ванну с расплавом) зацеп 19 механизма поворота изделия входит в паз захвата, закрепленного на приводе 20, и при необходимости поворота изделия на подвеске привод 20 включается в работу, поворачивается зубчатое колесо 17 и вместе с ним упорные плиты 10 и обоймы 8 с закрепленным в них изделием 23.
После обработки изделия 23 в ваннах подвеска 2 устанавливается автооператором 3 на позицию а платформы каретки 6. При этом концы скоб 21 размещаются в пазах обойм 8. Для снятия изделий с подвески 2 включаются приводы 22, и при движении скоб 21 от каретки 6 обоймы 8 перемещаются по направляющим 9 и стержням 11. Одновременно выступы труб 24 изделий 23 упираются в торцы стержней 11 и освобождаются от обойм 8. По окончании хода толкателей 7 от каретки б последняя перемещается, выводя отработанное изделие 23 из линии и устанавливая на исходное место между обоймами 8 подвески 2 подлежащее обработке новое изделие (размещенное на позиции б платформы каретки 6).
Включением привода 22 толкателей 7 производится установка необработанного изделия 23 на подвеску 2. После этого автооператор 3 поднимает подвеску 2 с необрабоочередная секция теплообменного аппарата. Далее цикл работы повторяется.
Формула изобретения
Автоматическая линия для нанесения покрытий на изделия погружением в ванны, включающее ряд ванн, установленных согласно технологическому процессу, размещенные над ними подвески с направляющи 0 ми, и автооператор, отличающаяся тем, что, с целью повыщения производительности, она снабжена загрузочно-разгрузочным механизмом, выполненным в виде установленной в ряду ванн подвижной каретки, разJ5 мещенных по обе ее стороны толкателей и обойм, закрепленных на направляющих подвески.
2.Автоматическая линия по п. I, отличающаяся тем, что подвеска снабжена упорными плитами со стержнями, а обоймы -
20 эластичными уплотнениями, при этом обоймы выполнены в виде плит с вертикальными пазами по торцам и сквозными отверстиями, в которых размещены эластичные уплотнения и пропущены стержни.
3.Автоматическая линия по п. 1, отличающаяся тем, что подвеска снабжена механизмом поворота изделия и его приводом, при этом механизм поворота выполнен в виде двух кинематически связанных реечных пере25
дач, зубчатое колесо одной из которых жесттанным изделием 23 и транспортирует ее в ко соединено с упорной плитой подвески, а ванны 1. С позиции а платформы каретки 6 зубчатая рейка другой снабжена зацепом, цеховым грузоподъемным средством уда-установленным с возможностью взаимодейляется обработанное изделие, а на его место ствия с приводом поворота, размещенным устанавливается новое изделие, например,над ванной.
очередная секция теплообменного аппарата. Далее цикл работы повторяется.
Формула изобретения
Автоматическая линия для нанесения покрытий на изделия погружением в ванны, включающее ряд ванн, установленных согласно технологическому процессу, размещенные над ними подвески с направляющи 0 ми, и автооператор, отличающаяся тем, что, с целью повыщения производительности, она снабжена загрузочно-разгрузочным механизмом, выполненным в виде установленной в ряду ванн подвижной каретки, раз5 мещенных по обе ее стороны толкателей и обойм, закрепленных на направляющих подвески.
2.Автоматическая линия по п. I, отличающаяся тем, что подвеска снабжена упорными плитами со стержнями, а обоймы -
0 эластичными уплотнениями, при этом обоймы выполнены в виде плит с вертикальными пазами по торцам и сквозными отверстиями, в которых размещены эластичные уплотнения и пропущены стержни.
3.Автоматическая линия по п. 1, отличающаяся тем, что подвеска снабжена механизмом поворота изделия и его приводом, при этом механизм поворота выполнен в виде двух кинематически связанных реечных пере5
дач, зубчатое колесо одной из которых жест
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий | 1982 |
|
SU1070221A1 |
| Автоматическая линия для химической и гальванической обработки изделий | 1975 |
|
SU601212A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Автоматическая линия для нанесения гальванических покрытий на детали типа стержней | 1978 |
|
SU751843A1 |
| Конвейерная линия для изготовления комбинированных изделий | 1976 |
|
SU654433A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| Устройство для ультразвукового упрочнения зубчатых колес | 1987 |
|
SU1558543A1 |
| Автоматическая линия для металлизации плоских деталей | 1987 |
|
SU1507883A1 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| Устройство для подачи заготовок | 1987 |
|
SU1648729A1 |
Изобретение относится к области химической и гальванической обработки изделий (И) погружением в ванны и повышает производительность автоматической линии. Она имеет автооператор, загрузочно-разгру- зочный механизм, ряд ванн, установленных согласно технологическому процессу, и раз/-Х (Л со со ел О5
го 19 2 11
м
672
фиг.1
/
77
фие.Э
23
Buff б
Составитель Г. Малышко
Редактор М. ТовтинТехред И. ВересКорректор В. Бутяга
Заказ 3530/22Тираж 776Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
| Автооператорная гальваническая линия | 1976 |
|
SU601326A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Автоматическая линия для химической и гальванической обработки изделий | 1975 |
|
SU601212A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
