(Л
оо
а се
ос
СП
.йь
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПОЛНЕНИЯ ГАЗООТВОДНЫХ КАНАЛОВ В ЛИТЕЙНОЙ ФОРМЕ | 2019 |
|
RU2704776C1 |
| Пескометная формовочная машина | 1980 |
|
SU982842A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ ВАКУУМНОЙ ФОРМОВКОЙ ПО МЕТОДУ А.П.АБАКУМОВА | 1992 |
|
RU2048236C1 |
| Способ изготовления литейной формы методом вакуумно-пленочной формовки и прокалывающий элемент для его реализации | 2018 |
|
RU2684519C1 |
| Устройство для изготовления литейных форм | 1988 |
|
SU1526884A1 |
| Оснастка для изготовления литейных форм | 1982 |
|
SU1115843A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU831349A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕСЧАНЫХ ФОРМ | 1992 |
|
RU2043823C1 |
| Способ изготовления литейных форм обычных и с большими болванами прессованием | 1960 |
|
SU143204A1 |
Изобретение относится к литейному производству. Цель изобретения - автоматизация наладки на разную глубину накола в зависимости от профиля модели путем ограничения ходов поршней игл. В устройстве каждая игла 3 имеет втулку 9 и упругий элемент 14,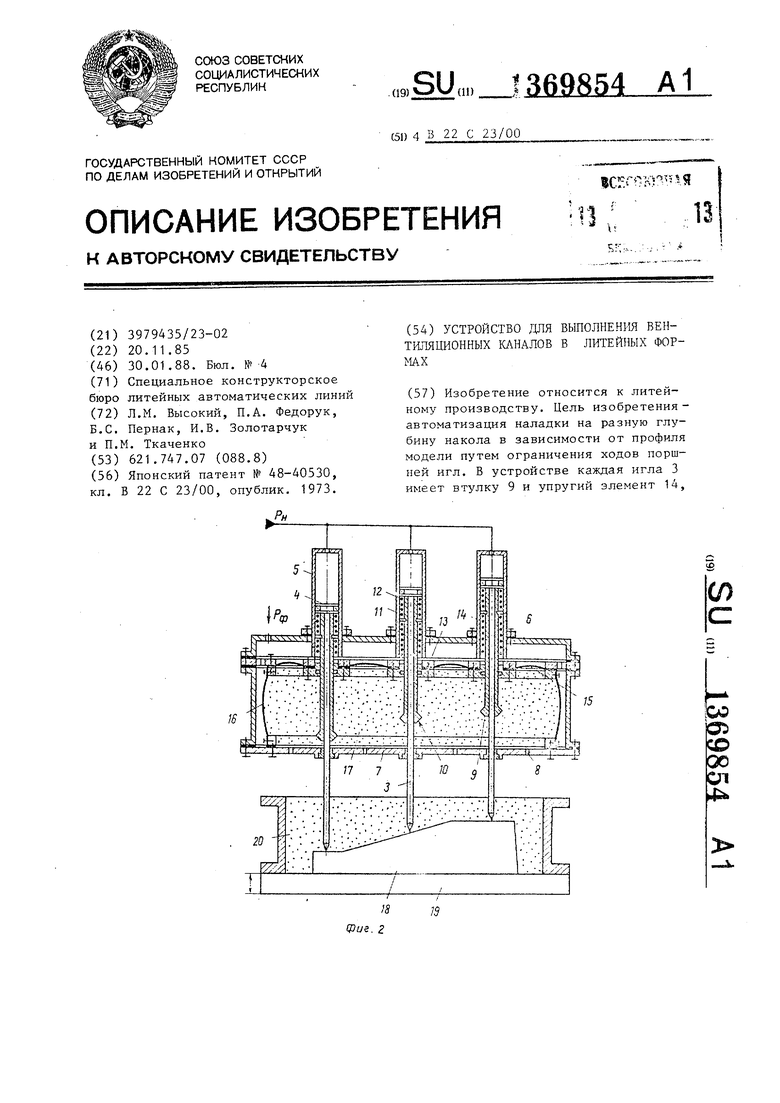
S19
обеспечивающий постоянное силовое зАмыкание втулки 9 и иглы 3, Втулки 9 помещены в диаграмму 16, которая в свою очередь находится в корпусе устройства и заполнена сыпучей средой. В качестве сыпучей среды используется формовочный песок. При подаче давления в корпус устройства диафрагма сжимается, и сыпучая среда фик1
Изобретение относится к литейному производству, в частности к устройствам для выполнения вентиляционных ка- нало-в в литейных формах.
Цель изобретения - автоматизация наладки на разную глубину накола в зависимости от профиля модели путем ограничения ходов поршней игл.
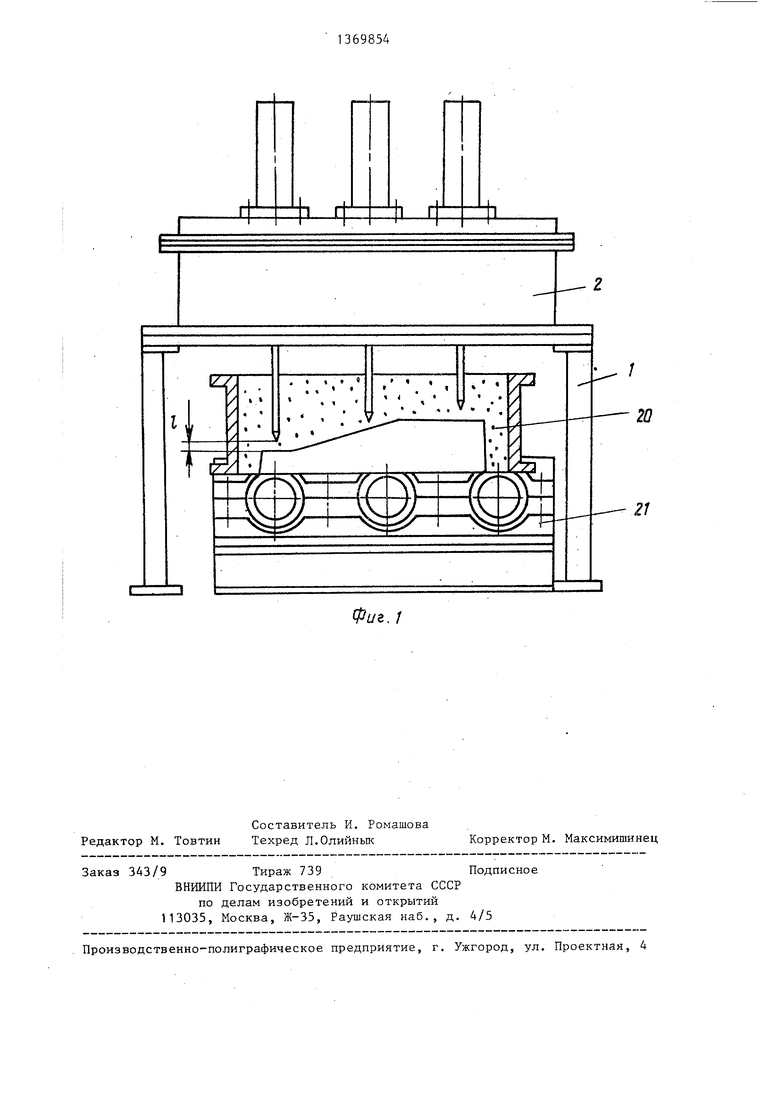
На фиг. 1 изображено устройство для выполнения вентиляционных каналов в литейных формах, общий вид; на фиг. 2 - корпус с набором игл.
Устройство для выполнения вентиляционных каналов в литейных формах содержит раму 1, корпус 2, набор игл 3 с поршнями 4 на концах игл, цилиндры 5, закрепленные на верхней крышке 6 корпуса 2, нижнюю крышку 7 с вентами 8. На каждую иглу 3 насажена втулка 9 с буртом 10 в нижней части и фланцем 11 в верхней. Между поршнем 4 и фланцем 11 установлены пружины 12, а мезвду фланцем 11 и плитой 13 - пружины 14. При этом усилие сжатия пружич 14,при наименьшей деформации должно превышать усилие сжатия пружин 12 при наибольшей деформации для обеспечения постоянного замыкания плавающих упоров 9 с поршнями 4. В плите 13 выполнены отверстия, которые закрыты диафрагмами 15. Между плитой 13 и нижней крышкой 17 закреплена диафрагма 16. Крышка 7, плита 13, диафрагмы 15 и 16 образуют внутри корпуса 2 замкнутую полость, заполненную сыпучей средой 17. Для подачи в устройЬтво модели 18 на модельной плите 19 или литейной формы 20 без модели имеется рольганг 21.
Работа устройства для выполнения вентиляционных каналов в литейных формах происходит в два этапа.
сирует втулки 9 в требуемом для на- кола вентиляционных каналов опреде- . ленной глубины положения. При нако- ле вентиляционных каналов в каждой последующей форме иглы будут выдвигаться до упора поршней в верхний край втулок, обеспечивая тем самым заданную по первой форме глубину на- кола. 2 ил.
Наладка устройства производится следующим образом.
В исходном положении давление фик- сирующее Рт и давление накола Р„ равны нулю. Поршни 4 игл 3 находятся в верхней части цилиндров 5. Пружинами 14 втулки 9 поджаты к поршням 4. На позицию устройства подается по
рольгангу 21 форма 20 в сборе с моделью 18 и модельной плитой 19, останавливается под корпусом 2, например, отсекателем (не показан). Через подводящий трубопровод в поршневые полости цилиндров 5 подается давление Р,, . Под действием давления иглы 3, снабженные на концах поршнями 4, преодолевая сопротивление пружин 12 и 14, сыпучей среды 17 и смеси в литейной форме 20, движутся вниз до упора в модель 18. Одновременно с иглами 3 вниз движутся втулки 9. После того, как иглы достигнут поверхности моде- ли 18, под крышку 6 корпуса 2 подаётся давление Р,. Давление Р, возде- ствуя на диафрагмы 15 и 16, сжимает сыпучую среду 17, которая уплотняется, заполняя все впадины, и фиксирует втулки 9. При сжатии сыпучей среды 17 воздух, находящийся в ней, имеет возможность.удаляться через венты 8, выполненные в нижней крышке 7 корпуса 2. Далее давление Р снимается (давление Р поддерживается, постоян
но фиксируя втулки 9 в нужном положении) , и пружины 12 возвращают иглы 3 в крайнее верхнее положение. Литей ная форма 20 в сборе с моделью 18 и модельной плитой 19 удаляются из уст- ройства и оно подготовлено к работе.
Ра бота устройства в дальнейшем происходит следующим образом.
.ц, которое игл 3. ИгЛитейная форма 20, изготовленная по.такой же модели, по какой произведена наладка после извлечения из нее модели 18 на позиции вытяжки модели (не показано), перемещается по рольгангу 21 и останавливается под устройством. В поршневые полости цилиндров 5 подается давление Р, воздействует на поршни 4 лы 3 опускаются, происходит накол вентиляционных каналов в форме 20. Иглы 3 опускаются вниз до тех пор пока поршни 4 своей нижней плоскость не соприкоснутся с верхним краем зафиксированных неподвижно втулок 9. Так как литейная форма 20 поступает в устройство без модели 18 на модельной плите 19, а ход поршней 4 и игл 3 для данной модели постоянен, то иглы 3 производят накол каналов на глубину, не доходящую до профиля модели 18 на величину 1, которая равна толщине 1, модельной плиты 19. Этим выполняются требования технологии по изготовлению литейных форм, исключается повреждение отпечатка формы при наколе вентиляционных каналов. После снятия давления Р„ пружины 12 возвращают иглы 3 в крайнее верхнее положение, форма 20 удаляется из устройства, и в дальнейшем цикл работы повторяется. При изменении профиля модели 18 производится переналадка устройства, заключающаяся в снятии давления Р, подведении игл 3 к поверхности другой модели, подаче давления Р.,, которое через диафрагмы 15 и 16 сжимает сыпучую среду 17 и фиксирует втулки 9 в новом положении, т.е. задается глубина на- кола в соответствии с другим профилем модели. В качестве сыпучей сре
ды 17 может быть применен формовочный песок. Использование предлагаемого устройства позволяет производить накол вентиляционных каналов па разную глубину Б зависимости от профиля используемой модели с минимальными затратами времени на переналадку устройства для работы с литейными формами, выполненными по другой модели. Кроме того, накол каналов осуществляется без модели, что позволяет уменьшить износ модели и не допускать случаев разрушения отпечатка формы, так как глубина накола на величину 1, равную толщине 1, , не доходит до поверхности модели.
Формула изобретения
Устройство для выполнения вентиляционных каналов в литейных формах, содержащее раму, иглы с поршнями, установленные на плите, и стопоры игл, отличающееся тем, что, с целью автоматизации наладки на разную глубину накола в зависимости от профиля модели путем ограничения ходов поршней игл, плита выполнена в виде корпуса, стопоры - в виде втулок с буртами на нижних концах, размещенных в полости корпуса, а устройство снабжено цилиндрами, сообщенньти с системой сжатого воздуха, в которых размещены поршни игл и стопоры, подпружиненные относительно поршне11 игл, диафрагмой, расположенной в корпусе, при этом полость, ограниченная диафрагмой, заполнена сыпучим материалом, а полость между стенками корпуса и диафрагмой сообщена с системой сжатого воздуха.
21
Фиг,1
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
