«Л С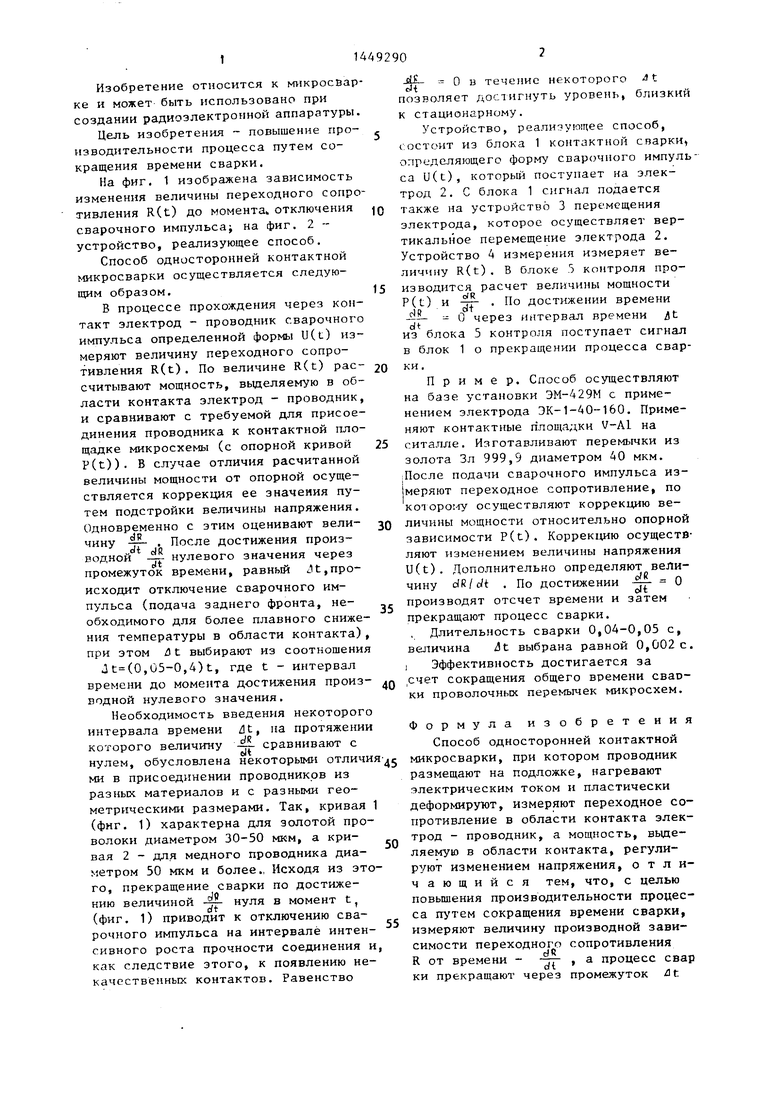
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества торцовой поверхности микросварочного расщепленного электрода | 1981 |
|
SU996136A1 |
| Способ измерения активного сопротивления сварочного контура в процессе сварки | 1986 |
|
SU1488160A1 |
| Способ монтажа проволочных проводников к контактным площадкам полупроводниковых приборов | 2020 |
|
RU2751605C1 |
| Способ контроля качества точечной сварки и устройство для его осуществления | 1981 |
|
SU988492A1 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| Способ контроля процесса ультразвуковой сварки | 1977 |
|
SU662301A1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Способ управления конденсаторной точечной сваркой | 1988 |
|
SU1570869A1 |
;о to
15
25
Изобретение относится к мушросвар- е и может быть использовано при оздании радиоэлектронной аппаратуры.
Цель изобретения повышение про- зводительности процесса путем соращения времени сварки.
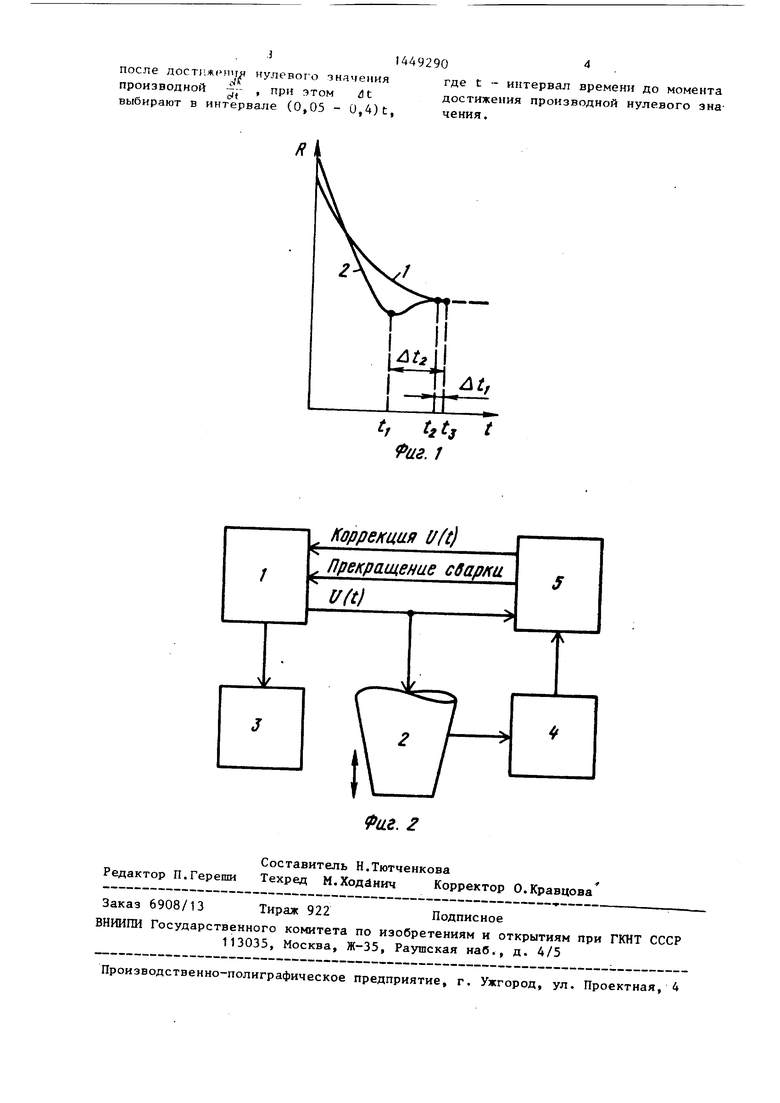
На фиг. 1 изображена зависимость зменения величины переходного сопроивления R(t) до момента, отключения ю варочного импульса на фиг. 2 -- стройство, реализующее способ.
Способ односторонней контактной икросварки осуществляется следуюим образом.
В процессе прохождения через конакт электрод - проводник сварочного мпульса определенной формы U(t) измеряют величину переходного сопротивления R(t). По величине R(t) рас- 20 считывают мощность, вьщеляемую в области контакта электрод - проводник, и сравнивают с требуемой для присоединения проводника к контактной площадке микросхемы (с опорной кривой p(t)). В случае отличия расчитанной величины мощности от опорной осуществляется коррекция ее эначеиия путем подстройки величины напряжения. Одновременно с зтим оценивают вели- зО цнну - . После достижения производной -- нулевого значения через промежуток времени, равный ilt,происходит отключение сварочного импульса {подача заднего фронта, не- обходимого для более плавного снижения температуры в области контакта), при этом иt выбирают из соотношения
Лt(0,05-0,4)t, где t - интервал времени до момента достижения произ- Q водной нулевого значения.
Необходимость введения некоторого интервала времени которого величину
нулем, обусловлена некоторыми отличия-д ми в присоединении проводников из разных материалов и с разными геометрическими размерами. Так, кривая 1 (фиг. 1) характерна для золотой проволоки диаметром 30-50 мкм, а кри- вая 2 - для медного проводника диаметром 50 мкм и более., Исходя из этого, прекращение сварки по достижеЛЬ, па протяжении
- сравнивают с
eJt
нию величиной
в момент t
jn нуля а iviunt n« I-,
(фиг. 1) приводит к отключению сварочного импульса на интервале интенсивного роста прочности соединения и, как следствие этого, к появлению некачественных контактов. Равенство
55
5
5
0 зО
Q
-д -й О в течение некоторого « t позволяет дослигнуть уровень, близкий к стационарному.
Устройство, реализующее способ, состоит из блока 1 контактной сварки, определяющего форму сварочного импульса U(t), который поступает на электрод 2. С блока 1 сигнал подается также на устройство 3 перемещения электрода, которое осуществляет вертикальное перемещение электрода 2. Устройство 4 измерения измеряет величину R(t). В блоке 5 контроля производится расчет величины мощности p(l ) и - . По достижении времени ji - о через интервал времени Jt из блока 5 контроля поступает сигнал в блок 1 о прекращении процесса сварки .
Пример. Способ осуществляют на базе установки ЭМ-429М с применением электрода ЭК-1-40-160. Применяют контактные площадки V-Al на ситалле. Изготавливают перемычки из золота 3л 999,9 диаметром 40 мкм. ,После подачи сварочного импульса из- |меря от переходное сопротивление, по
,
55
ко10ро -гу осуществляют коррекцию величины мощности относительно опорной зависимости P(t). Коррекцию осуществляют изменением величины напряжения U(t). Дополнительно определяют величину dR/c/t . По достижении -щ- О производят отсчет времени и затем прекращают процесс сварки.
Длительность сварки 0,04-0,05 с, величина t выбрана равной 0,002с. I Эффективность достигается за счет сокращения общего времени свао- ки проволочных перемычек микросхем.
Формула изобретения
Способ односторонней контактной микросварки, при котором проводник размещают на подложке, нагревают электрическим током и пластически деформируют, измеряют переходное сопротивление в области контакта электрод - проводник, а мощность, выделяемую в области контакта, регулируют изменением напряжения, отличающийся тем, что, с целью повышения производительности процесса путем сокращения времени сварки, измеряют величину производной зависимости переходного сопротивления R от времени - - , а процесс свар ки прекращают через промежуток Г.
Коррекиая I/ft)
Прекращение сборка l/(ti
| Назаров Г.В, и др | |||
| Регулирование контактной микросварки сдвоенным электродом по начальному сопротивлению | |||
| - Сварочное производство | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
