состава. При этом срабатывает механизм предельного момента. В момент зацепления Т 3 с ФВ опять происходит реверсирование приводов Т 3 и 4 и Т 3 приводит Е движение последнюю ФВ
со всем составом, находящимся впере ди, а Т 4 движется навстречу ему, совершая холостой ход. Далее цикл пов- торяется, 11 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения груза | 1987 |
|
SU1466999A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1985 |
|
SU1662860A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| УСТАНОВКА ДЛЯ НАТЯЖЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ С АНКЕРНЫМИ ПРИСПОСОБЛЕНИЯМИ | 1973 |
|
SU398730A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1961 |
|
SU147494A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Поточная линия для изготовления железобетонных изделий | 1976 |
|
SU701806A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |

Изобретение относится к портированию изделий на конвейерных линиях, в частности, в строительной индустрии при изготовлении железобетонных изделий . Цель - повышение произв-сти устр-ва и уменьшение его габарита по длине. На основании расположены неподвижные направляющие W го. 18 ю к- т- РМ- - х й еии ие JB. для форм-нагонеаск (ФВ). Два привод- ньк толкателя (Т) 3 и 4 установлены с возможностью возвратно-поступательного перемещения по продольной оси устройства. При этом Т 3 вьшолнен с пазом 15 для расположения в нем Т 4 для их одновременного взаимодействия с ФВ. Перед Т 3 и 4 походу дви-; жения ФВ расположен приводной рольганг с механизмом предельного момента. Линейная скорость рольганга больше скорости Т 3 и 4. При этом Т 3 и 4 установлены с возможностью встречного движения. При зацеплении Т 3 и 4 с ФВ происходит реверсирование привода Т 3 и 4. При этом Т 4 становится ведущим и совершает рабочий ход, перемещая состав ФВ, а . совершает холостой ход. Все ФВ постов подготовки перемещаются на один шаг, а крайняя передняя ФВ оказывается на рольганге. Очередная ФВ подхватывается рольгангом, прижимается к последней ФВ впереди находящегося ; (7 , , Г5 § (Л J ел 05 00 4 Фт.з
1
Изобретение относится к области транспортирования изделий на конвейт: ёрньк линиях, в частности, :в строительной индустрии при изготовлении железобетонных изделий.
Цель изобретения - повышение производительности устройства и уменьшение его габарита по длине.
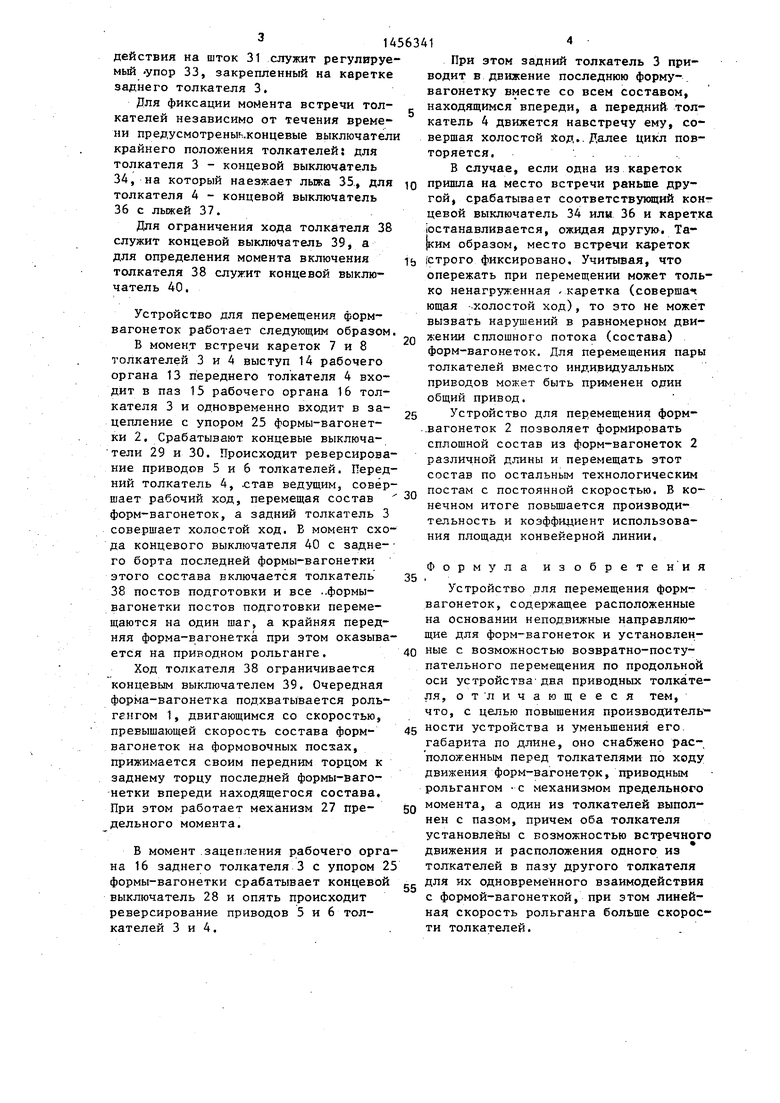
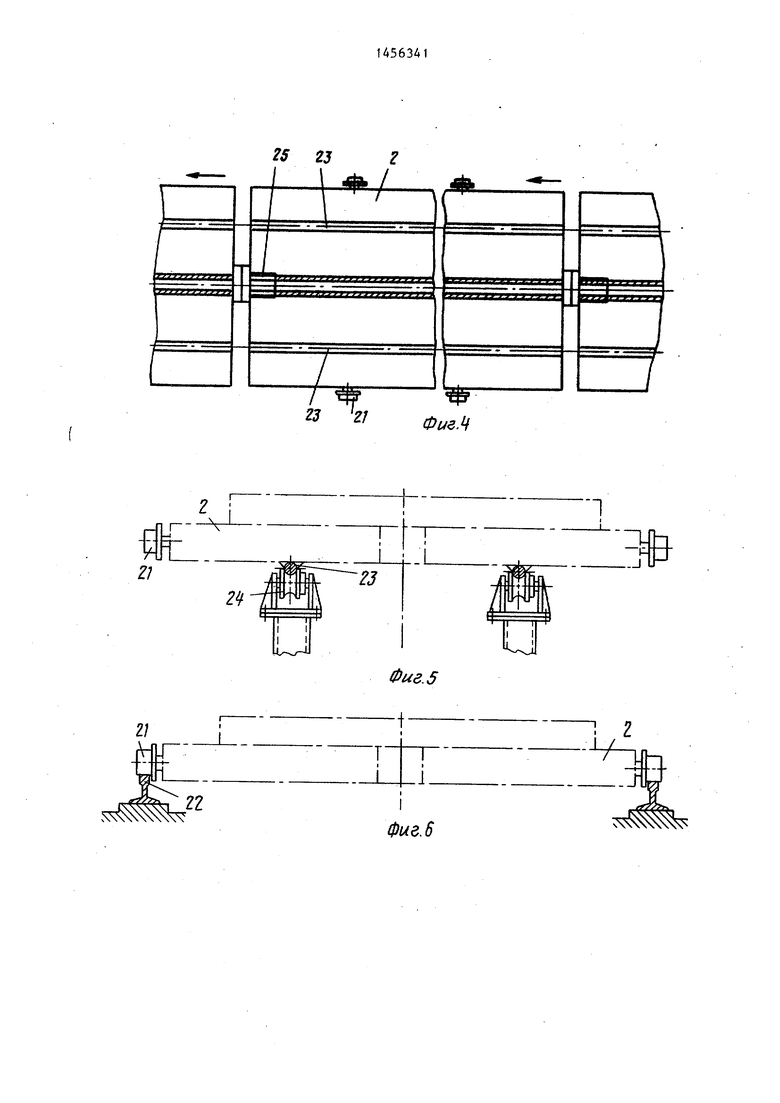
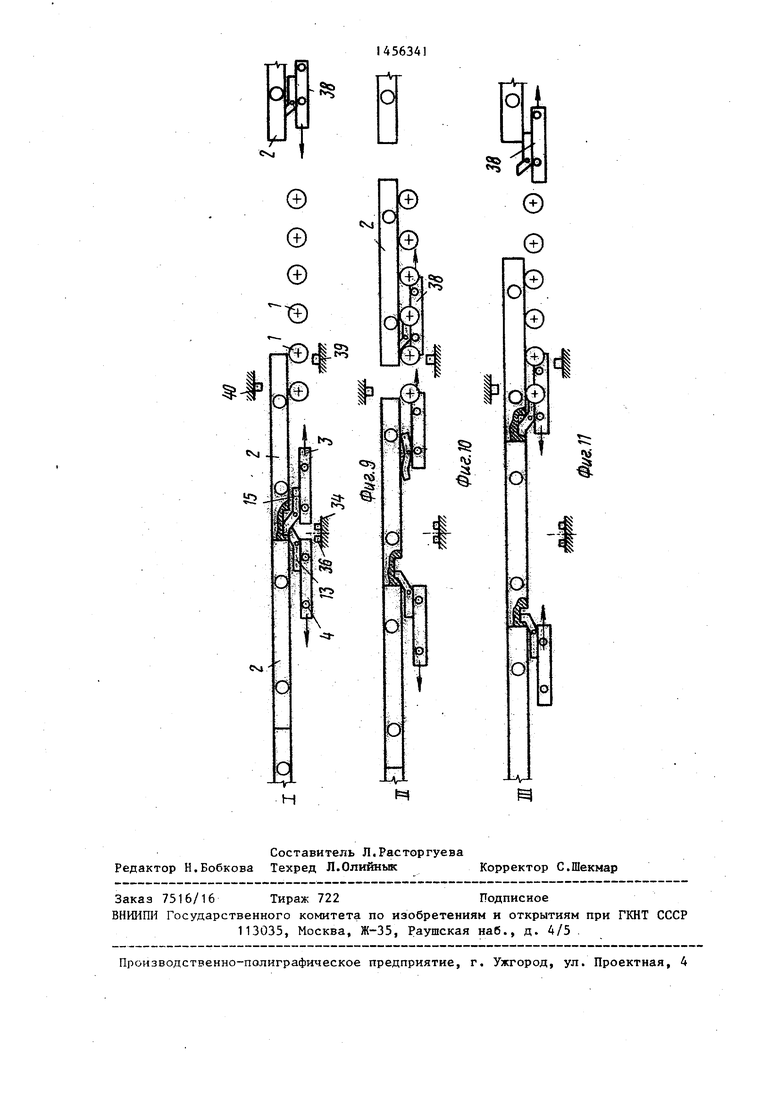
На фиг;1 изображено размещение устройства для перемещения форм-вагонеток в конвейерной линии; на фиг.2 - узел I на фиг.1; на фиг.З - толкатеизометрия; на фиг.4 - формы-вагонетки, вид снизу; на фиг.З и 6 - положение формы-вагонетки на рольганге и на рельсовом пути..соответственно; на фиг.7 - взаимодействие рабочих органов толкателей с упором формы и концевыми выключателями; на фиг.8 - разре А-А на фиг.7; на фиг.9 - 11 - схемы работы устройства для перемещения форм-вагонеток.
Устройство для перемещения форм- вагонеток преимущественно при изготовлении железобетонных изделий на конвейерной линии содержит приводной рольганг 1, перемещаемые по конвейерной линии формы-вагонетки 2 различной длины, два приводных (задний и передний) тележечных толкателя 3 и 4 со своими приводами 5 и 6. Толкатели 3 и 4 установлены с возможностью возвратно-поступательного перемещения по основанию по продольной оси устройства. Приводной рольганг 1 рас- полокен перед толкателями 3 и 4 по ходу движения форм-вагонеток 2, а именно приводной рольганг 1 установлен между последним постом подготовки (например, укладки арматурных каркасов) и постом формования железобетонных изделий.
s
Пара толкателей 3 и 4 необходима ;: для формования и перемещения потока ; форм-вагонеток 2. Толкатели 3 и 4
имеют подвижные каретки 7 и 8, мещаемые по направляющим 9 и 10 на колесах 11 и 12. Рабочий орган 13 переднего толкателя 4 выполнен с выступом 14 соответственно пазу. 15 в
рабочем органе 16 заднего толкате-, ля 3. Рабочие органы 13 и 16 толкателей 3 и i закреплены на осях 17 и 18 кронштейнов 19 и 20. Оба толкателя 3 и 4 установлены с. возможностью встречного движения и расположения выступа 14 толкателя 4 в пазу 15 толкателя 3 для их одновременного взаимодействия с формой-вагонеткой 2. При этом, линейная скорость рольган0 га 1 больше скорости толкателей 3 и 4. Каждая форма-вагонетка 2 снабжена четырьмя колесами 21, опирающимися на расположенные на основании неподвижные направляющие для форм-ваго5 неток 2, которые выполнены в виде рельсового пути 22, двумя направляющими 23, которь ми она опирается на катки 24 приводного рольганга 1, упором 25, расположенным на ее продольной оси снизу на днище вагонетки. Рольганг 1 приводится в движение от привода 26 и снабжен механизмом 27 предельного момента, который может быть выполнен в виде муфты скольжения, например гидромуфты.
5 Для фиксации момента зацепления рабочего органа 16 с упором 25 формы- вагонетки служит концевой выключатель 28, а для фиксации момента зацепления рабочего органа 13 с упором 25 слу0 жит концевой выключатель 29. Момент максимального сближения кареток толкателей фиксируется концевым выключателем 30, срабатывающим при нажатии штока 31 с пружиной 32. Для воз0
действия на шток 31 служит регупнруе- мьй .упор 33, закрепленный на каретке заднего толкателя 3.
Для фиксации момента встречи толкателей независимо от течения времени предусмотреныь..концевые выключатели крайнего положения толкателей: для толкателя 3 - концевой выключатель 34, на который наезжает лыжа 35., для толкателя 4 - концевой выключатель 36 с лыжей 37.
Для ограничения хода толкйтеля 38 служит концевой выключатель 39 а для определения момента включения толкателя 38 служит концевой выключатель 40.
Устройство для перемещения форм- вагонеток работает следующим образом.
В момент встречи кареток 7 и 8 толкателей 3 и 4 выступ 14 рабочего органа 13 переднего толкателя 4 входит в паз 15 рабочего органа 16 толкателя 3 и одновременно входит в зацепление с упором 25 формы-вагонетки 2. Срабатывают концевые выключатели 29 и 30. Происходит реверсирование приводов 5 и 6 толкателей. Передний толкатель 4, .став ведущим, совершает рабочий ход, перемещая состав форм-вагонеток, а задний толкатель 3 совершает холостой ход. В момент схода концевого выключателя 40 с задн-е- го борта последней формы-вагонетки этого состава включается толкатель 38 постов подготовки и все ..формы- вагонетки постов подготовки перемещаются на один шаг, а крайняя передняя форма-вагонетка при этом оказывается на приводном рольганге.
Ход толкателя 38 ограничивается концевым выключателем 39. Очередная форма-вагонетка подхватывается роль- геягом 1, двигающимся со скоростью, превышающей скорость состава форм- вагонеток на формовочных постах, прижимается своим передним торцом к заднему торцу последней формы-вагонетки впереди находящегося состава. При этом работает механизм 27 предельного момента.
45 ности устройства и уменьшения его. габарита по длине, оно снабжено расположенным перед толкателями по ходу движения форм-вагонеток, приводным рольгангом С механизмом предельного момента, а один из толкателей выполнен с пазом, причем оба толкателя установлейы с возможностью встречного движения и расположения одного из толкателей в пазу другого толкателя
В момент .зацепления рабочего органа 16 заднего толкателя 3 с упором 25 формы-вагонетки срабатывает концевой g для их одновременного взаимодействия выключатель 28 и опять происходит с формой-вагонеткой, при этом линей- реверсирование приводов 5 и 6 толкателей 3 и 4.
ная скорость рольганга больше скорости толкателей.
0
При этом задний толкатель 3 приводит в движение последнюю форму- вагонетку вместе со всем составом, находящимся впереди, а передний толкатель 4 движется навстречу ему, со- верщая холостой Ход.. Далее цикл повторяется, .
В случае, если одна из кареток пришла на место встречи раньте другой, срабатывает соответствующий конг цевой выключатель 34 или 36 и каретка (Останавливается, ожидая другую. Тарим образом, место встречи кареток t, (строго фиксировано. Учитывая, что
опережать при перемещении может только ненагруженная - каретка (совершав ющая - холостой ход), то это не может вызвать нарушений в равномерном движении сплошного потока (состава) форм-вагонеток. Для перемещения пары толкателей вместо индивидуальных приводов может быть применен один общий привод.
Устройство для перемещения форм- вагонеток 2 позволяет формировать сплошной состав из форм-вагонеток 2 различной длины и перемещать этот состав по остальным технологическим постам с постоянной скоростью. В конечном итоге повьш1ается производительность и коэффициент использования площади конвейерной линии.
0
5
0
Формула изобретения
Устройство для перемещения форм- вагонеток, содержащее расположенные на основании неподвижные направляющие для форм-вагонеток и установленные с возможностью возвратно-поступательного перемещения по продольной оси устройства- два приводньк толкателя, о т л и ч а ю щ е е с я тем, что, с целью повышения производительности устройства и уменьшения его. габарита по длине, оно снабжено расположенным перед толкателями по ходу движения форм-вагонеток, приводным рольгангом С механизмом предельного момента, а один из толкателей выполнен с пазом, причем оба толкателя установлейы с возможностью встречного движения и расположения одного из толкателей в пазу другого толкателя
для их одновременного взаимодействия с формой-вагонеткой, при этом линей-
для их одновременного взаимодействия с формой-вагонеткой, при этом линей-
ная скорость рольганга больше скорости толкателей.
ч ч ч
См
ю
СИ
х
Iv
ff 23
23 г;
ФигМ
Фиг. 5
фие.6
Фае.7
i6
ig
/S- /J
Фие.8
| Способ транспортирования изделия конвейером,совершающим возвратно-поступательное движение | 1976 |
|
SU1079556A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Шаговый конвейер для перемещения форм-вагонеток | 1976 |
|
SU597606A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
