1
Изобретение относится к области мащи- ностроения, а именно к механизации транспортных и загрузочно-разгрузочных операций, и применяется для автоматинеских линий, установленных в помещениях, ограниченных в направлении транспортного потока щиберными устройствами.
Целью изобретения является повышение производительности конвейера путем совмещения операций загрузки, транспортирования и выгрузки.
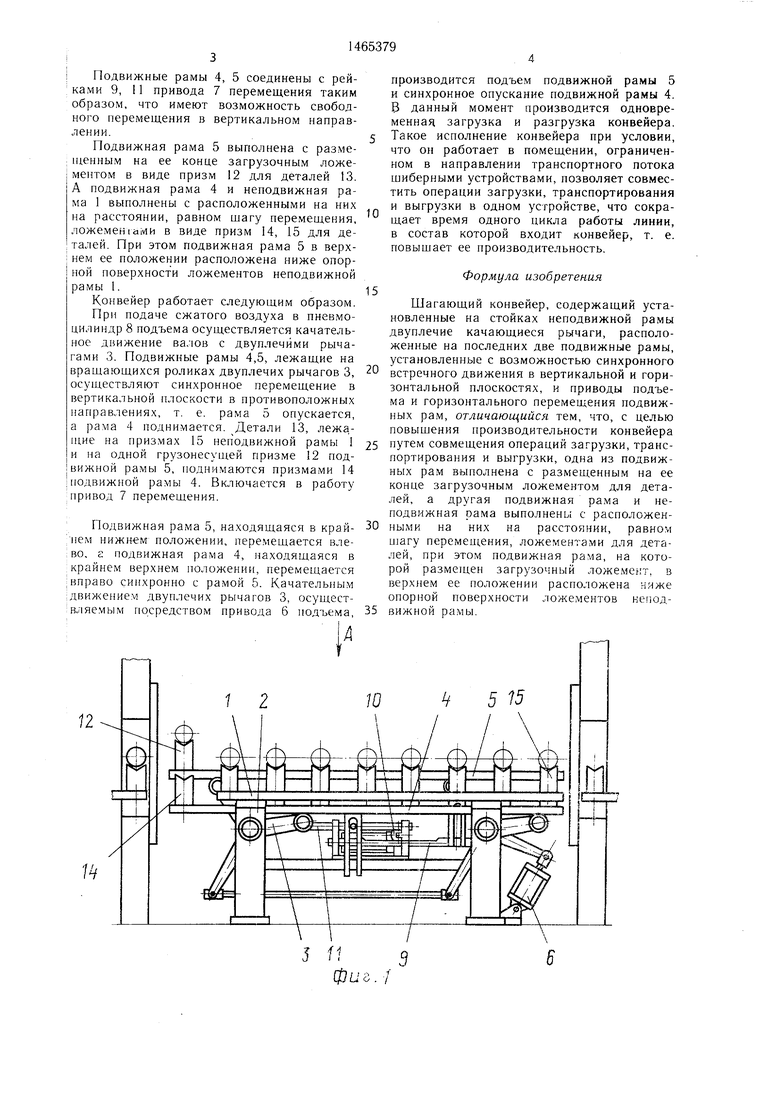
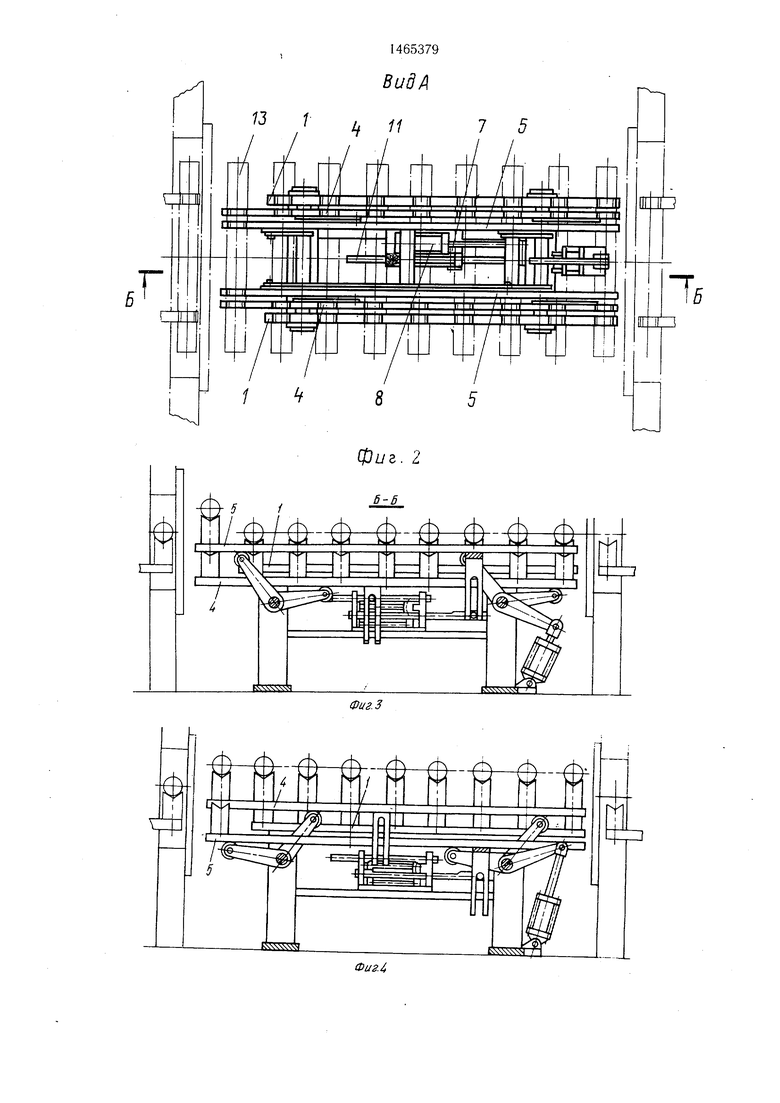
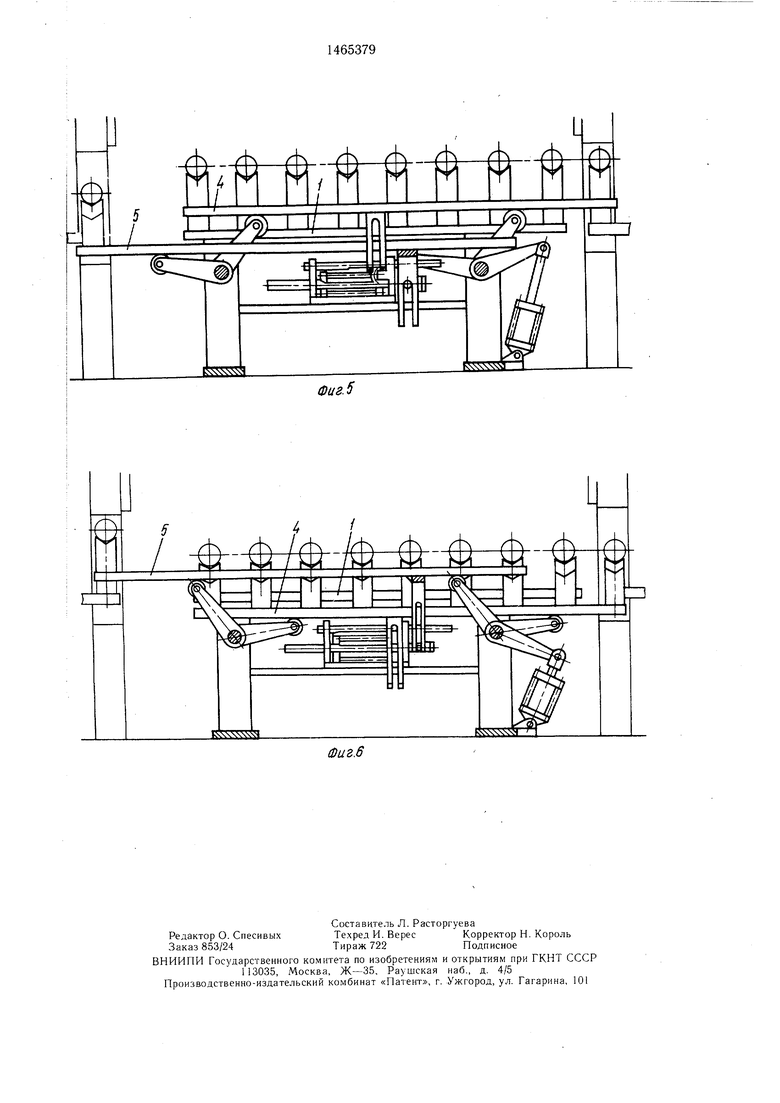
На фиг. I изображен конвейер, общий вид; на фиг. 2 - вид по стрелке А по фиг. I; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4-6 принцип работы конвейера; на фиг. 4 - рама подвижная первая - ход вверх, рама подвижная вторая - ход вниз; на фиг. 5 - рама .подвижная первая - ход вправо, рама подвижная вторая - ход вниз; на фиг. 6 - рама подвижная первая - ход вниз, рама подвижная вторая - ход вверх.
Шагающий конвейер содержит смонтированные на неподвижной раме I стойки 2, установленные на стойках 2 двуплечие качающиеся рычаги 3, расположенные на последних две подвижные рамы 4 и 5, установленные с возможностью синхронного встречного движения в вертикальной и горизонтальной плоскостях, привод 6 подъема и привод 7 горизонтального перемещения подвижных рам 4 и 5. Привод 7 перемещения состоит из пневмоцилиндра 8, со щто- ком которого соединена рейка 9, взаимодействующая с шестерней 10, сообщающей поступательное движение рейки 11 в направлении, обратном направлению перемещения рейки 9.
4;:
05
сл
00
со
I Подвижные рамы 4, 5 соединены с рей- : ками 9, 11 привода 7 перемещения таким образом, что имеют возможность свободного перемещения в вертикальном направлении.
Подвижная рама 5 выполнена с разме- ; uieHHbiM на ее конце загрузочным ложе- j ментом в виде призм 12 для деталей 13. IА подвижная рама 4 и неподвижная рама 1 выполнены с расположенными на них на расстоянии, равном шагу перемещения, ложеменгами в виде призм 14, 15 для де- I талей. При этом подвижная рама 5 в верх- : нем ее положении расположена ниже опор- 1 ной поверхности ложементов неподвижной I рамы 1.
i Конвейер работает следующим образом.
При подаче сжатого воздуха в пневмоцилиндр 8 подъема осуществляется качательное движение валов с двуплечими рыча|гами 3. Подвижные рамы 4,5, лежащие на
производится подъем подвижной рамы 5 и синхронное опускание подвижной рамы 4. В данный момент производится одновременная загрузка и разгрузка конвейера. 5 Такое исполнение конвейера при условии, что он работает в помещении, ограниченном в направлении транспортного потока шиберными устройствами, позволяет совместить операции загрузки, транспортирования и выгрузки в одном устройстве, что сокращает время одного цикла работы линии, в состав которой входит конвейер, т. е. повышает ее производительность.
10
15
Формула изобретения
Шагающий конвейер, содержащий установленные на стойках неподвижной рамы двуплечие качающиеся рычаги, расположенные на последних две подвижные рамы,
,,-...„. .,„, ......ш,,, .,„установленные с возможностью синхронного
вращающихся роликах двуплечих рычагов 3, 20 встречного движения в вертикальной и гори- осуществляют синхронное перемещение взонтальной плоскостях, и приводы подъема и горизонтального перемещения подвижных рам, отличающийся тем, что, с целью повышения производительности конвейера 25 путем совмещения операций загрузки, транспортирования и выгрузки, одна из подвижных рам выполнена с размещенны.м на ее конце загрузочным ложементом для деталей, а другая подвижная рама и неподвижная рама выполнены с расположенПодвижная рама 5, находящаяся в край- 30 ными на них на расстоянии, равном нем нижнем положении, перемещается вле-uiary перемещения, ложементами для детаво, подвижная рама 4, находящаяся влей, при этом подвижная рама, на котокрайнем верхнем положении, перемещается рой размещен загрузочный ложемент, в вправо синхронно с рамой 5. Качательнымверхнем ее положении расположена ниже
движением двуплечих рычагов 3, осущест-опорной поверхности ложементов неподр ляемым посредством привода 6 подъема, 35 вижной рамы.
вертикальной плоскости в противоположных
направлениях, т. е. рама 5 опускается,
la рама 4 поднимается. Детали 13, лежа щие на призмах 15 неподвижной рамы I
|И на одной грузонесущей призме 12 подjвижной рамы 5, поднимаются призмами 14
Пюдвижной рамы 4. Включается в работу
привод 7 перемещения.
производится подъем подвижной рамы 5 и синхронное опускание подвижной рамы 4. В данный момент производится одновременная загрузка и разгрузка конвейера. Такое исполнение конвейера при условии, что он работает в помещении, ограниченном в направлении транспортного потока шиберными устройствами, позволяет совместить операции загрузки, транспортирования и выгрузки в одном устройстве, что сокращает время одного цикла работы линии, в состав которой входит конвейер, т. е. повышает ее производительность.
15
Формула изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Шагающий конвейер | 1986 |
|
SU1452755A1 |
| Роликовый конвейер для автоматических линий | 1984 |
|
SU1257023A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Шаговый конвейер | 1980 |
|
SU933571A1 |
| Устройство для упаковывания концевых частей длинномерных изделий | 1989 |
|
SU1659299A1 |
| Шаговый конвейер | 1988 |
|
SU1521682A1 |
| ШАГАЮЩИЙ КОНВЕЙЕР ДЛЯ ТРАНСПОРТИРОВАНИЯ ШТУЧНЫХ ГРУЗОВ | 1969 |
|
SU239113A1 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Установка для струйно-циркуляционной химической очистки труб | 1978 |
|
SU765400A1 |
Изобретение относится к машинострое нию. Цель - новышение произв-сти конвейера путем совмещения операций загрузки, транспортирования и выгрузки. На стойках 2 неподвижной рамы (Р) 1 конвейера установлены двуплечие качающиеся рычаги 3. На последних расположены две подвижные Р 4 и 5, установленные с возможностью синхронного встречного движения в вертикальной и горизонтальной плоскостях. На конце Р 5 размещен загрузочный ложемент (Л) 12 для деталей. На Р 4 и I расположены на расстоянии, равном щагу перемещения соответственно, Л 14 и 15. При этом Р 5 в верхнем ее положении расположена ниже опорной поверхности Л 15. Конвейер снабжен также приводами подъема 6 и горизонтального перемещения Р 4 и 5. При помощи приводов Р 5 опускается, а Р 4 поднимается. Детали, лежащие в Л 15 и 12, поднимаются Л 14. При помощи привода перемещения Р 5 перемещается влево, а Р 4 - вправо. Качательным движением рычагов 3 и. посредством привода 6 осуществляются подъем Р 5 и опускание Р 4. Происходят одновременная загрузка и разгрузка конвейера. 6 ил.. S (Л
/
фиг. 2
Фиг.5
| Транспортер деталей автоматической линии меиаллорежущих станков | 1973 |
|
SU666120A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| 0 |
|
SU358228A1 | |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
