(Л
j; со
vj
0д
. J
U
огрлничптсльшле пгаибьг 9, а на другом конце - грибовидшле шайбы 10. На раме 1 в зоне перегрузки установлены механизмы для фиксации и расфиксации изделий, выполнен ые в виде взаимодействующей с 10 вилки (В) 13 кинематически связанной с приводом возвратно-поступательного перемещения в виде пневмокамеры 16. Каждый из ШЗ 8 установлен во втулке с воз
можностью возвратно-поступательного перемещения. При подаче изделия в зону перегрузки из пневмокамеры 16 удаляется воздух и осуществляется перемещение В 13, вза -гмодействие ее с щайбой 10 и введение ШЗ 8 внутрь изделия. Цепи 4 перемещаются на шаг, а В 13 возвращается в исходное положение, и осуществляется захват iiI3 8 след тощего изделия. 3 ил.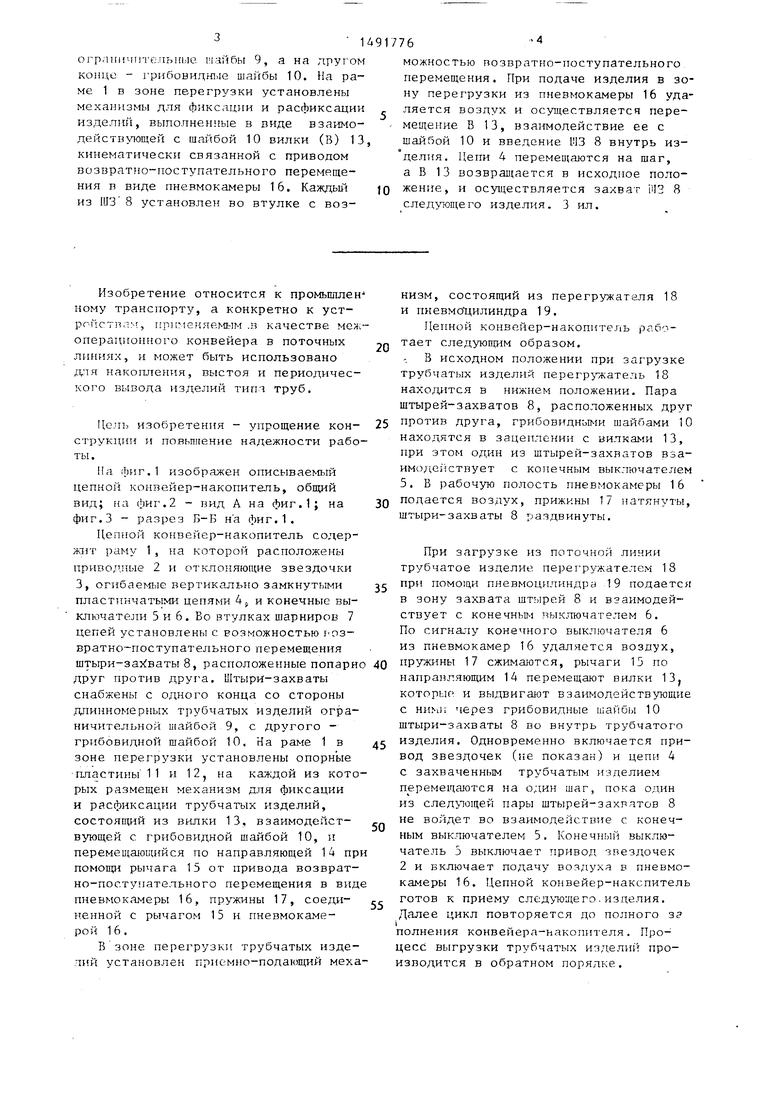
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
| Линия горячей штамповки | 1989 |
|
SU1707466A1 |
| Автоматическая линия штамповки деталей из рулонного материала | 1989 |
|
SU1625565A1 |
| Устройство для транспортирования трубчатых изделий | 1981 |
|
SU967928A1 |
| Поточная линия для обработки изделий | 1982 |
|
SU1081101A1 |
| Устройство для укладки в пакет плоских изделий | 1987 |
|
SU1579874A1 |
| Устройство для перегрузки изделий с подвесного грузонесущего конвейера | 1975 |
|
SU655610A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Установка для ассортиментного комплектования контейнеров лотками с хлебобулочными изделиями | 1974 |
|
SU552945A1 |
| УСТРОЙСТВО ДЛЯ ПРИЕМА ПАКОВОК С ТРАНСПОРТЕРА И ПЕРЕГРУЗКИ ИХ НА ТРАНСПОРТНЫЙ МОДУЛЬ | 1992 |
|
RU2036830C1 |
Изобретение относится к промышленному транспорту, позволяет упростить конструкцию и повысить надежность работы. На раме 1 установлены приводные и отклоняющие звездочки, которые огибают вертикально замкнутые тяговые пластинчатые цепи 4 с установленными во втулках шарниров 7 напротив друг друга штырями-захватами (ШЗ) 8. На одном конце ШЗ 8 со стороны захвата изделия смонтированы ограничительные шайбы 9, а на другом конце - грибовидные шайбы 10. На раме 1 в зоне перегрузки установлены механизмы для фиксации и расфиксации изделий, выполненные в виде взаимодействующей с шайбой 10 вилки (В) 13, кинематически связанной с приводом возвратно-поступательного перемещения в виде пневмокамеры 16. Каждый из ШЗ 8 установлен во втулке с возможностью возвратно-поступательного перемещения. При подаче изделия в зону перегрузки из пневмокамеры 16 удаляется воздух и осуществляется перемещение В 13, взаимодействие ее с шайбой 10 и введение ШЗ 8 внутрь изделия. Цепи 4 перемещаются на шаг, а В 13 возвращается в исходное положение, и осуществляется захват ШЗ 8 следующего изделия. 3 ил.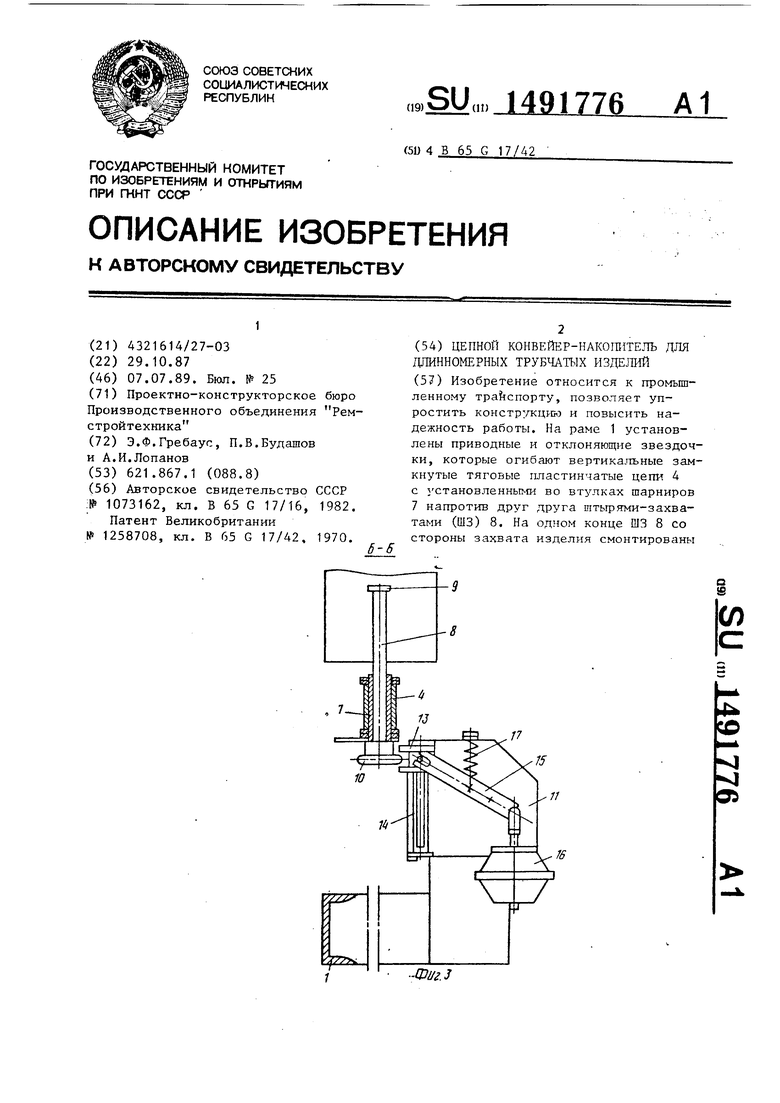
Изобретение относится к промышлен ному транспорту, а конкретно к уст- ройст,, применяемым .в качестве меж операцпонного конвейера в поточных линиях, и может быть использовано Л тя накопления, выстоя и периодического вывода изделий тит труб.
изобретения - упрощение кон- струкцпи и повьппение надежности работы.
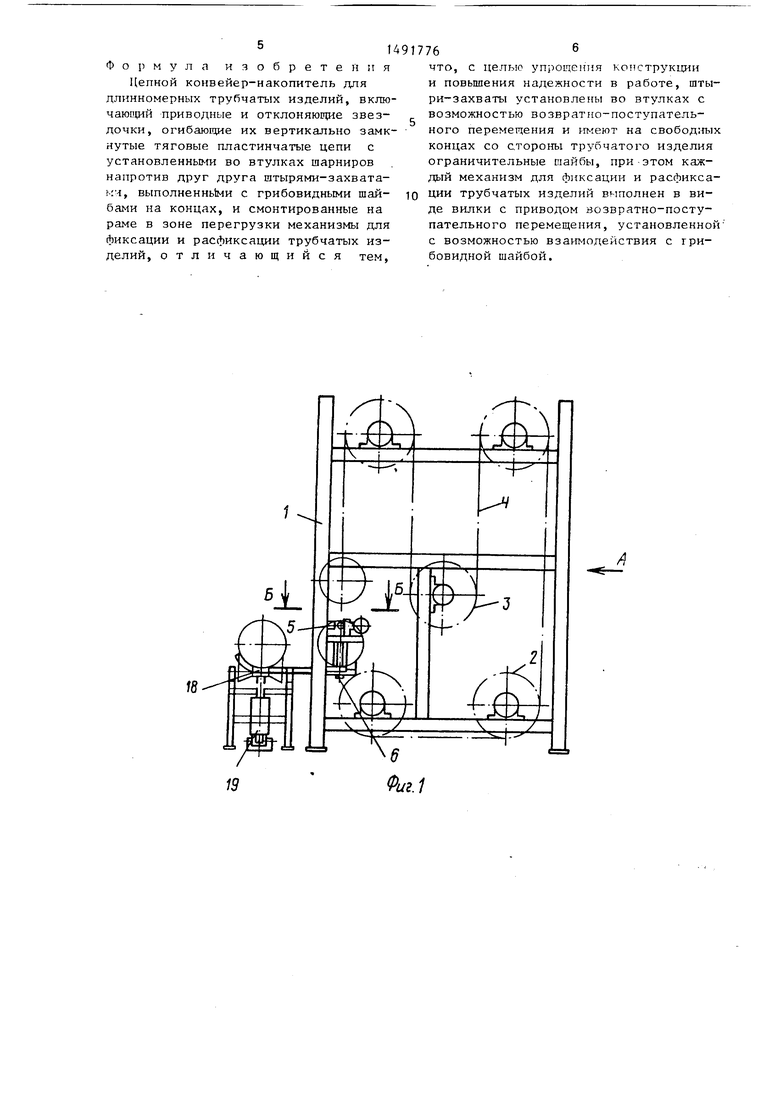
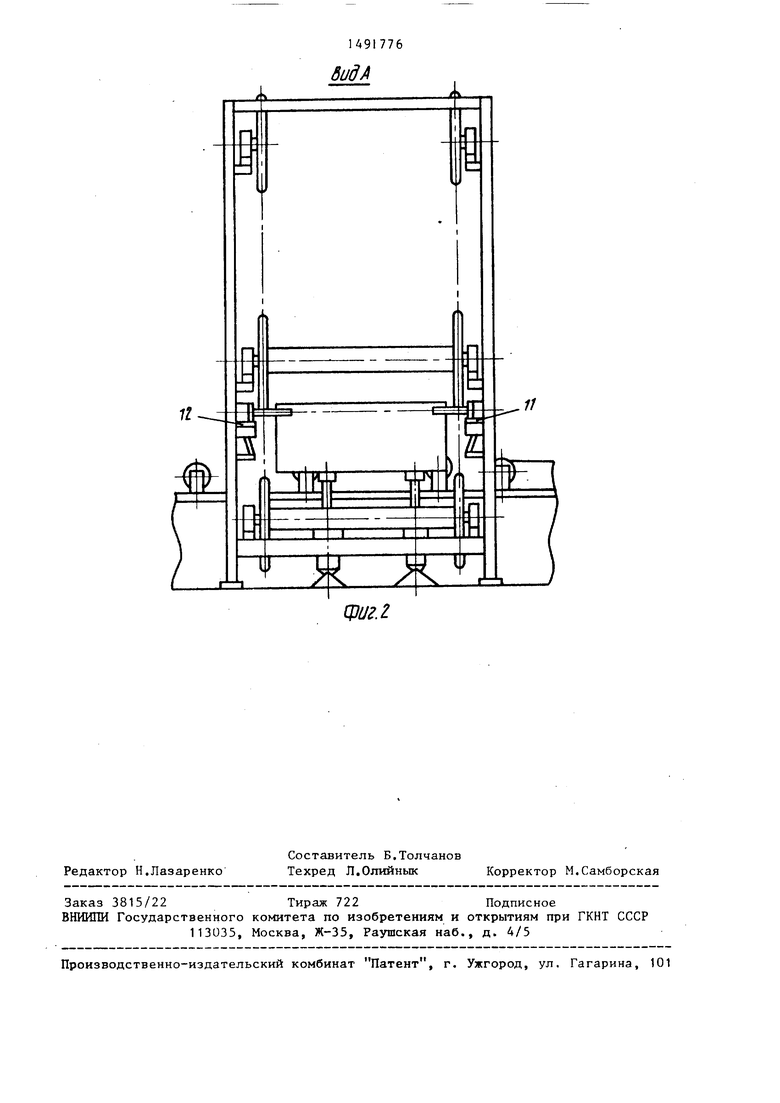
На фнг.1 изображен описываемый цепной конвейер-накопитель, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б н а фиг.1.
Цепной конвейер-накопитель содержит раму 1, на которой расположены привод,пые 2 и отклоняющие звездочки 3, огибаемьле вертикально замкнутыми пласттп чатыми цепями 4, и конечные выключатели 5 и 6. Во втулках щарниров 7 цепей установлены с возможностью вратно-поступательного перемещения штыри-за} ваты 8, расположенные попарн друг против друг а. Штыри-захваты снабжены с одного конца со стороны .длинномерных трубчатых изделий ограничительной шайбой 9, с другого - грибовидной шайбой 10, На раме 1 в зоне перегрузки установлены опорные пластины 1 1 и 12, на каждой из которых размещен механизм для фиксации и расфиксации трубчатых изделий.
состоящий из вилки 13, взаимодейст50
вующей с грибовидной щайбой 10, и перемещшощийся по направляющей 14 при noMonpi рычага 15 от привода возвратно-поступательного перемещения в виде пневмокамеры 16, пр окины 17, соеди- ненной с рычагом 15 и пневмокаме- рой 16.
В зоне перегрузки трубчатых изделий установлен приемно-подающий меха
5
0
5 0 5
0
низм, состоящий из перегружателя 18 и пневмо1дилиндра 19.
Цепной конвейер-накопитель работает следуюпщм образом.
В исходном положении при загрузке трубчатых изделий перегр жатель 18 находится в нижнем положении. Пара щтырей-захватов 8, расположенных друг против друга, грибовидными шайбами 10 находятся в зацеплении с вилками 13, при этом один из штырей-захватов вза- имоде11ствует с конечным выключателем 5. В рабочую полость пневмокамеры 16 подается воздух, прижины 17 натянуты, штыри-захваты 8 раздвинуты.
При загрузке из поточной линии трубчатое изделие перегружателем 18 при помощи пневмоцилиндра 19 подается в зону захвата шт лрей 8 и взаимодействует с конечньм ыключателем 6. По сигналу конечного выключателя 6 из пневмокамер 16 удаляется воздух, пружины 17 сжимаются, рычаги 15 по направляющим 14 перемещают вилки 13 которые и выдвигают взаимодействующие с ними через грибовидные шайбы 10 штыри-захваты 8 во внутрь трубчатого изделия. Одновременно включается привод звездочек (не показан) и цепи 4 с захваченным трубчатым изделием перемещаются на один шаг, пока один из следующей пары штырей-захватов 8 не войдет во взаимодействие с конечным выключателем 5. Конечный выключатель 5 выключает привод звездочек 2 и включает подачу воздуха в пневмокамеры 16. Цепной конвейер-накопитель готов к приему след тощего. изделия. Далее цикл повторяется до полного за полнения конвейера-накопителя. Цро- цесс выгрузки трубчатых из,цели1т производится в обратном порядке.
Формула изобретения
Цепной конвейер-накопитель для длинномерных трубчатых изделий, вклю- чаюпщй приводные и отклоняющие звездочки, огибаю1цие их вертикально замкнутые тяговые пластинчатые цепи с установленньми во втулках шарниров напротив друг друга штырями-захвата- мч, выполненнь1ми с грибовидными шайбами на концах, и смонтированные на раме в зоне перегрузки механизмы для фиксации и расфиксации трубчатых изделий, отличающийся тем.
что, с целью упрощения конструкции и повьшения надежности в работе, штыри-захваты установлены во втулках с возможностью возвратно-поступательного перемещения и имеют на свобод:л 1Х концах со стороны трубчатого изделия ограничительные шайбы, при-этом каждый механизм для фиксации и расфикса0 Ции трубчатых изделий выполнен в виде вилки с приводом возвратно-поступательного перемещения, установленной с возможностью взa гмoдeйcтвия с грибовидной шайбой.
/I
бидА
цзиг.1
| Конвейер | 1982 |
|
SU1073162A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Нижний выталкиватель горячештамповочного пресса | 1985 |
|
SU1258708A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| S-S | |||
