ko
со
СП
а: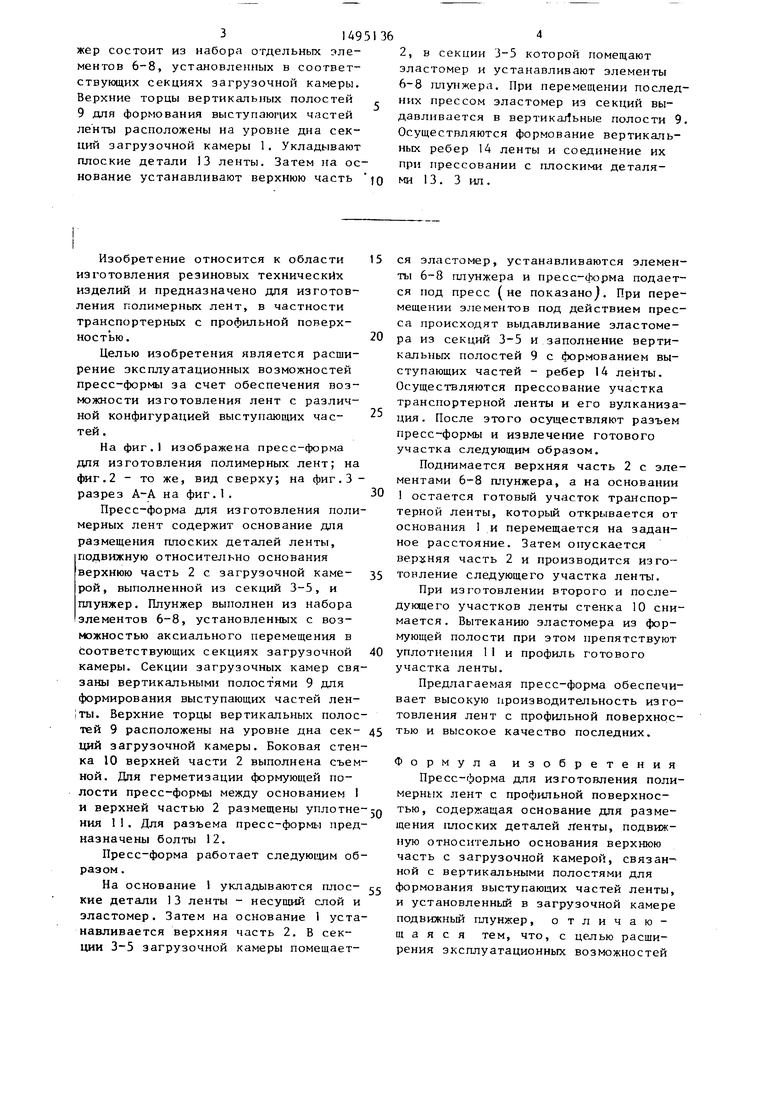
| название | год | авторы | номер документа |
|---|---|---|---|
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1978 |
|
SU903184A1 |
| Многогнездная пресс-форма литьевого прессования для изготовления кольцевых резиновых изделий | 1984 |
|
SU1224151A2 |
| Пресс-форма для изготовления объемных изделий с профильной боковой поверхностью | 1986 |
|
SU1409463A1 |
| Установка для изготовления полимерных изделий | 1986 |
|
SU1409462A1 |
| Способ изготовления изделия из термопластичных полимерных материалов и устройство для его осуществления | 2019 |
|
RU2732299C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Устройство для изготовления блоков вспененных полимерных материалов (варианты) и способ изготовления этих блоков | 2020 |
|
RU2744369C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2017 |
|
RU2656468C1 |
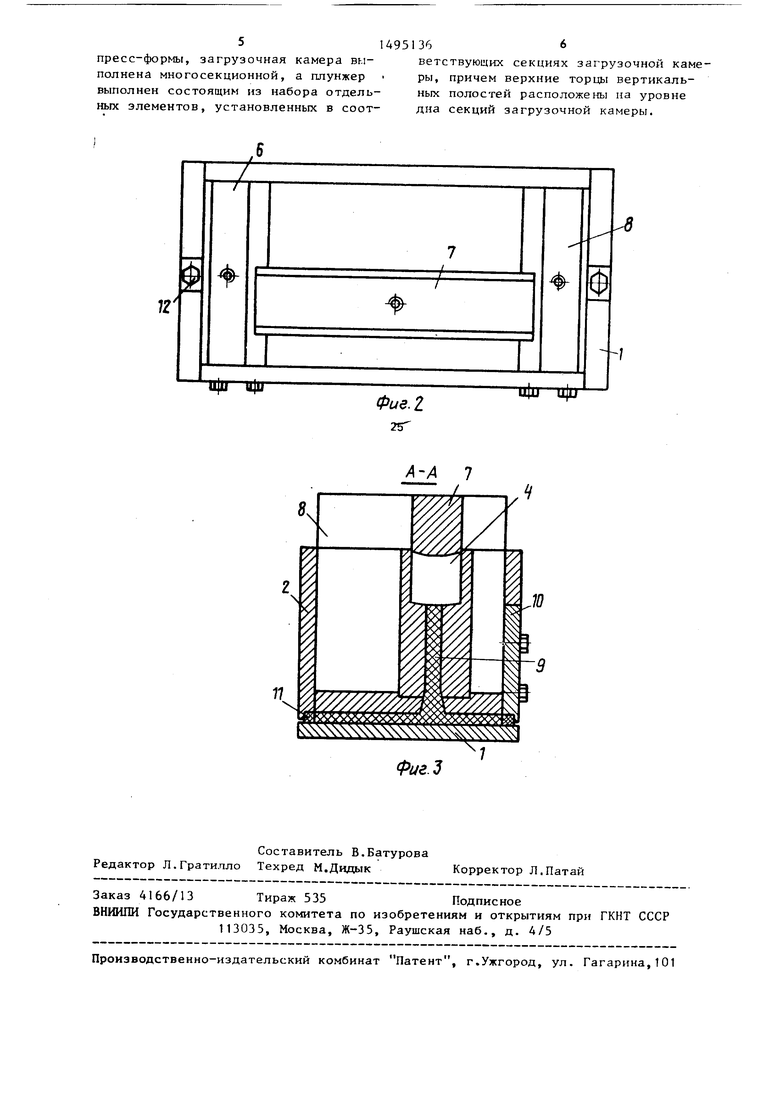
Изобретение касается изготовления резиновых технических изделий и предназначено для изготовления полимерных лент ,в частности, транспортерных, с профильной поверхностью. Цель изобретения - расширение эксплуатационных возможностей пресс-формы. Для этого загрузочная камера выполнена в виде секций 3 - 5. Подвижный плунжер состоит из набора отдельных элементов 6 - 8, установленных в соответствующих секциях загрузочной камеры. Верхние торцы вертикальных полостей 9 для формования выступающих частей ленты расположены на уровне дна секций загрузочной камеры 1. Укладывают плоские детали 13 ленты. Затем на основание устанавливают верхнюю часть 2, в секции 3-5 которой помещают эластомер и устанавливают элементы 6-8 плунжера. При перемещении последних прессом эластомер из секций выдавливается в вертикальные полости 9. Осуществляются формование вертикальных ребер 14 ленты и соединение их при прессовании с плоскими деталями 13. 3 ил.
фиеЛ
31495136
жер состоит из набора отдельных элементов 6-8, установленных в соответствующих секциях загрузочной камеры. Верхние торцы вертикальных полостей 9 для формования выступаюг;их частей ленты расположены на уровне дна секций загрузочной камеры 1. Укладывают плоские детали 13 ленты. Затем на основание устанавливают верхнюю часть ю
Изобретение относится к области изготовления резиновых технических изделий и предназначено дпя изготовления полимерных лент, в частности транспортерных с профильной поверхностью.
Целью изобретения является расширение эксплуатационных возможностей пресс-формы за счет обеспечения возможности изготовления лент с различной конфигурацией выступающих частей .
На фиг.I изображена пресс-форма дпя изготовления полимерных лент; на фиг.2 - то же, вид сверху; на фиг.3 - разрез А-А на фиг.1.
Пресс-форма для изготовления полимерных лент содержит основание для размещения плоских деталей ленты, подвижную относительно основания верхнюю часть 2 с загрузочной каме- рой, выполненной из секций 3-5, и гшунжер. Плунжер выполнен из набора элементов 6-8, установленных с возможностью аксиального перемещения в соответствующих секциях загрузочной камеры. Секции загрузочных камер связаны вертикальными полостями 9 для формирования выступающих частей лен- 1ТЫ. Верхние торцы вертикальных полостей 9 расположены на уровне дна сек- ций загрузочной камеры. Боковая стенка 10 BepxHevi части 2 выполнена съемной. Для герметизации формующей полости пресс-формы между основанием 1 и верхней частью 2 размещены уплотне ния 11. Для разъема пресс-формы предназначены болты 12.
Пресс-форма работает следующим образом .
На основание 1 укладываются плос- кие детали 13 ленты - несущий слой и эластомер. Затем на основание 1 устанавливается верхняя часть 2. В секции 3-5 загрузочной камеры помещает2, в секции 3-5 которой помещают эластомер и устанавливают элементы 6-8 плунжера. При перемещении последних прессом эластомер из секций выдавливается в вертикальные полости 9. Осуществляются формование вертикальных ребер 14 ленты и соединение их при прессовании с плоскими деталями 13. 3 ил.
5
5 0
0
5 0 5 п
ся элсчстомер, устанавливаются элементы 6-8 плунжера и пресс-форма подается под пресс (не показаноJ. При перемещении элементов под действием пресса происходят выдавливание эластомера из секций 3-5 и заполнение вертикальных полостей 9 с формованием выступающих частей - ребер 14 ленты. Осуществляются прессование участка транспортерной ленты и его вулканизация. После этого осуществляют разъем пресс-формы и извлечение готового участка следующим образом.
Поднимается верхняя часть 2 с элементами 6-8 плунжера, а на основании 1 остается готовый участок транспортерной ленты, который открывается от основания 1 и перемещается на заданное расстояние. Затем опускается верхняя часть 2 и производится изготовление следующего участка ленты.
При изготовлении второго и последующего участков ленты стенка 10 снимается . Вытеканию эластомера из формующей полости при этом препятствуют уплотнения 11 и профиль готового участка ленты.
Предлагаемая пресс-форма обеспечивает высокую производительность изготовления лент с профильной поверхностью и высокое качество последних.
Формула изобретения
Пресс-форма для изготовления полимерных лент с профильной поверхностью, содержащая основание дпя размещения плоских деталей Ленты, подвижную относительно основания верхнюю часть с загрузочной камерой, связан ной с вертикальными полостями для формования выступающих частей ленты, и установленный в загрузочной камере подвижный плунжер, отличающаяся тем, что, с целью расширения эксплуатационных возможностей
514951366
пресс-формы, загрузочная камера вы-ветствующих секциях загрузочной камеполнена многосекционной, а плунжер ры, причем верхние торцы вертикаль- выполнен состоящим из набора отдель-ных полостей расположены на уровне
ных элементов, установленных в соот-дна секций загрузочной камеры.
Фие.1
25
чxc-c - c s c
Ч Фиг.д
| Патент США R 4540337, кл, 425- 28, опублик | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Патент США N 3441641, кл | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
