Изобретение относится к области сварочного производства, а именно к конструкциям устройств для дуговой сварки с присадочной проволокой швов сложной пространственной конфигурации, преимущественно замкнутой формы, и может быть использовано в транспортном нефтяном, химическом и других отраслях машиностроения.
Целью изобретения является повышение качества сварных швов и надежности работы устройства путем предотвращения скру- чивания канала подачи присадочной проволоки и снижения степени ее изгиба при сварке некольцевых швов.
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - узел I на фиг. 1, вариант выполнения; на фиг. 3 - то же, другой вариант выполнения; на фиг. 4 - вид А на фиг. 1.
Устройство для автоматической сварки замкнутых швов содержит установленные на стойке 1 манипулятор 2 и кронштейн 3, на котором закреплена с возможностью фиксации в необходимом положении поворотная подвеска 4 с механизмом 5 подачи электродной проволоки и катушкой 6. Гибкий канал 7 подачи проволоки жестко закреплен одним концом на механизме 5 подачи проволоки, а другим на корпусе сварочной горелки 8, установленной через подшипниковый узел 9 на выходном звене 10 манипулятора 2. Поворотная подвеска 4 и приспособление 11 для фиксации свариваемой детали установлены на общей оси вращения, параллельной оси вращения стойки 1.
Возможен другой вариант конструкции узла соединения сварочной горелки 8 с выходным звеном манипулятора, предусматри- вающий жесткое соединение горелки с выходным звеном 10. В этом случае гибкий канал
7соединен с корпусом сварочной горелки 8 с возможностью вращения в нем.
Устройство для автоматической сварки замкнутых швов работает следующим образом.
Манипулятор 2 перемещает горелку 8 вдоль траектории подлежащего сварке соединения по заданной программе в пределах своей рабочей зоны. В точке начала сварки включается подача присадочной проволоки и зажигается дуга. В процессе перемещения по замкнутому контуру, в зависимости от его сложности, изменяется как ориентация, так и радиальное положение (вокруг оси) горелки
8относительно ее изначального положения.
Установленные на подвеске 4 механизм 5 подачи электродной проволоки вместе с катушкой 6 в процессе обхода контура поворачиваются в горизонтальной плоскости вслед за горелкой 8, поскольку они соединены с ней каналом 7. Так как подвеска 4 распо-
0
5
о
5
5
0
5
0
ложена соосно с приспособлением 11 для фиксации деталей, то изгиб канала 7 в максимально удаленных от оси симметрии точках контура сварки минимален. Величина силы трения проволоки о стенки канала 7 также изменяется незначительно.
При перемене ориентации оси горелки 8 поворотная подвеска 4 изменяет наклон вслед за изменением радиуса изгиба канала 7.
Взаимное радиальное положение горелки 8 и канала 7 также изменяется, однако скручивание канала 7 не последует вследствие поворота горелки 8 в подшипниковом узле 9 относительно выходного звена 10 манипулятора 2.
Использование изобретения обеспечит стабильную скорость подачи проволоки благодаря минимальному диапазону изменения трения о стенки канала, что позволит повысить качество сварных швов и предотвратить скручивание канала при сварке замкнутых швов, а также за счет снижения динамических нагрузок на манипулятор и износа канала повысить надежность его работы.
Формула изобретения
. Устройство для автоматической сварки замкнутых швов, включающее манипулятор, приспособление для фиксации детали, механизм подачи присадочной проволоки, уста новленный на кронштейне, закрепленном на стойке манипулятора с возможностью поворота вокруг своей оси, и соединенный гибким каналом подачи присадочной проволоки со сварочной горелкой, установленной на выходном звене манипулятора, отличающееся тем, что, с целью повышения качества сварных швов и надежности работы устройства путем предотвращения скручивания канала подачи присадочной проволоки и снижения ее степени изгиба при сварке некольцевых швов, манипулятор снабжен по меньшей мере одним промежуточным шарнирным звеном, соединяющим кронштейн с выходным звеном манипулятора, а гибкий канал соединен с выходным звеном манипулятора с возможностью вращения относительно конца его вокруг оси сварочной горелки.
2.Устройство по п. 1, отличающееся тем, что корпус сварочной горелки соединен с выходным звеном манипулятора жестко, а канал подачи электродной проволоки соединен с корпусом сварочной горелки с возможностью вращения.
3.Устройство по п. 1, отличающееся тем, что канал подачи электродной проволоки закреплен в корпусе горелки, а горелка установлена на выходном звене манипулятора с возможностью вращения в нем вокруг своей оси.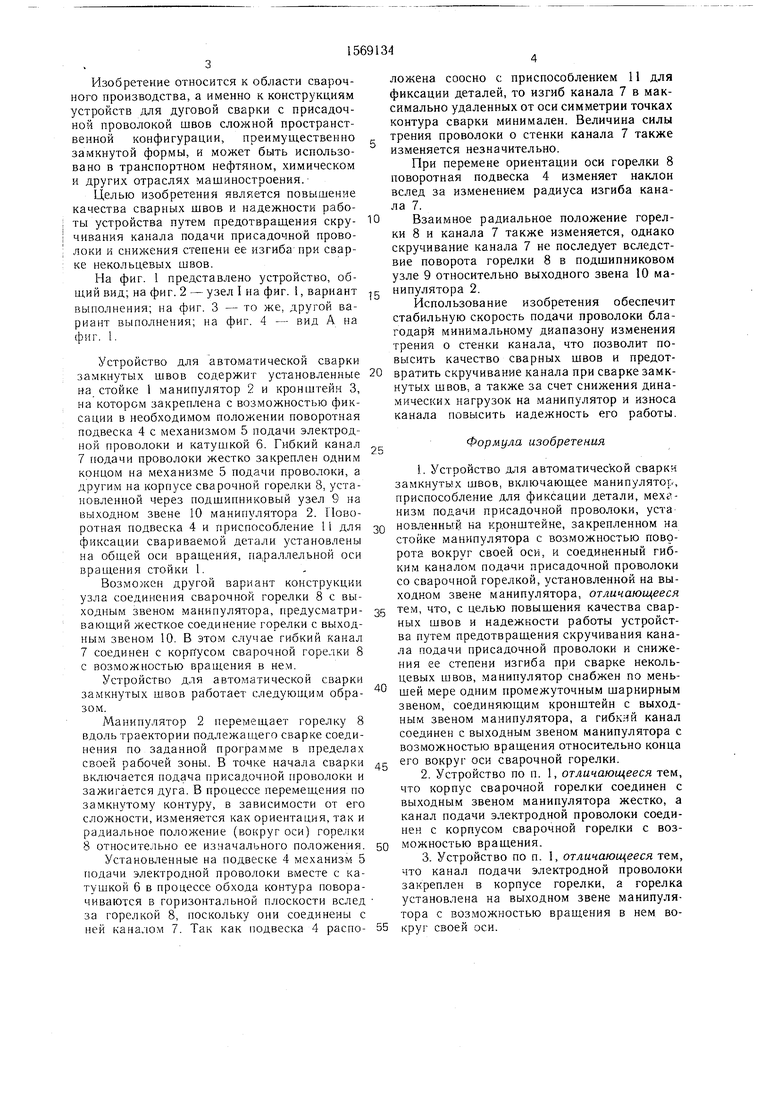
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочная головка | 1987 |
|
SU1530388A1 |
| Устройство для автоматической сварки криволинейных элементов | 1982 |
|
SU1041252A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU872109A1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| Устройство для автоматической дуговой сварки неплавящимся электродом | 1982 |
|
SU1118501A1 |
| СПОСОБ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ В ЗОНУ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2202452C1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1983 |
|
SU1138272A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Устройство для вварки криволинейных элементов в оболочковую конструкцию | 1983 |
|
SU1127731A1 |

Изобретение относится к сварочному производству в промышленности для механизированной сварки замкнутых швов сложной конфигурации. Цель изобретения - повышение качества швов и надежности устройства путем предотвращения скручивания канала подачи электродной проволоки и снижения степени ее изгиба при сварке некольцевых швов. Устройство содержит сварочный манипулятор 2 и сварочную горелку 8, закрепленную на выходном звене сварочного манипулятора 2 и соединенную гибким каналом 7 с механизмом 5 подачи проволоки. Гибкий канал 7 может проворачиваться относительно выходного звена сварочного манипулятора 2, что позволяет исключить скручивание его при сварке замкнутых швов. 2 з.п. ф-лы, 4 ил.
;х
I
iX
X
10 Ю
(pue.Z
РигЗ
вид А
Рабочая зона манипулятора
Фиг. 4
Привариваемая деталь
сварные шбы
| АППАРАТ ДЛЯ ОБВАРКИ ТРУБ | 0 |
|
SU358109A1 |
| Патент США № 4650959, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ДУГОВОЙ ПРИВАРКИ ШТУЦЕРОВ | 0 |
|
SU295638A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ГОЛОВКА ДЛЯ СВАРКИ И НАПЛАВКИ КОЛЬЦЕВЫХ ШВОВ | 0 |
|
SU361038A1 |
