15
Изобретение относится к производ-i ству строительных материалов и может быть использовано для кладки панелей из блоков.
Цель изобретения - расширение технологических возможностей за счет обеспечения формования панелей с проемами различных форм и размеров.
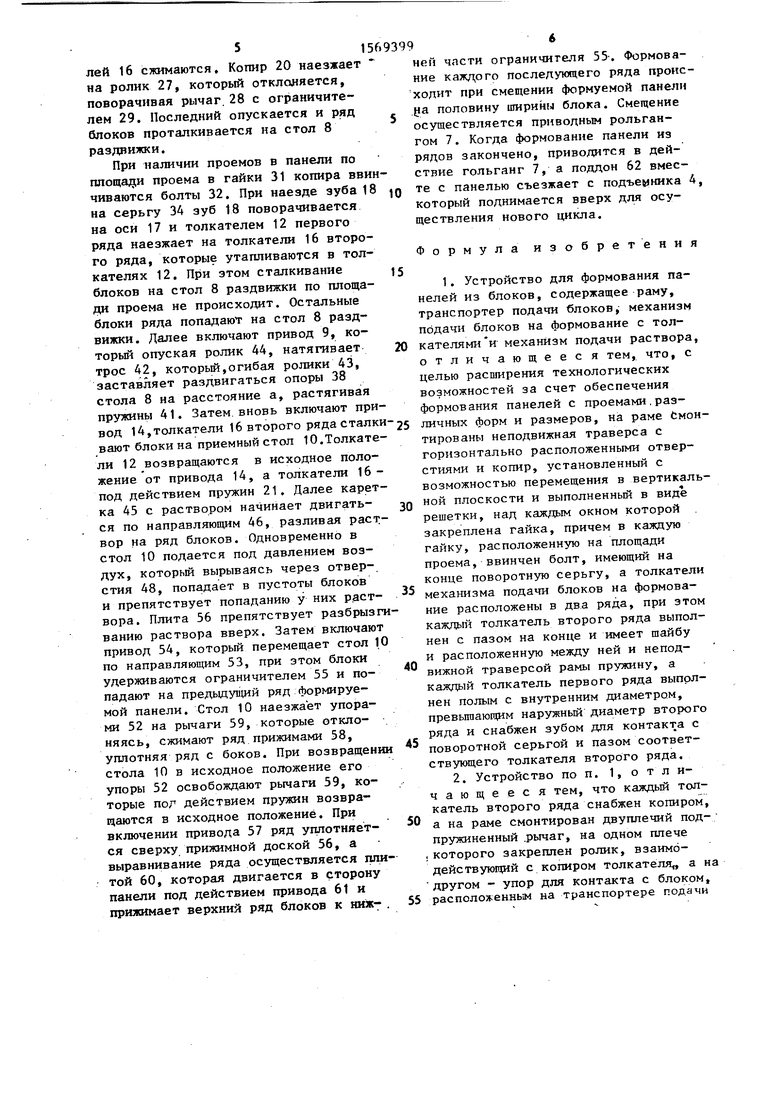
На фиг. 1 изображено устройствоj общий вид; на фиг. 2 - то же, вид в лане; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - разрез А-А на фиг 3; на фиг. 5 - вид В на фиг. 1; на фиг. 6 - узел II на фиг. 4; на фиг. 7 - вид В на фиг.2; на фиг. 8 - узел III на фиг. 7; на фиг, 9 - вид Г на фиг. 8; на фиг. 10 - вид Д на фиг. 2; на фиг. 11 - разрез Е-Е на фиг. 10; на фиг. 12 - вид Ж на фиг. 1: на фиг.13 разрез И-И на фиг. 2; на фиг. 14 - форма изготовляемых панелей и их расположение при стыковке.
Устройство для формования панелей Из блоков содержит транспортер 1 подачи блоков с упором 2, механизм 3 Подачи блоков на формование,подъемник 4 с рамой 5,привод 6 подъемника,приводной рольганг 7, стол., 8 раздвижки с приводом 9, приемный стол 10 и механизм 11 подачи раствора.
Механизм 3 подачи блоков на формование состоит из двух рядов толкателей - толкателей 12 первого ряда, выполненных полыми и установленных на траверсе 13 с возможностью перемещения привода 14 по направляющим 15, и толкателей 16 второго ряда, наружный диаметр которых меньше внутреннего диаметра толкателей первого ряда. На каждом толкателе 12 первого ряда установлен на оси 17 зуб 18, а каждый толкатель 16 второго ряда имеет паз 19, копир 20 и пружину 21, расположенную между неподвижной траверсой 22 и шайбой 23. Траверса 22 имеет горизонтально расположенные отверстия для прохода толкателей 16 и направляющие 24. Под каждым толкателем 16 второго ряда установлен двуплечий рычаг, одно плечо 25 которого имеет пружину 26 и соприкасается с копиром 20 роликом 27. Второе плечо 28 рычага соединено с ограничителем 29 поперечного перемещения блоков на транспортере 1 .
Между первым и вторым рядами толкателей на раме 5 подъемника установлен -копир 30, выполненный в виде
s
5
о
решетки, над каждым окном которой закреплена .гайка 31. Для образования проемов в формируемой панели по площади проема в гайки 31 ввинчиваются болты 32, каждый из который имеет на конце поворотную на оси 33 серьгу 34.
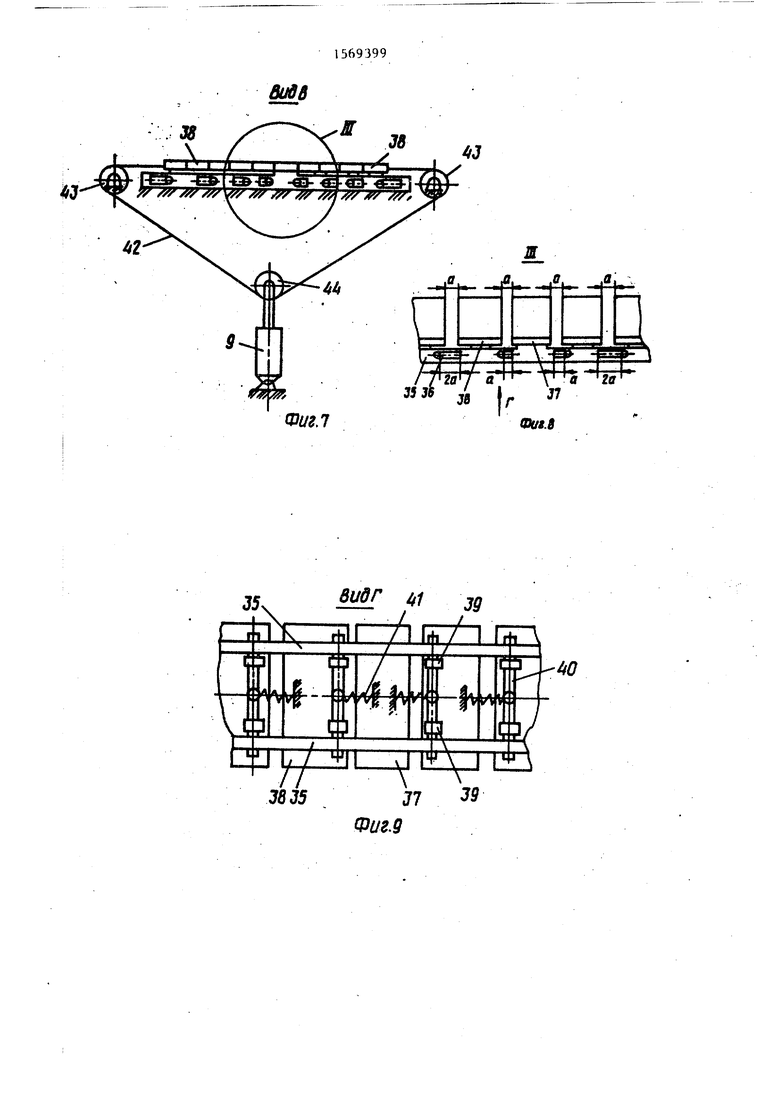
Стол 8 раздвижки состоит из двух параллельно неподвижных пластин 35 с пазами 36. JIa пластинах 35 установлены неподвижная опора 37 и подвижные опоры 38 с ушами 39. Подвижные опоры 38 соединены с пластинами 35 с помощью пальцев 40. Каждая опора 38 соединена с пальцем 40 соседней опоры с помощью пружины 41. Для обеспечения одинаковых зазоров А между блоками размеры пазов 36 выполнены кратными а, первые пазы от неподвижной опоры 37 имеют длину а, а последующие 2а, За и т.д.Крайние опоры 38 соединены с тросом 42 роликами 43, 44 и приводом 9.
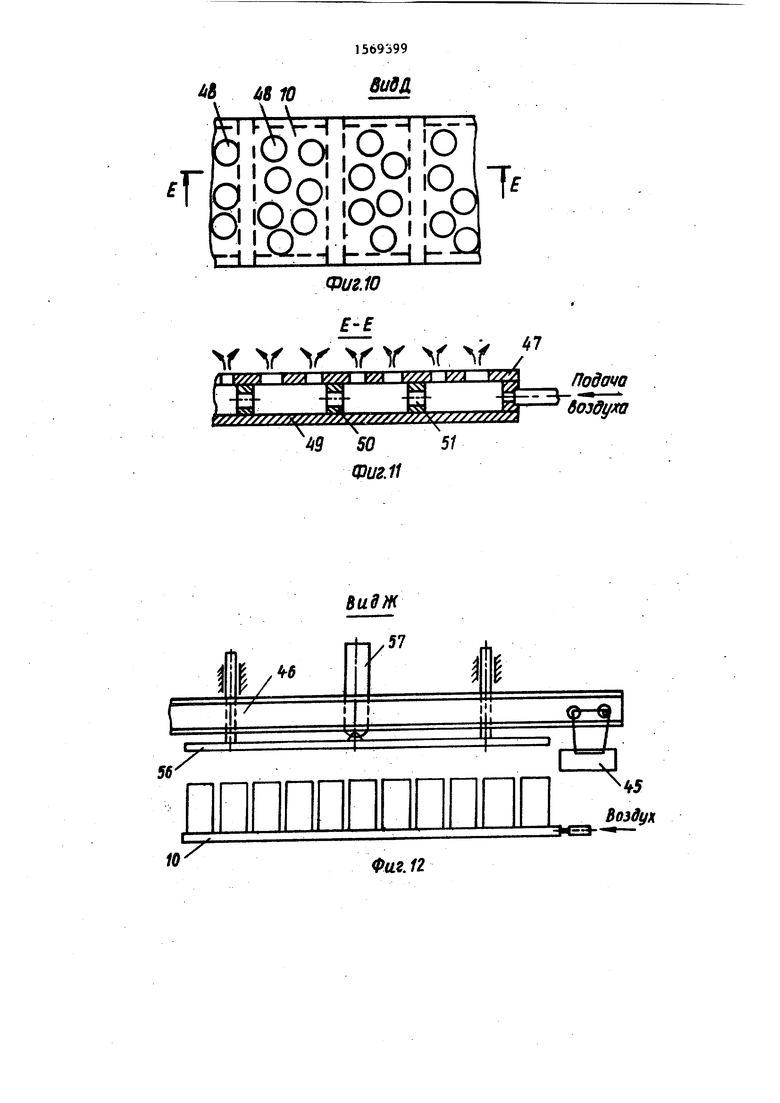
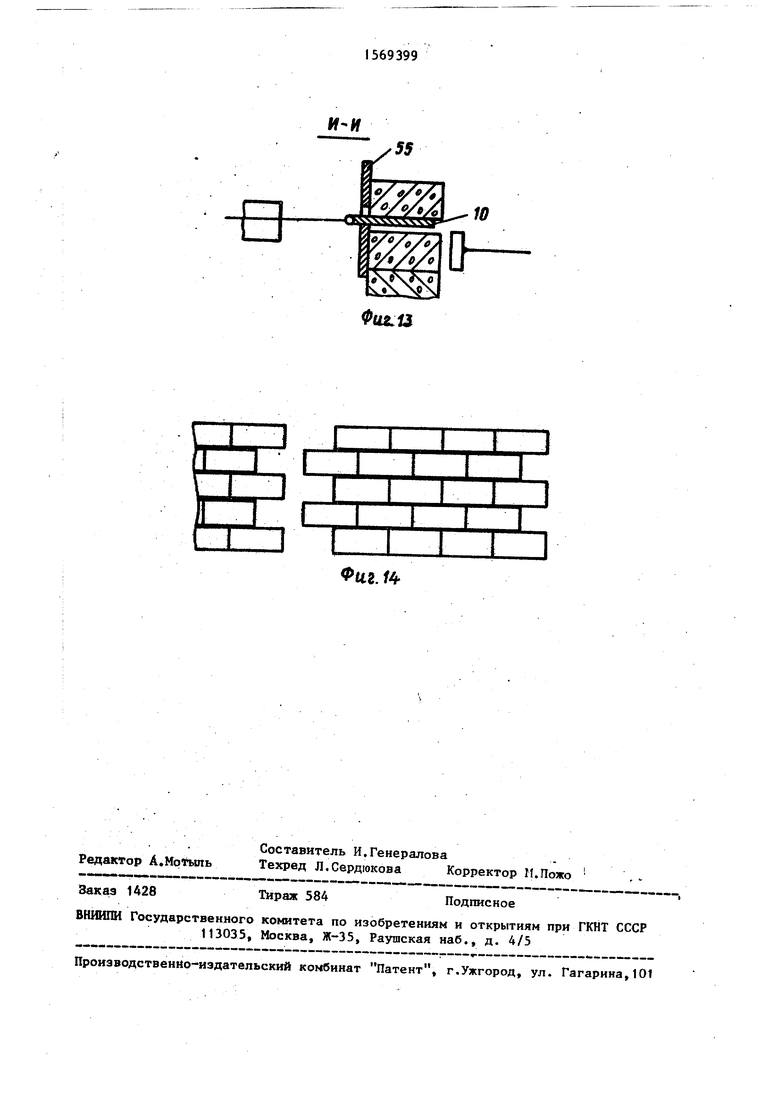
Механизм 11 подачи раствора состоит из бункера с раствором, который подается в подвижную каретку 45, перемещающуюся по направляющим 46. Приемный стол 10 состоит из верхней пластины 47 с отверстиями 48 и нижней сплошной пластины 49, соединенных между собой перемычками 50 с отверстиями 51. Стол 10 имеет упоры 52 и перемещается по направляющим 53 от привода 54. Сбоку стола 10 5 установлен ограничитель 55, представляющий собой вертикальный лист с пазом для пропуска стола 10.
Для уплотнения ряда с блоков предусмотрены рычаги 59 и прижимы 58, а также уплотняющая доска 56 с приводом 57. Разбрызгивание раствора предотвращают доска 56 и плита 60 с приводом 61.
Устройство работает следующим образом.
Керамические блоки по транспортеру 1 подачи поступают до упора 2. После набора на транспортере ряда блоков длиной в формируемую панель включают привод 14 механизма подачи блоков на формование, который перемещает траверсу 13 с толкателями 12 первого ряда по направляющим 15. При отсутствии проема толкатели 12 про- 5 ходят через окна копира 30 и зубья 18 попадают в пазы 19 толкателей 16 второго ряда, заставляя их сталкивать целый ряд блоков на стол 8 раздвижки. При этом пружины 2I толкате-
0
0
45
0
лей 16 сжимаются. Копир 20 наезжает на ролик 27, который отклоняется, поворачивая рычаг. 28 с ограничителем 29. Последний опускается и ряд блоков проталкивается на стол 8 раздвижки.
При наличии проемов в панели по площади проема в гайки 31 копира ввинчиваются болты 32. При наезде зуба 18 на серьгу 34 зуб 18 поворачивается на оси 17 и толкателем 12 первого ряда наезжает на толкатели 16 второго ряда, которые утапливаются в толкателях 12. При этом сталкивание блоков на стол 8 раздвижки по площади проема не происходит. Остальные блоки ряда попадают на стол 8 раздвижки. Далее включают привод 9, который опуская ролик 44, натягивает трос 42, который,огибая ролики 43, заставляет раздвигаться опоры 38 стола 8 на расстояние а, растягивая пружины 41. Затем вновь включают при
вод 14,толкатели 16 второго ряда сталки 25 личных форм и размеров, на раме смонвают блоки на приемный стол 10.Толкатели 12 возвращаются в исходное положение от привода 14, а толкатели 16- под действием пружин 21. Далее каретка 45 с раствором начинает двигаться по направляющим 46, разливая раствор на ряд блоков. Одновременно в стол 10 подается под давлением воздух, который вырываясь через отверстия 48, попадает в пустоты блоков и препятствует попаданию у них раствора. Плита 56 препятствует разбрызгиванию раствора вверх. Затем включают привод 54, который перемещает стол 10 по направляющим 53, при этом блоки удерживаются ограничителем 55 и попадают на предыдущий ряд формируемой панели. Стол 10 наезжает упорами 52 на рычаги 59, которые отклоняясь, сжимают ряд прижимами 58, уплотняя ряд с боков. При возвращении стола 10 в исходное положение его упоры 52 освобождают рычаги 59, которые пог действием пружин возвращаются в исходное положение. При включении привода 57 ряд уплотняется сверху прижимной доской 56, а выравнивание ряда осуществляется плитой 60, которая двигается в сторону панели под действием привода 61 и прижимает верхний ряд блоков к ниж- .
30
35
40
45
SO
55
тированы неподвижная траверса с горизонтально расположенными отверстиями и копир, установленный с возможностью перемещения в вертикальной плоскости и выполненный в виде решетки, над каждым окном которой закреплена гайка, причем в каждую гайку, расположенную на площади проема, ввинчен болт, имеющий на конце поворотную серьгу, а толкатели механизма подачи блоков на формование расположены в два ряда, при этом каждый толкатель второго ряда выполнен с пазом на конце и имеет шайбу и расположенную между ней и неподвижной траверсой рамы пружину, а каждый толкатель первого ряда выполнен полым с внутренним диаметром, превышающим наружный диаметр второго ряда и снабжен зубом для контакта с поворотной серьгой и пазом соответствующего толкателя второго ряда.
2. Устройство по п. 1, отличающееся тем, что каждый толкатель второго ряда снабжен копиром, а на раме смонтирован двуплечий подпружиненный рычаг, на одном плече которого закреплен ролик, взаимодействующий с копиром толкателя,, а на другом - упор для контакта с блоком, расположенным на транспортере подачи
5
0
ней части ограничителя 55. Формование каждого последующего ряда происходит при смещении формуемой панели на половину ширины блока. Смещение осуществляется приводным рольгангом 7. Когда формование панели из рядов закончено, приводится в действие гольганг 7, а поддон 62 вместе с панелью съезжает с подъемника 4, который поднимается вверх для осуществления нового цикла.
Формула изобретения
1. Устройство для формования панелей из блоков, содержащее раму, транспортер подачи блоков, механизм подачи блоков на формование с толкателями и механизм подачи раствора, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения формования панелей с проемами.раз0
5
0
5
O
5
тированы неподвижная траверса с горизонтально расположенными отверстиями и копир, установленный с возможностью перемещения в вертикальной плоскости и выполненный в виде решетки, над каждым окном которой закреплена гайка, причем в каждую гайку, расположенную на площади проема, ввинчен болт, имеющий на конце поворотную серьгу, а толкатели механизма подачи блоков на формование расположены в два ряда, при этом каждый толкатель второго ряда выполнен с пазом на конце и имеет шайбу и расположенную между ней и неподвижной траверсой рамы пружину, а каждый толкатель первого ряда выполнен полым с внутренним диаметром, превышающим наружный диаметр второго ряда и снабжен зубом для контакта с поворотной серьгой и пазом соответствующего толкателя второго ряда.
2. Устройство по п. 1, отличающееся тем, что каждый толкатель второго ряда снабжен копиром, а на раме смонтирован двуплечий подпружиненный рычаг, на одном плече которого закреплен ролик, взаимодействующий с копиром толкателя,, а на другом - упор для контакта с блоком, расположенным на транспортере подачи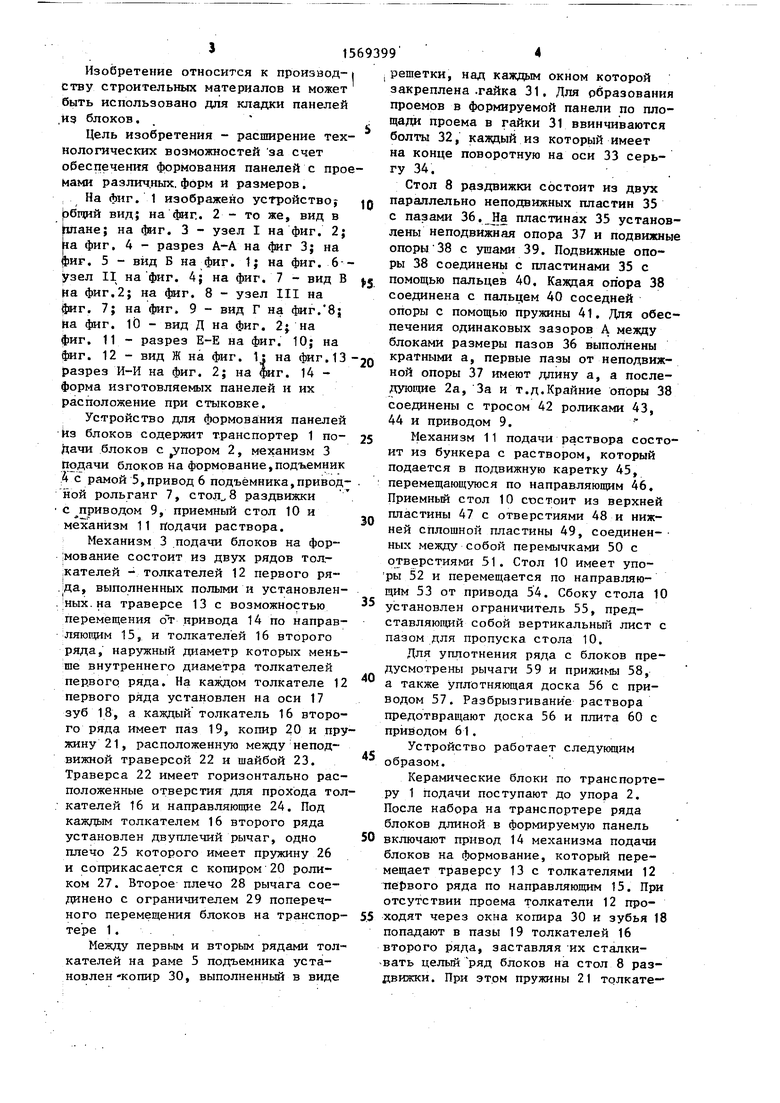
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Автомат-укладчик кирпича-сырца на сушильные рамки | 1983 |
|
SU1150084A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1987 |
|
SU1505788A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| КОНВЕЙЕРНАЯ СИСТЕМА УНИВЕРСАЛЬНАЯ БЛОЧНО-ИНТЕГРАЛЬНО-СЕКЦИОННАЯ ЗООПЕРЕРАБАТЫВАЮЩАЯ | 2002 |
|
RU2239982C2 |
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
Изобретение относится к области производства строительных материалов и может быть использовано для кладки панелей из блоков. Целью изобретения является расширение технологических возможностей за счет обеспечения формования панелей с проемами различных форм и размеров. При формовании панелей без проемов первый ряд полых толкателей 12 проходит копир и зубья попадают в пазы толкателей 16 второго ряда, заставляя их сталкивать целый ряд блоков с транспортера подачи 1 на стол раздвижки 8. При наличии проемов в панели по площади проема в гайки копира ввинчиваются болты. При наезде зуба 18 на серьгу зуб отклоняется и толкатели 16 уталкиваются в толкателях 12. Сталкивания блоков на площади проема на стол раздвижки не происходит, а остальные блоки попадают на стол раздвижки, образуя зазоры между блоками. 1 з.п. ф-лы, 14 ил.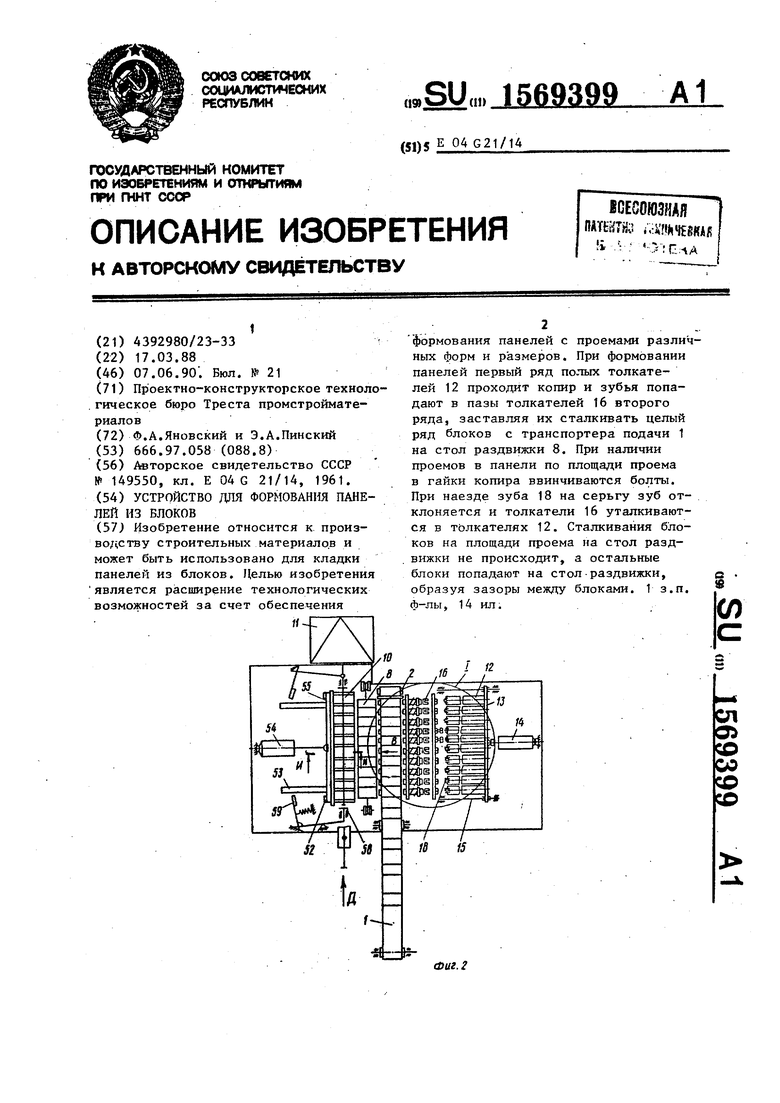
66C69SI
о о о
О Ml
«
0 1
В
./
/
Фиг л
J5ШГ « jg
ЖЕ
J5J5
Ж
/pWT ji |г Л
Фиг.8
Фиг.9
Вид и
W 10
ШЖ
oo ioOi rP
i пи 1 О Ц
.U--| i
Н
Ф. f-f
v r v v Y г i
sssss/sssss. /s/sssss/ssArss/sssssssssssss
49 5051
Фиг. 11
10
X
Вид и
7
47
/
Подача воздуха
Видж
Фиг. 12
Фиг. и
Фиг. 14
| Автоматическая установка для изготовления вибропанелей из штучных камней или кирпичей | 1961 |
|
SU149550A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
