Изобретение относится к подъемно-транспортным устройствам, а именно к ротор- но-конвейерным линиям, и может быть использовано в машиностроительной промышленности.
Цель изобретения - повышение точности установки изделий при их обработке.
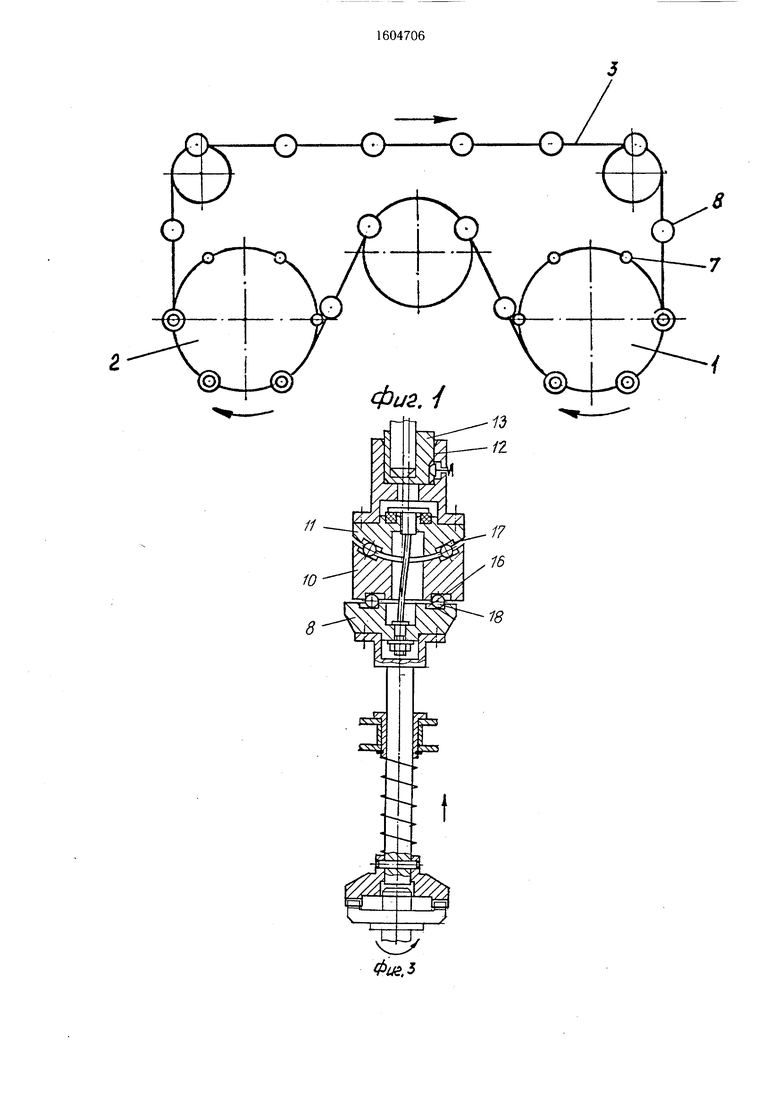
На фиг. 1 изображена роторно-конвейер- ная линия; на фиг. 2 - держатель, разрез; на фиг. 3 - то же, при осевом смещении изделия и инструмента; на фиг. 4 - то же, при угловом смещении изделия и инструмента.
кого ротора вверх и переносит изделие 13 в рабочую позицию 7, где происходит технологическая операция.
В случае смещения осей инструмента и изделия происходит радиальное смещение пяты 10 и основания 11 относительно держателя 8. При этом щарики 18 перекатываются в гнездах 16 и за счет зазора между плоскостями компенсируют смещение осей. При смещении осей под углом вступа- 10 ют в действие шарики 19 и обеспечивают самоустановку изделия по обрабатывающему инструменту.
Вращение держателю 8 передается через
опускается в первоначальное положение и переносится цепью 1 на рабочую позицию технологического ротора 2.
Формула изобретения
полумуфту 20, которая соединяется с приво- Роторно-конвейерная линия состоит из 15 дом технологического ротора. Крутящий мо- технологических роторов 1 и 2 и цепно-мент от держателя 8 передается основа
го конвейера 3, огибающего роторы 1 и 2.«ию И и изделию 13 за счет шариков 18
Цепной конвейер 3 выполнен из цепи 4,и 19 и поверхностей гнезд 16 и 17.
звенья 5 которой соединены втулками 6.После снятия нагрузки на изделие от
Во втулках 6 с шагом, равным щагу рабо-инструмента торсион 14 возвращ-ает комчих позиций 7 роторов 1 и 2, установлены 20 пенсирующее приспособление 9 в исход- консольно подпружиненные держатели 8 положение, держатель 8 с изделием 13
компенсирующими приспособлениями 9, размещенными на консольных концах держателей. Компенсирующее приспособление выполнено в виде пяты 10 с центральным 25 отверстием и основания 11 с гнездом 12 для изделия 13. Компенсирующее приспособление 9 своим основанием 11 соедине-Роторно-конвеиерная линия, включаюно с держателем 8 посредством торсиона 14,тая технологические роторы с приводами и
который на держателе закреплен жестко,Депнои конвейер с консольными держателяа на основании 11 - упруго через рези- ЗО изделии, установленными на нем с новый вкладыш 15. На стыкующихся плос-возможностью возвратно-поступательного пекостях держателя 8 с пятой 10 и основа-ремещения, огличаюи аяся тем, что, с
ния 11 с пятой 10 концентрично выпол-повышения точности установки изделии
нены гнезда 16 и 17, в которых разме-при их обработке, она снабжена компенщены щарики 18 и 19. Глубина гнезд 16сирующими приспособлениями, установлени 17 меньще половины диаметра шариков, 35 ьши на консольном конце каждого держа- в результате чего стыкующие плоскости име-теля, при этом каждое.компенсирующее приют зазор.
На нижнем конце держателя 8 закреплена полумуфта 20, кинематически связанная
с приводом (не показан) технологических телем посредством торсиона, роторов 1 и 2.крепленного на нем и упруго Роторно-конвеиерная линейка работает следующим образом.
Цепным конвейером 3 держатель 8 подается в зону рабочей позиции 7 технологического ротора 1. При совмещении оси 45 основание установлено на пяте с держателя с осью рабочей позиции дер-возможностью углового поворота относитель
жатель перемешается приводом технологичесспособление выполнено в виде пяты с центральным отверстием и основания с гнездом для изделий и соединено с держажестко закрепленного на нем и упруго - на основании, причем каждая пята компенсирующего приспособления установлена на держателе с возможностьнэ перемещения в плоскости, перпендикулярной оси держателя, а
но последней.
кого ротора вверх и переносит изделие 13 в рабочую позицию 7, где происходит технологическая операция.
В случае смещения осей инструмента и изделия происходит радиальное смещение пяты 10 и основания 11 относительно держателя 8. При этом щарики 18 перекатываются в гнездах 16 и за счет зазора между плоскостями компенсируют смещение осей. При смещении осей под углом вступа- 0 ют в действие шарики 19 и обеспечивают самоустановку изделия по обрабатывающему инструменту.
Вращение держателю 8 передается через
полумуфту 20, которая соединяется с приво- 5 дом технологического ротора. Крутящий мо- мент от держателя 8 передается основа
опускается в первоначальное положение и переносится цепью 1 на рабочую позицию технологического ротора 2.
Формула изобретения
пенсирующее приспособление 9 в исход- ое положение, держатель 8 с изделием 13
ьши на консольном конце каждого держа- теля, при этом каждое.компенсирующее прителем посредством торсиона, крепленного на нем и упруго основание установлено на пяте с возможностью углового поворота относитель
способление выполнено в виде пяты с центральным отверстием и основания с гнездом для изделий и соединено с держажестко закрепленного на нем и упруго - на основании, причем каждая пята компенсирующего приспособления установлена на держателе с возможностьнэ перемещения в плоскости, перпендикулярной оси держателя, а
основ возможностью
но последней.
Фиё.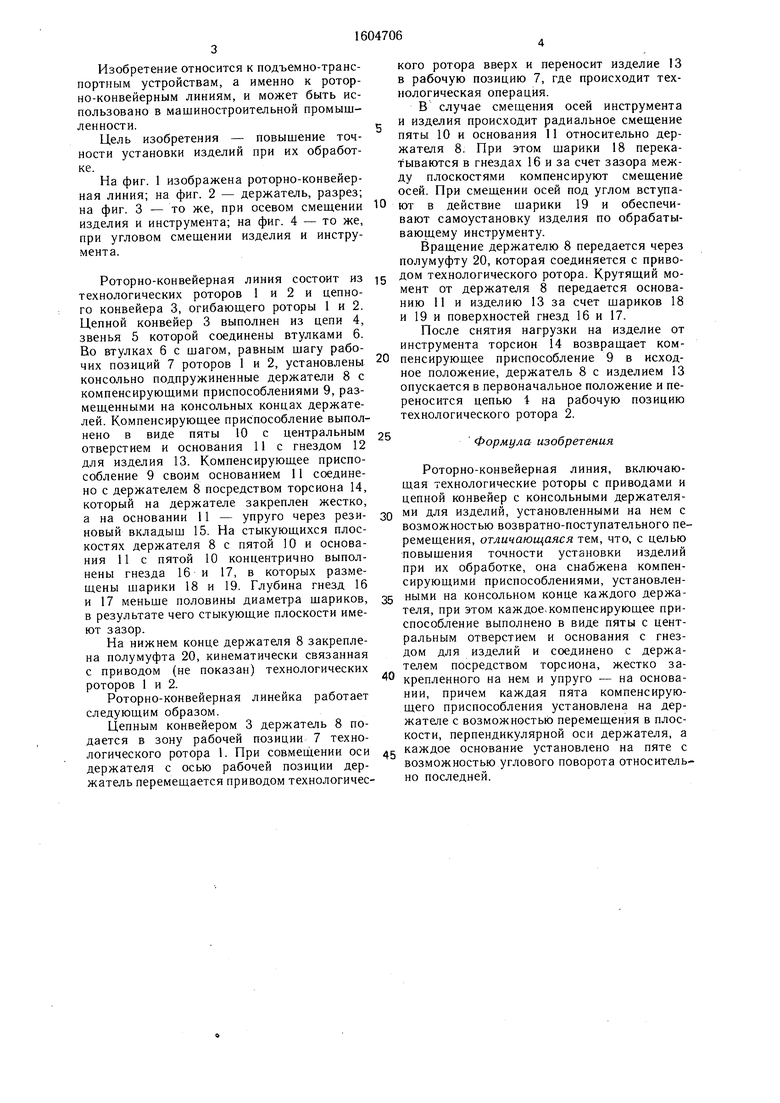
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная линия | 1990 |
|
SU1735156A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Устройство для автоматической сборки составных частей химических источников тока | 1991 |
|
SU1790016A1 |
| Транспортный ротор роторно-конвейерной машины | 1990 |
|
SU1740278A1 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Роторно-конвейерная линия | 1990 |
|
SU1722864A1 |
| Ротор передачи роторно-конвейерной линии | 1988 |
|
SU1585251A1 |
| Роторная машина для прессования | 1984 |
|
SU1224177A1 |
| Роторно-конвейерная линия | 1982 |
|
SU1027114A1 |
| СПОСОБ МЕЖОПЕРАЦИОННОГО ПЕРЕМЕЩЕНИЯ ОБЪЕКТОВ В РОТОРНЫХ МАШИНАХ, РОТОРНАЯ МАШИНА И ТРАНСПОРТНЫЙ РОТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ ИЗДЕЛИЙ | 1989 |
|
RU2045383C1 |
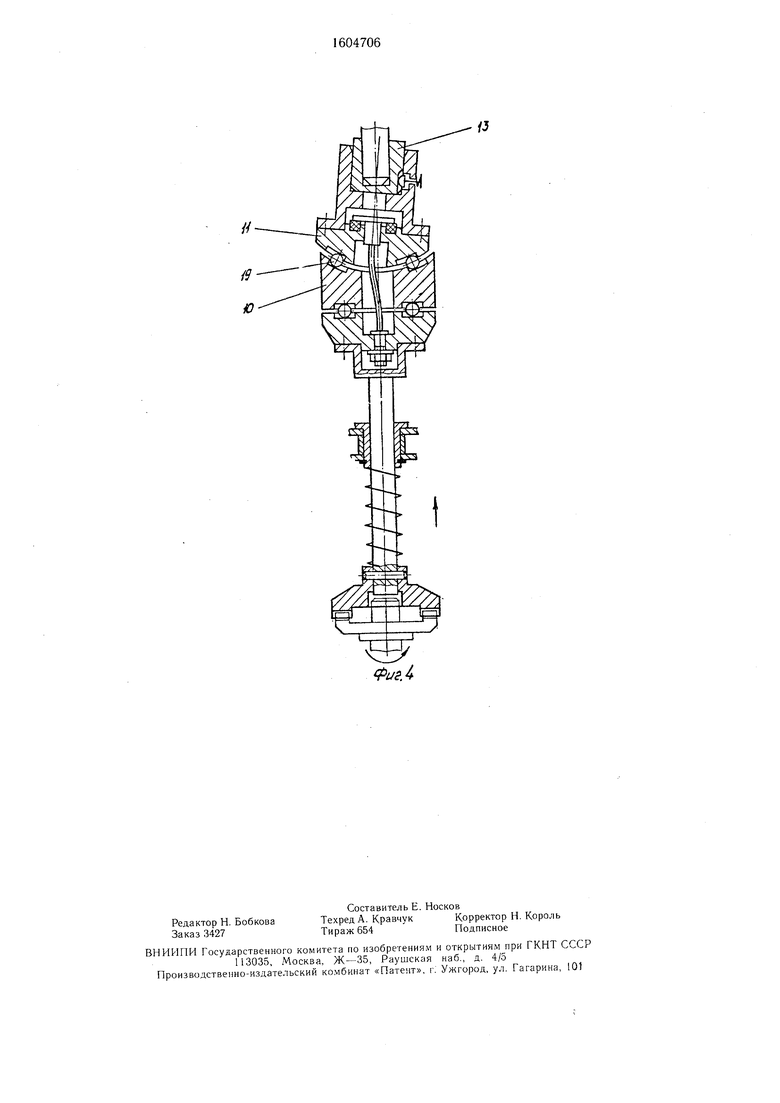
Изобретение относится к подъемно-транспортным устройствам, а именно к роторно-конвейерным линиям, и может быть использовано в машиностроительной промышленности. Цель изобретения - повышение точности установки изделий при их обработке. Линия включает технологические роторы и цепной конвейер (К) 3. При этом К 3 выполнен из цепи 4. Во втулке 6 цепи 4 консольно установлены подпружиненные держатели (Д) 8 с компенсирующими приспособлениями (П) 9. При этом П 9 выполнены в виде пяты 10 с центральным отверстием и основания 11 с гнездом 12 для изделия 13. Своим основанием П 9 соединено с Д 8 посредством торсиона 14. Торсион 14 на Д 8 закреплен жестко, а на основании - упруго. Каждая пята П 9 установлена на Д 8 с возможностью перемещения в плоскости, перпендикулярной оси Д 8. Каждое основание 11 на пяте 10 установлено с возможностью углового поворота относительно последней. В зону технологического ротора К 3 подается Д 8. При этом Д 8 перемещает изделие 13 вверх. Происходит технологическая операция. В случае смещения осей изделия и обрабатывающего инструмента происходит радиальное смещение пяты 10 и основания 11 относительно Д 8 и это смещение компенсируется П 9. Угловое смещение названных осей также компенсируется П 9. После проведения технологической операции торсион 14 возвращает П 9 в исходное положение. При этом Д 8 с изделием 13 опускается в первоначальное положение и переносится К 3 к следующему технологическому ротору. 4 ил.
| Автоматическая роторная линия | 1980 |
|
SU918031A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Роторно-конвейерная линия | 1982 |
|
SU1027114A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
