Изобретение относится к области сварки, в частности к оборудованию для контактной сварки.
Цель изобретения - обеспечение стабильности качества сварки путем создания постоянного регулируемого по величине усилия окончательного сжатия.
На фиг. 1 изображен электромагнитный привод сжатия, разрез; на фиг. 2 - электромеханическая характеристика электромагнита в зависимости от изменения расстояния (зазора) между частями якоря. Электромагнитный привод сжатия содер- .жит статор, состоящий из магнитопрово- дящего цилиндра 1, верхнего фланца 2 с воротничком 3, нижнего фланца 4 со стопом 5, прижатых друг к другу и к корпусу сварочной мащины 6 с помощью шпилек 7 с гайками 8.
Концентрично внутри цилиндра 1 расположена цилиндрическая обмотка 9 и якорь, включающий большую 10 и меньшую 11 части, связанные между собой с помощью штока 12 с резьбой (из немагнитного материала). Больщая часть якоря посредством тяги соединена со щтоком 13 электрододержателя, установленным в направляющих 14 корпуса контактной мащины. В исходном состоянии якорь поддерживается пружиной 15. К штоку 13 подсоединены элек- трододержатель 16 с электродом 17 и вторичный контур 18 машины. В гнездо стопа установлена щайба 19 из электропроводного материала. Торец больщей уасти якоря, к которому примыкает меньшая часть якоря в исходном состоянии, размещен на уровне воротничка, а размер меньшей части якоря, выступающей за пределы магнитопровода, равен величине хода якоря.
Привод сжатия работает следующим образом.
При подаче постоянного тока в обмотку 9 магнитное поле, возбуждаемое в ней, воздействует на больщую часть 10 якоря,
перемещает его вместе с меньщей частью 11 и щтоком 13, электрододержателем 16 и электродом 17 вниз до соприкосновения электрода 17 с деталями 20, установленными на нижнем электроде 21. При этом
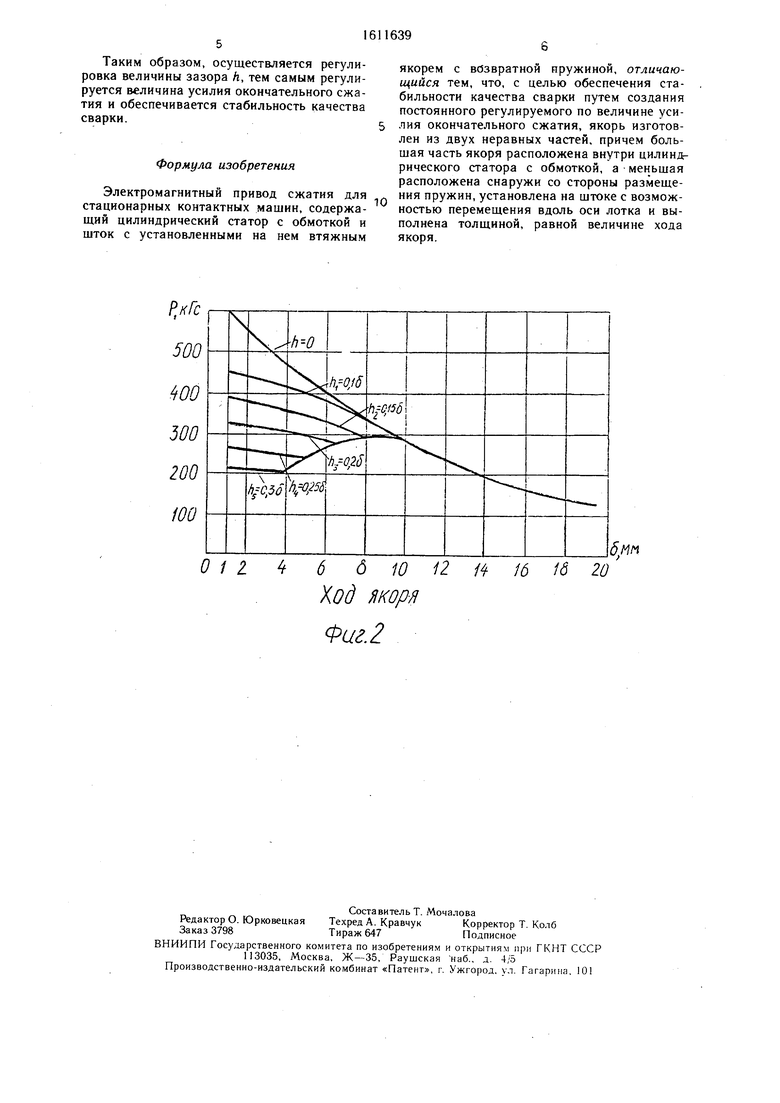
0 усилие сжатия деталей создается как за счет изменения основного магнитного потока, протекающего между конической частью 10 якоря и стопом 5 в зазоре б, так и за счет изменения потоков рассеяния в паразитном зазоре h между больщей и меньщей час5 тями якоря. По мере увеличения величины зазора Л при настройке привода сжатия тяговое усилие якоря уменьщается,обеспечивая равномерное сжатие деталей (горизонтальная серия кривых на фиг. 2) на достаточно больщом участке хода якоря (в
пределах от 1 до 8 мм хода). Одновременно с обеспечением постоянства усилия на конечном участке хода якоря регулировка паразитного зазора h позволяет обеспечивать бесступенчатую регулировку конечного
,g усилия сж атия деталей в пределах 1-0,5 от максимального (фиг. 2 , кривые hi-As). Регулировка величины зазора Л производится заранее при настройке привода сжатия путем вращения меньщей части 11 якоря вокруг оси. При отключении тока возврат
50 якоря в исходное положение осуществляется пружиной 15, подобранной в зависимости от суммарного веса щтока, электрододержателя и вторичного контура машины.
Оптимальной величиной зазора А является его величина в пределах 0,1-0,256. При
55 нулевой величине зазора возрастает динамическое приложение нагрузки, при величинах зазора, больших 0,25, падает полезное тяговое усилие якоря.
Таким образом, осуществляется регулировка величины зазора Л, тем самым регулируется величина усилия окончательного сжатия и обеспечивается стабильность качества сварки.
Формула изобретения
Электромагнитный привод сжатия для стационарных контактных машин, содержащий цилиндрический статор с обмоткой и щток с установленными на нем втяжным
якорем с возвратной пружиной, отличающийся тем, что, с целью обеспечения стабильности качества сварки путем создания постоянного регулируемого по величине усилия окончательного сжатия, якорь изготовлен из двух неравных частей, причем боль- щая часть якоря расположена внутри цилиндрического статора с обмоткой, а меньщая расположена снаружи со стороны размещения пружин, установлена на щтоке с возможностью перемещения вдоль оси лотка и выполнена толщиной, равной величине хода якоря.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД СЖАТИЯ ЭЛЕКТРОДОВ МАШИНЫ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1972 |
|
SU336122A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1987 |
|
SU1484529A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИЕр, р,-ч f^,,.-, .^ ,f*^i—4-*4».''i\,,-OJ-i ,-л '••; ;1А1ЕНТНО^ГЕА;{::г:П"Л-^: | 1971 |
|
SU307868A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| КОНДЕНСАТОРНАЯ МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ | 1967 |
|
SU197795A1 |
| Ручной инструмент для контактной точечной сварки | 1980 |
|
SU925582A1 |
| Привод скважинных приборов | 1985 |
|
SU1262028A1 |
| Сварочная головка для многопроходнойСВАРКи глубОКиХ РАздЕлОК | 1979 |
|
SU841838A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU715253A1 |
Изобретение относится к сварке, в частности к оборудованию для контактной сварки. Цель изобретения - обеспечение стабильности качества сварки. Электромагнитный привод сжатия содержит статор, состоящий из магнитопроводящего цилиндра 1, верхнего фланца 2 с воротничком 3, нижнего фланца 4 со стоком 5, прижатых друг к другу и к корпусу сварочной машины 6 при помощи шпилек 7 с гайками 8. Концентрично внутри цилиндра 1 расположена обмотка 9 и якорь, изготовленный из двух частей - большей 10 и меньшей 11, связанных между собой при помощи штока с резьбой 12 (из немагнитного материала). Большая часть якоря посредством тяги соединена со штоком электрододержателя 13, установленным в направляющих 14 корпуса контактной машины. В исходном состоянии якорь поддерживается пружиной 15. К штоку 13 подсоединены электрододержатель 16 с электродом 17 и вторичный контур 18 машины. В гнездо стопа установлена шайба 19 из электропроводного материала. Магнитный привод сжатия работает следующим образом. При подаче постоянного тока в обмотку 9 магнитное поле перемещает большую часть 10 якоря вместе с меньшей частью 11 и штоком 14, электрододержателем 16 и электродом 17 вниз до соприкосновения электрода 17 с деталями 20, установленными на нижнем электроде 21. По мере увеличения зазора H при настройке привода сжатия тяговое усилие якоря уменьшается, обеспечивая равномерное сжатие деталей. Регулировка величины зазора H производится заранее при настройке привода сжатия путем вращения меньшей части 11 якоря вокруг оси. При отключении тока возврат якоря осуществляется пружиной 15. Таким образом осуществляется регулирование величины усилия окончательного сжатия и обеспечивается стабильность качества сварки. 2 ил.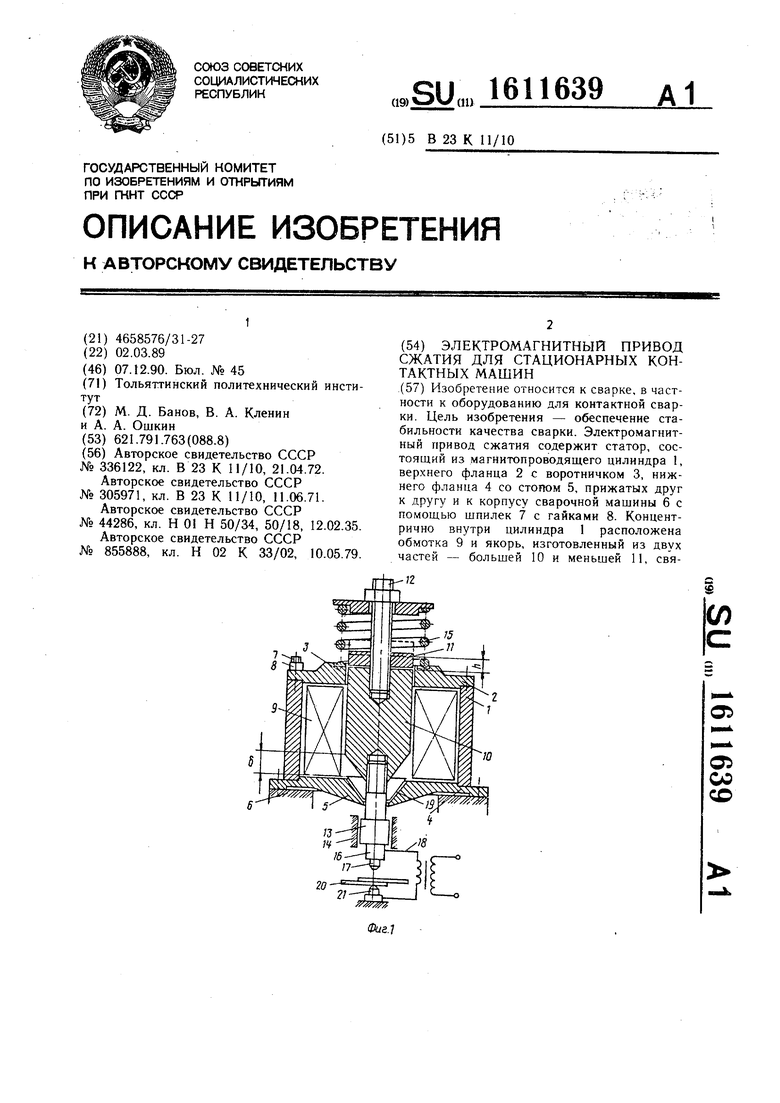
РкГс
WO
О 1 2.
6 б 10 12 Н
Ход якор-я Фиг.2
16 f6 20
| ПРИВОД СЖАТИЯ ЭЛЕКТРОДОВ МАШИНЫ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 0 |
|
SU336122A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| МЕХАНИЗМ СЖАТИЯ МАШИНЫ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 0 |
|
SU305971A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Реле с разрезным якорем | 1935 |
|
SU44286A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Электромагнитный двигатель | 1979 |
|
SU855888A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
