Изобретение относится к прокатному производству, в частности к инструменту прокатных станов.
Цель изобретения - повышение стойкости валка путем снижения энергосиловых параметров прокатки.
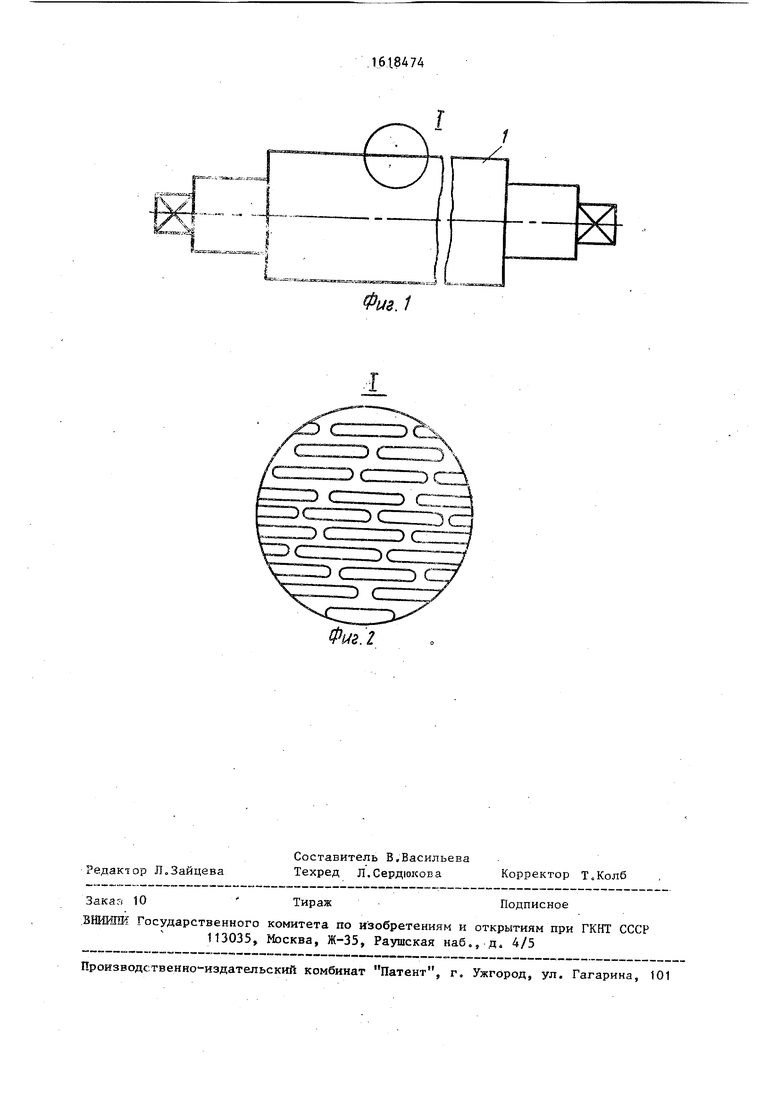
На фиг. 1 изображен листопрокатный валок; на фиг. 2 - узел I на фиг. 1..
Прокатный валок имеет бочку 1, поверхность которой выполнена с рельефом в виде плоских граней, отношение осей b/а 7...30. При этом ширину граней выполняют в пределах b 4... 70 мм, а длину а1 2 мм. Поскольку длина грани а постоянна, то и высота ее во всех случаях .одинаковая. Шаг граней равен её длине. Микрошероховатость валков равна P.,4 MKM.
Опыты по опробованию предлагаемого прокатного валка выполняли на лабораторном стане с диаме тром валков 50 мм и длиной бочки 350 мм. Окружная скорость валков 0,3 м/с.
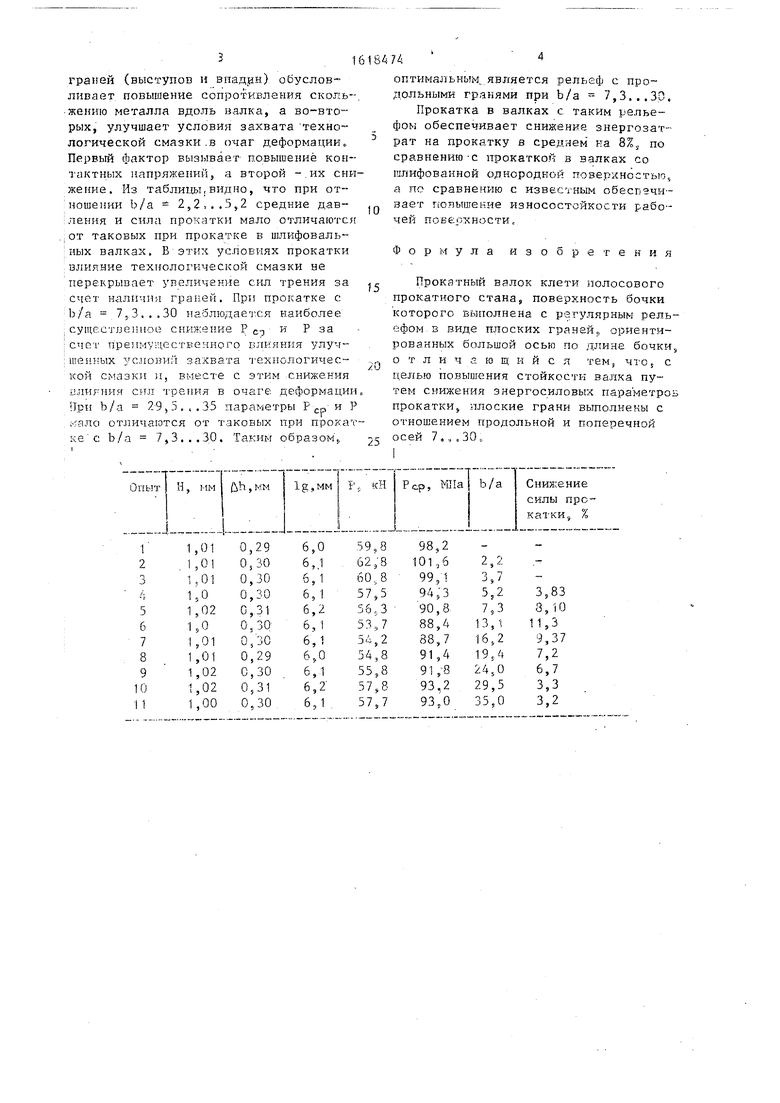
Прокатывали полосы из алюминия толщиной ,б мм и шириной В 100 мм с технологической смазкой в виде эмульсола Т. Во всех случаях полосы прокатывали с обжатием S Ј.30% (&hfc 30,3 мм) с замером силы прокатки. По опытным величинам давления рассчитывали средние нормальные давления. Результаты опытов представлены в таблице. Как следует из опытных данных, при прокатке в шлифовальных гладких валках (опыт 1) среднее давление на контакте равно 98,2 МПа. При прокатке полос на валках с гранями на поверхности среднее давление оказывается несколько больше (опыт 2)s. чем в шлифованных валках., по мере увеличения отношения b/а среднее давление снижается до 88...89 МПа (опыт 6 и 7) при Ь/а 13... 16, а затем опять увеличивается. Такое влияние рельефа поверхности валков обусловлено одновременным действием двух факторов. Во-первых, наличие
ОЭ
00
Ј ч
Ј
3. 1 граней (выступов и впадин): обусловливает повышение сопротивления скольжению металла вдоль валка, а во-вторых, улучшает условия захвата технологической смазки .в очаг деформации. Первый фактор вызывает повышение контактных напряжений, а второй -.их снижение. Из таблицы,видно, что при отношении Ъ/а - 2,2...5,2 средние давления и сила прокатки мало отличаются от таковых при прокатке в шлифовальных валках. В этих условиях прокатки влияние технологической смазки не перекрывает увеличение сил трения за счет наличия граней. При прокатке с Ъ/а 7,3..,30 наблюдается наиболее существенное снижение Р ср и Р за счет преимущественного влияния улучшенных условий захвата технологической смазки и, вместе с этим снижения илияния сил трения в очаге деформации При Ъ/а 29,5...35 параметры Р ср и Р мало отличаются от таковых при прокатке с Ъ/a 7,3...30. Таким образом,
U4
оптимальным., является рельеф с про™ дольными гранями при b/а 7,3...30. Прокатка в валках с таким рельефом обеспечивает снижение энергозатрат на прокатку в среднем на 8%s по сравнению-с прокаткой в валках со шлифованной однородной поверхностью, а по сравнению с известным обеспечивает повышение износостойкости рабочей поверхности.
Формула изобретения
Прокатный валок клети полосового прокатного стана, поверхность бочки которого выполнена с регулярным рельефом, в виде плоских граней, ориентированных большой осью по длине бочки, отличающийся тем, что, с целью повышения стойкости валка путем снижения энергосиловых параметров прокатки, плоские грани выполнены с отношением продольной и поперечной осей 7. „.30,
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый узел клети полосового прокатного стана | 1988 |
|
SU1588452A1 |
| РАБОЧИЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ | 2004 |
|
RU2279326C2 |
| Рабочий валок клети полосового прокатного стана | 1988 |
|
SU1544514A1 |
| Непрерывный стан для прокатки полос | 1988 |
|
SU1616729A1 |
| Прокатный валок | 1979 |
|
SU799846A1 |
| Валковый узел листовой прокатной клети | 1988 |
|
SU1586810A1 |
| Валковые узлы непрерывного прокатного стана | 1984 |
|
SU1174111A1 |
| Валковый узел | 1989 |
|
SU1696020A1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ХОЛОДНОЙ ПРОКАТКИ | 2014 |
|
RU2585922C1 |
| Способ холодной прокатки полос на непрерывном стане | 1987 |
|
SU1421432A1 |
Изобретение относится к прокатному производству, в частности к инструменту прокатных валков. Целью изобретения является повышение стойкости валка путем снижения энергосиловых параметров прокатки. Для этого регулярный рельеф на поверхности валка выполнен с отношением осей 7... .30, причем большую ось грани располагают по длине бочки валка. 2 ил., 1 табл.
Фиг. 2
| Валок для холодной прокатки | 1974 |
|
SU500833A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный валок | 1983 |
|
SU1189524A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
