СО
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Установка для изготовления пространственных арматурных каркасов | 1990 |
|
SU1773639A1 |
| Устройство для контактной сварки арматурных сеток | 1956 |
|
SU107452A1 |
| Устройство для сборки арматурных каркасов колонн | 1980 |
|
SU910971A1 |
| Машина для контактной точечной сварки арматурных каркасов | 1974 |
|
SU525495A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 2018 |
|
RU2678219C1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU339363A1 |
| Установка для контактной точечной сварки пространственных арматурных каркасов | 1976 |
|
SU617135A1 |
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |

Использование: в строительной индустрии в производстве объемных арматурных каркасов для железобетонных полигональных колонн. Сущность изобретения: установка содержит перемещаемую по колее путей каретку с захватом для продольной арматуры, подъемный стол с размещенными на нем сварочной машиной и силовым механизмом прижима хомутов к продольной арматуре. На станине установлен магазин- раздатчик хомутов, кинематически связанный с кареткой. Магазин-раздатчик хомутов выполнен в виде двух гребенок, между зубъ- ями которых помещены хомуты. Воздействием силового механизма на хомут последний извлекается из магазина-раздатчика и прижимается к стержням продольной арматуры и одновременно сваривается с ними при помощи сварочной машины. Затем осуществляется дискретное перемещение каретки и цикл повторяется. 1 з.п.ф-лы, 3 ил.
Изобретение относится к индустриальному строительству, в частности к производству объемных арматурных каркасов для железобетонных полигональных колонн.
Известна машина для непрерывного изготовления арматурных каркасов для желе- зобетонных полигональных изделий, например, свай, состоящих из продольных стержней, образующих ребра каркаса, и поперечной арматуры, огибающей продольные стержни под заданным углом. Поперечная арматура сматывается с катушки и приваривается к продольным стержням. В известной машине в качестве поперечной арматуры применяется проволока диаметром до 6 мм, что исключает ее использование для арматурных каркасов железобетонных колонн и других аналогичных изделий, в которых проектные требова- ния предусматривают применение
арматуры, в т.ч. периодического профиля, диаметром до 10-12 мм.
Наиболее близким техническим решением является установка для изготовления арматурных каркасов колонн, содержащая станину, каретку, поддерживающие и опорные ролики и подъемный стол для укладки на нем продольных стержней с предварительно одетым на них комплектом омутов, которые перед сваркой распределяют по длине каркаса.
Недостатком известной установки является ручное распределение хомутов по длине каркаса и применение электродуговой сварки для их соединения с продольными стержнями, что не обеспечивает необходимого качества соединения из-за происходящих поджогов, а также низкая производительность, вследствие применения большого объема ручного труда.
vi о
ho
I-
Целью изобретения является повышение качества каркаса и производительности труда.
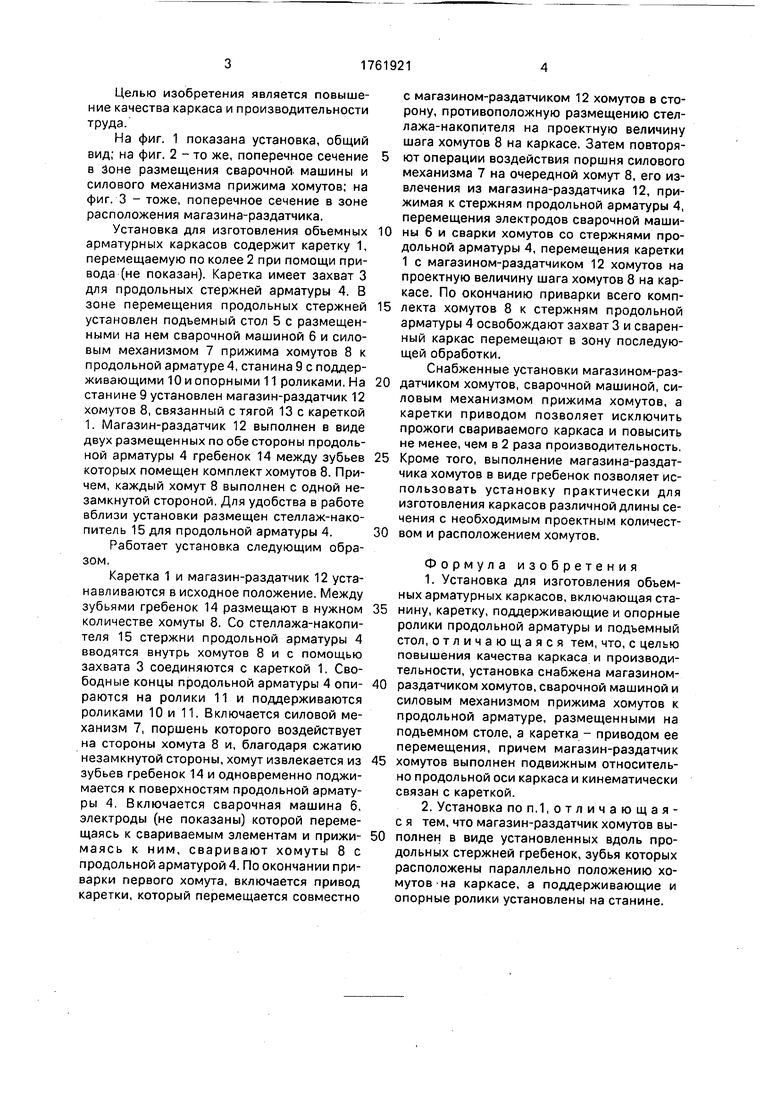
На фиг. 1 показана установка, общий вид; на фиг. 2 - то же, поперечное сечение в Зоне размещения сварочной машины и силового механизма прижима хомутов; на фиг. 3 - тоже, поперечное сечение в зоне расположения магазина-раздатчика.
Установка для изготовления объемных арматурных каркасов содержит каретку 1, перемещаемую по колее 2 при помощи привода (не показан). Каретка имеет захват 3 для продольных стержней арматуры 4. В зоне перемещения продольных стержней установлен подъемный стол 5 с размещенными на нем сварочной машиной 6 и силовым механизмом 7 прижима хомутов 8 к продольной арматуре 4, станина 9 с поддерживающими 10 и опорными 11 роликами, На станине 9 установлен магазин-раздатчик 12 хомутов 8, связанный с тягой 13 с кареткой 1. Магазин-раздатчик 12 выполнен в виде двух размещенных по обе стороны продольной арматуры 4 гребенок 14 между зубьев которых помещен комплект хомутов 8. Причем, каждый хомут 8 выполнен с одной незамкнутой стороной, Для удобства в работе вблизи установки размещен стеллаж-накопитель 15 для продольной арматуры 4.
Работает установка следующим образом,
Каретка 1 и магазин-раздатчик 12 устанавливаются в исходное положение. Между зубьями гребенок 14 размещают в нужном количестве хомуты 8. Со стеллажа-накопителя 15 стержни продольной арматуры 4 вводятся внутрь хомутов 8 и с помощью захвата 3 соединяются с кареткой 1. Свободные концы продольной арматуры 4 опираются на ролики 11 и поддерживаются роликами 10 и 11. Включается силовой механизм 7, поршень которого воздействует на стороны хомута 8 и, благодаря сжатию незамкнутой стороны, хомут извлекается из зубьев гребенок 14 и одновременно поджимается к поверхностям продольной арматуры 4, Включается сварочная машина 6, электроды (не показаны) которой перемещаясь к свариваемым элементам и прижимаясь к ним, сваривают хомуты 8 с продольной арматурой 4. По окончании приварки первого хомута, включается привод каретки, который перемещается совместно
с магазином-раздатчиком 12 хомутов в сторону, противоположную размещению стеллажа-накопителя на проектную величину шага хомутов 8 на каркасе. Затем повторяют операции воздействия поршня силового механизма 7 на очередной хомут 8, его извлечения из магазина-раздатчика 12, прижимая к стержням продольной арматуры 4, перемещения электродов сварочной машины 6 и сварки хомутов со стержнями продольной арматуры 4, перемещения каретки 1 с магазином-раздатчиком 12 хомутов на проектную величину шага хомутов 8 на каркасе. По окончанию приварки всего комплекта хомутов 8 к стержням продольной арматуры 4 освобождают захват 3 и сваренный каркас перемещают в зону последующей обработки.
Снабженные установки магазином-раздатчиком хомутов, сварочной машиной, силовым механизмом прижима хомутов, а каретки приводом позволяет исключить прожоги свариваемого каркаса и повысить не менее, чем в 2 раза производительность,
Кроме того, выполнение магазина-раздатчика хомутов в виде гребенок позволяет использовать установку практически для изготовления каркасов различной длины сечения с необходимым проектным количеством и расположением хомутов.
Формула изобретения
хомутов выполнен подвижным относительно продольной оси каркаса и кинематически связан с кареткой.
/54ff 8 & Ю 7 /S
/51
5,
Я-/
6
Ь В 7
ЯР«е.Ј
///
9Vc./
В-В
В
5
| Установка для обработки активного ила | 1991 |
|
RU2004504C1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Установка для изготовления арматурных каркасов колонн | 1981 |
|
SU1006680A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
