(Л
с
для уменьшения неравномерности износа брусков.
Однако снижение давления в сужающейся части обрабатываемого отверстия приводит к уменьшению съема обрабатываемого материала в этом месте. Следовательно, хон этой конструкции не исправляет продольный профиль обрабатываемого отверстия, а копирует его. То есть важнейшее назначение процесса хонингования - исправление продольного профиля обрабатываемого отверстия не выполняется и применение хона такой конструкции ограничено отделочным хонингованием.
Таким образом, обеспечение равномерности износа брусков приводит к нежелательному результату: ухудшению точности продольного профиля обрабатываемого отверстия..
Этот недостаток особенно явственно проявляется при хонинговании глухих отверстий, когда необходима интенсификация съема обрабатываемого материала у дна отверстия, а не снижение его, как это происходит при использовании хона данной конструкции.
Кроме того, при хонинговании глухих отверстий нижний разжимной элемент (усеченный конус) часто намеренно смещают в направлении дна обрабатываемого отверстия и фиксируют его в этом положении, создавая наперед заданный перекос брусков от отношению к оси хона. В устройстве по а.с. № 314629 это не выполнимо, так как этот разжимной элемент подпружинен.
Таким образом, в данном устройстве нельзя управлять положением образующей бруска относительно оси хона.
Целью изобретения является повышение точности обработки путем обеспечения возможности регулирования и последующей точной фиксации взаимного расположения разжимных элементов.
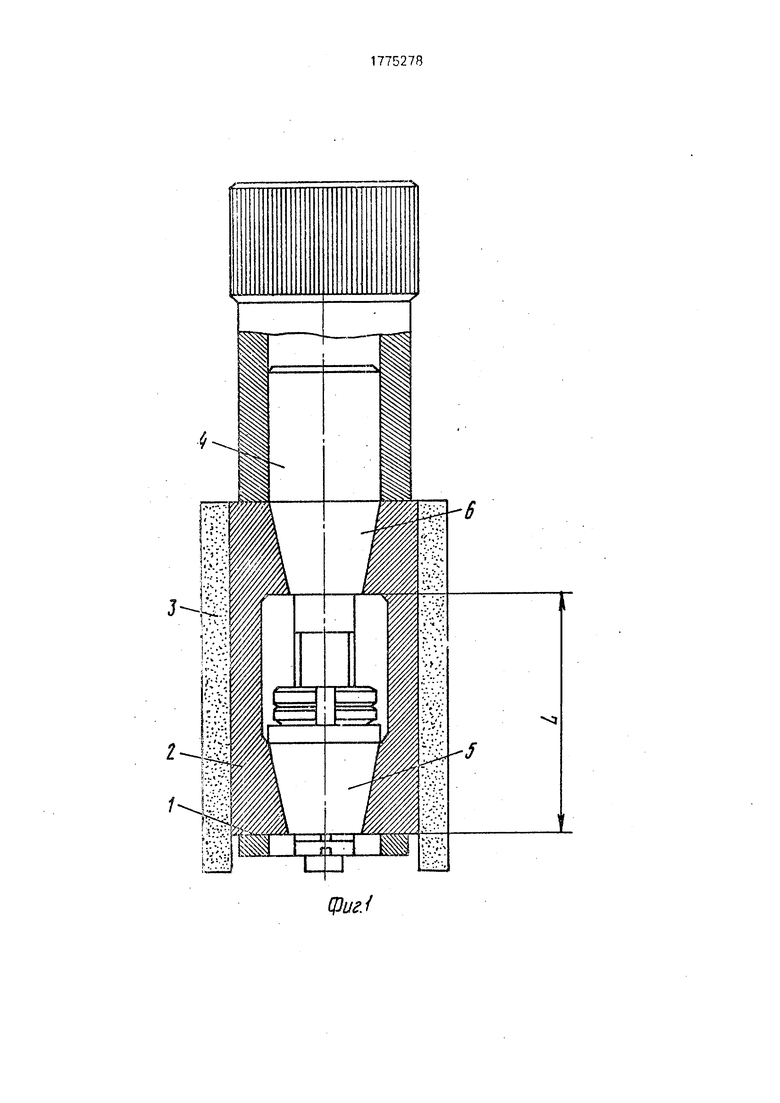
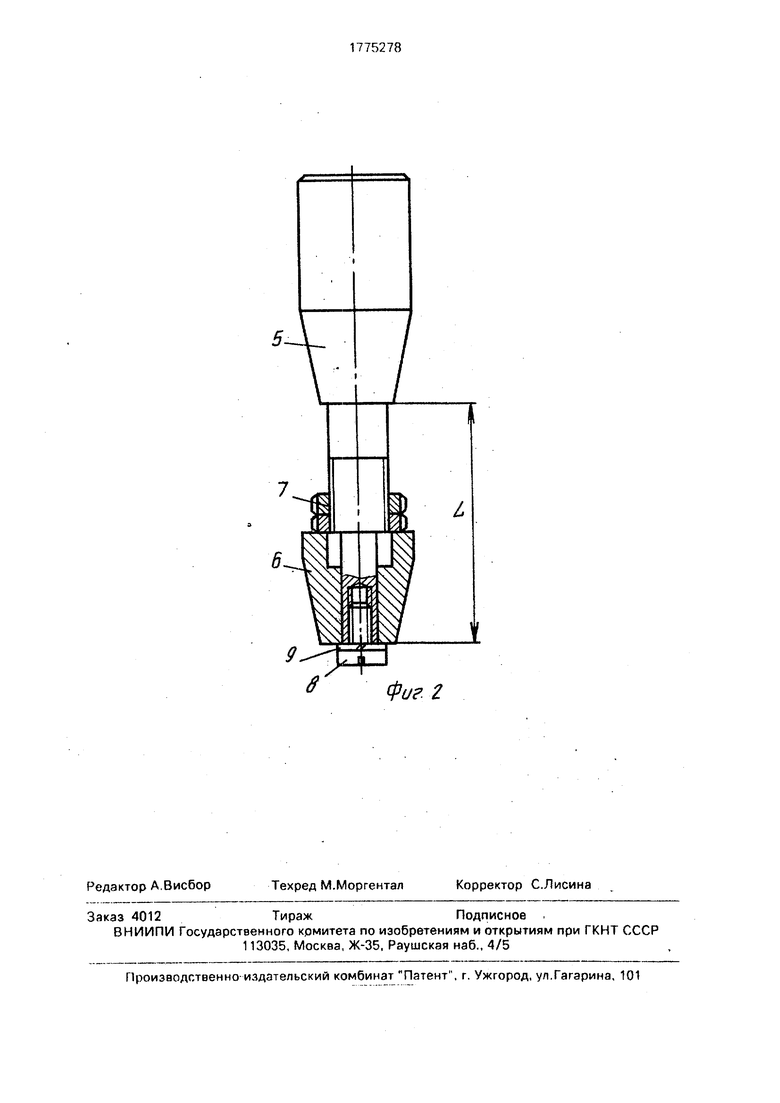
На фиг. 1 изображен хон, продольный разрез; на фиг. 2 - шток привода радиальной подачи, продольный разрез.
Хон состоит из корпуса 1, в пазах которого размещены колодки 2 с брусками 3. Колодки 2 своими скосами контактируют с подвижным 5 и неподвижным 6 разжимными элементами штока 4 привода радиальной подачи.
Шток 4 привода радиальной подачи представляет собою стержень с неподвижным разжимным элементом 6 в виде усеченного конуса. На левый конец стержня надет подвижный разжимной элемент 5 (так же в виде усеченного конуса). Последний зафиксирован в продольном направлении при помощи гаек 7 и винта 8 с пружинящей шайбой 9.
Устройство работает следующим образом. Перед началом работы производится наладка штока привода радиальной подачи 4 с разжимными элементами 5 и б на необходимый размер L вне корпуса 1 и без колодок 2 с брусками 3. Размер L регулируется
вращением гаек 7 при вывернутом винте 8, По достижении требуемого размера производится фиксация подвижного разжимного элемента б при помощи гаек 7 и винта 8 с пружинящей шайбой 9,
При использовании хсна для обработки
сквозных отверстий размер L выдерживают с точностью не менее iO,01 мм, что обеспечивает непараллельность образующей брусков относительно оси хона в минимальных пределах.
При использовании хона для обработки
глухих отверстий подвижный разжимной элемент смещают в сторону дна отверстия на наперед заданную величину. При этом создается требуемая величина перекоса брусков (диаметр нижних концов брусков
больше чем верхних). При необходимости возможно смещение подвижного разжимного элемента в противоположном направлении. После этого производится сборка штока 4 с корпусом 1, колодками 2 и брусками 3. После сборки хона его устанавливают на станке, и производится хонингование обычным способом.
Использование изобретения позволит по сравнению с прототипом повысить точность обработки за счет управления положением образующей брусков относительно оси хона;
Ф о р м у л а и 3 о б р е т е к и я
1. Хон, в пазах корпуса которого размещены колодки с брусками, устанонленные с возможностью контакта последних с разжимными элементами штока радиальной подачи, один из которых выполнен подвижным и установлен на штоке с возможностью взаимодействия с. регулирующим элементом, отличающийся тем, что, с целью повышения точности обработки путем обеспечения возможности регулирования и последующей точной фиксации взаимного расположения разжимных элементов, регулирующий элемент выполнен жестким.
2. Хон по п. 1, о и ч а ю щ и и с я тем, что регулирующий элемент выполнен а
виде гаек и винта с пружинящей шайбой.
cpue.f
| название | год | авторы | номер документа |
|---|---|---|---|
| Хон для обработки глухих отверстий | 1984 |
|
SU1250446A1 |
| Хонинговальная головка для обработки глухих отверстий | 1988 |
|
SU1611710A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Устройство для разжима брусков хона | 1977 |
|
SU722741A2 |
| Хонинговальная головка для предварительной и окончательной обработки | 1986 |
|
SU1404298A1 |
| Устройство для хонингования | 1988 |
|
SU1618602A1 |
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
| Хонинговальная головка для обработки глухих отверстий | 1987 |
|
SU1549729A1 |
| Хонинговальная головка | 1980 |
|
SU973321A1 |
| Хонинговальная головка | 1984 |
|
SU1276481A1 |
Использование: абразивная обработка материалов и может быть использовано прихонинговании отверстий. Сущность изобретения: хон содержит корпус, в пазах которого размещены колодки с брусками. Колодки опираются на разжимные элементы штока привода радиальной подачи. Подвижный разжимной элемент контактирует с регулирующими элементами в виде гаек и винта с пружинящей шайбой. Хон позволяет регулировать и точно фиксировать взаимное расположение разжимных элементов. 1 з,п. ф-лы. 2 ил.
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 0 |
|
SU314629A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
