I Изобретение относится к автоматической установке для быстрой термохимической обработки загрузки, состоящей из деталей, предназначенных, в частности, для машиностроительной промышленности.
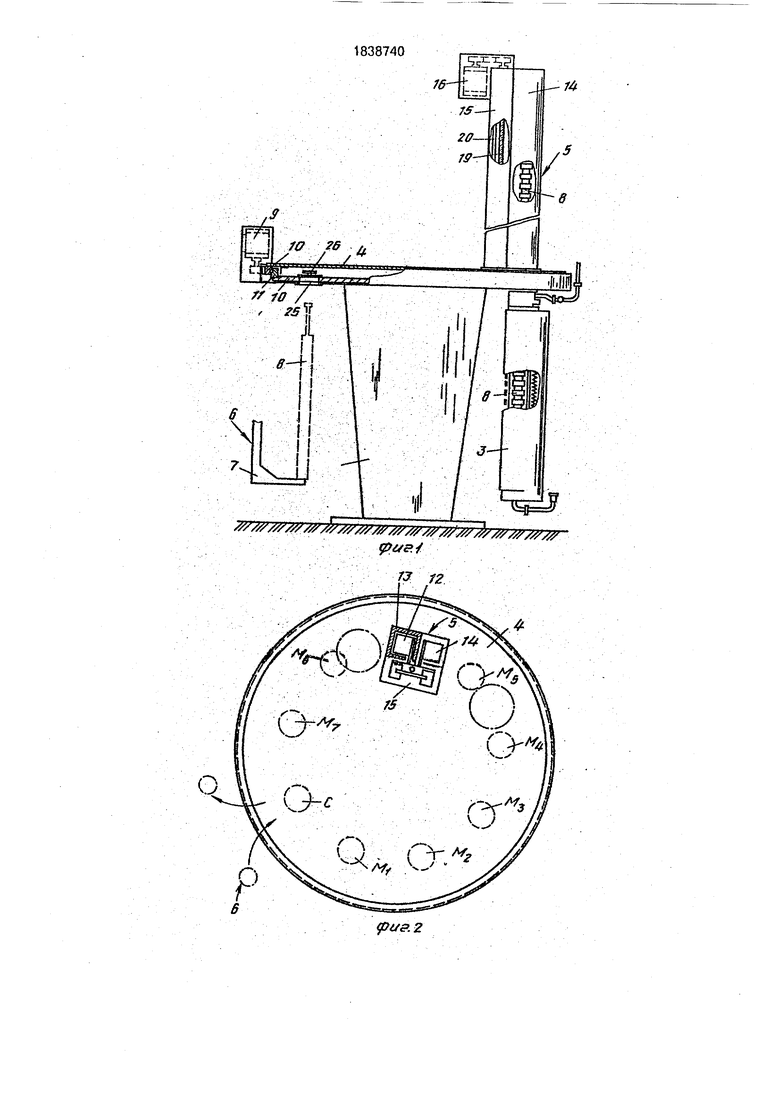
| На фиг.1 показана установка в соответствии с изобретением, общий вид с частичным вертикальным разрезом; на фиг.2 - та ;е установка в плане; на фиг.З изображено средство, обеспечивающее перемещение обрабатываемых деталей.
| Установка состоит из круглой нбпод- в ижной плиты 1. которая закрепляется на Основании 2, установленном на полу, и из
нескольких обрабатывающих модулей 3, которые расположены под нижней поверхностью неподвижной круглой плиты 1, к которой они подвешены при помощи классических устройств (не показаны). Над круглой неподвижной плитой 1 коаксиально к ней установлен вращающийся круглый диск 4, на котором установлено средство 5 пере- .мещенил. С его помощью осуществляются,. с одной стороны, загрузка и разгрузка обрабатываемых деталей, и, с другой стороны, перемещение этих деталей между различными модулями обработки. В установку входит система 6 загрузки-выгрузки, Она
00
со
00
-ч
Јь О
СО
состоит в данном случае из лапы 7, изготовленной так, что может принимать детали, которые обрабатываются партиями. Каждая партия состоит из уложенных на несущей колонке в стопку 8 деталей, которые разделены или не разделены между собой прокладками, как это описано в прототипе. Установка включает в себя пост подготовки и раскладывания стопки деталей (не показан).
В соответствии с изобретением можно предусмотреть лапу загрузки стопок деталей нз-еходномпостуустано вки по обработке деталей и вторую, идентичную лапу для обеспечения разгрузки стопок деталей, выходящих из установки по обработке. Эти две функции может выполнять одна лапа. Можно применять мэ нипулятор, объединяющий эти две функции с функциями подготовки и. раскладывания стопок деталей. -. ..
Применяются различные модули обра-. ботки: модуль предварительного индукционного нагрева, в котором детали нагреваются до температуры обработки; шесть модулей термохимической обработки, в которых детали подвергаются операциям цементации, диффузии; модуль, закалки, в котором детали охлаждаются, например, за счет циркуляции газа, например азота, под давлением или без-давления. На фиг.2 эти различные модули обозначены символами с М1 по IV17. Более детально модули описываются в прототипе.
Подвижный диск 4, на котором находится средство 5 перемещения, приводится во вращение вокруг своей оси при помощи двигателя 9, который зацепляется с круглой зубчатой шестерней 10. Система прокладок 11 обеспечивает герметичность по отношению к установке и позволяет поддерживать в частичном вакууме или в среде нейтрального газа камеру, образованную плитой и диском 4,
Средство 5 перемещения имеет форму камеры, которая закреплена на подвижном диске 4. В данном примере эта камера состоит из трех частей: первой части 12, которая термически изолирована обкладкой 13 и в которой находится загрузка 8 в ходе перемещения при высокой температуре, причем изолирующая обкладка позволяет ограничить тепловые потери перемещаемой загрузки и обеспечивает защиту механизма привода, расположенного в третьей части камеры; второй неизолированной части 14, предназначенной для приема загрузки в ходе перемещения при низкой температуре; и третьей части 15, в которой находится механизм, обеспечивающий вертикальное трансляционное перемещение
загрузки способом, который описывается ниже.
В соответствии с изобретением предусмотрена дополнительная система (не показана), которая расположена перед средством 5 перемещения и которая сконструирована так, чтобы сразу обеспечивать запирание модуля, который только что разгружен, чтобы не было тепловых потерь.
В этом примере реализации изобретения механизм, который обеспечивает трансляционное перемещение загрузки, содержит приводной двигатель 16, держатель 17 загрузки, который имеет орган 18
5 захвата. Последний позволяет захватить стопку деталей способом, который описан ниже. Держатель 17 приводится в вертикальное трансляционное перемещение за счет винта, закрепленного в шариковых
0 подшипниках 19, который приводится во вращение двигателем 16. Направление перемещения обеспечивает вертикальный стержень 20.
Как видно из фиг.З, колонка 8 обрабаты5 ваемых деталей, уложенных .в стопку с целью перемещения между различными модулями при помощи держателя 17, обрабатывается при помощи органа 18 захвата этого держателя. Он захватывает деталь 21,
0 которая образует одно целое с запирающей крышкой 22. Крышка установлена на конце держателя 23.
Установка работает следующим образом.
5 Детали после того как они уложены в стопку на удерживающей колонке 24 образуют партии 8, которые последовательно подаются на пост загрузки при помощи загрузочной лапы 7. Перед партией 8, установ0 ленной таким образом в установке, находится загрузочное отверстие 25. выполненное в круглой подвижной плите 1, на которой закреплены различные модули обработки. Загрузочное отверстие 25 нор5 мально закрыто запирающим органом 26.
Вращение подвижного диска 4 при работе
двигателя 9, который приводит в движение
зубчатую шестерню 10, позволяет устано вить средство 5 перемещения над отверсти0 ем 25. Двигатель 16 позволяет опустить держатель 17 и ее орган 18. так что последний захватывает партию 8 обрабатываемых деталей, как показано на фиг.З. Затем эта партия деталей перемещается при помощи
5 средства 5 перемещения в узел предварительного нагрева после того, как загрузка 8 будет установлена внутри одной из частей 14 или 12 камеры, которые находятся в средстве 5 перемещения, за счет трансляцион- ного перемещения вверх держателя 17 под
действием двигателя 16 и после вращения г сдвижного диска 4 так, чтобы установить средство 5 перемещения перед отверстием, которое дает доступ в модуль предваритель- ого нагрева. Затем загрузка деталей таким же способом может быть перемещена к раз- яичным модулям термохимической обработки, а потом к модулю закалки. Выгрузка колонки деталей, образующих загрузку 8, г роизводится таким же образом, что и за- грузка, при этом способ функционирования Средства перемещения и лапы разгрузки и)дет в обратном направлении.
; В качестве примера дниже приводится типичный цикл обработки, реализованный в установке в соответствии с изобретением. тот цикл следующий: предварительный на- фев до 920°С, цементация при 920°С при и изком давлении 5 мин, диффузия в вакууме г ри 920°С 4 мин, цементация при 920°С при к изком давлении 3 мин, диффузия 19 мин, закалка в газе.
| Установка, работающая по этому циклу, Позволяет обработать 200 деталей в час, в Каждой колонке имеется по 20 деталей.
Также в качестве примера ниже приводится описание типичного цикла производства в установке в соответствии с изобретением, в которой имеется шесть постов цементации,, пост предварительного нагрева и пост закалки. Равновесие потоков глежду разными этапами обработки приводит к следующим временам. Время пребывания: предварительный нагрев 5 мин, Цементация 33 мин 45 с, закалка 5 мин, камера переноса 1 мин 15с. Общее время пребывания в установке 46 мин. Время, не- о,бходимое для перемеа(ения 1 мин. Время Цежду двумя загрузками 5 мин 45 с.
: Испытание установки в соответствии с изобретением показывает, что между освобождением одного модуля и его занятием другой партией деталей производится три Перемещения, т.е. время 45 с. Таким образом, коэффициент занятия модулей составляет 85% для модулей закалки и предварительного нагрева и 98% для модулей цементации.
Таким образом, установка характеризуется высокой производительностью по сравнению с установками, работающими в соответствии с известной техникой, в частности, за счет уменьшения времени переме- щения, что является результатом оригинальных характеристик средств перемещения, а также из-за нового расположения различных модулей обработки.
Изобретение не ограничено представленными здесь различными способами реализации, оно охватывает все варианты.
Формула изобретения
Автоматическая установка для химико- термической обработки, содержащая модули обработки, размещенные по окружности, механизм перемещения изделий между модулями и механизм загрузки-выгрузки изделий из установки, отличающаяся тем, что, с целью повышения производительности путем сокращения времени на перемещение изделий между модулями обработки, а также на загрузку и выгрузку изделий и сокращения объемов газа для продувки, она снабжена круглой плитой, закрепленной на опоре, модули обработки закреплены под п литой на нижней ее поверхности, механизм перемещения выполнен в виде диска с приводом вращения, установленным соос- но над плитой, и, закрепленной на диске вертикальной многосекционной камеры, причем одна из секций выполнена тепло- изолированной, другая - без теплоизоляции, а третья выполнена с захватом, установленным с возможностью вертикального перемещения и поворота в горизонтальной плоскости, а механизм загрузки-выгрузки выполнен в виде лапы суппорта, имеющего возможность поворота в горизонтальной плоскости.
ч r-ufptn
v -Mil



Сущность изобретения: автоматическая установка для химико-термической обработки деталей имеет несколько модулей обработки, в частности модуль индуктивного предварительного нагрева, модуль термохимической обработки, модуль закалки, средство для осуществления загрузки и вы- гэузки деталей, уложенных в колонки, и устройство перемещения колонок деталей между различными модулями обработки. Установка снабжена круговой неподвижной плитой,-на периферии которой закреплены различные модули обработки, которые подвешены под нижней поверхностью плиты. В этой плите имеются герметично закрываемые отверстия для введения обрабатываемых деталей в соответствующие модули. Механизм перемещения изделий выполнен в виде приводного диска, установленного соосно над неподвижной плитой, и закрепленной на диске многосекционной камеры, одна из секций которой теплоизолирована, другая выполнена без теплоизоляции, а третья - с захватом, имеющим возможность вертикального перемещения и поворота в горизонтальной плоскости. Установка обеспечивает сокращение времени на загрузку- выгрузку и перемеа ение изделий между модулями, что повышает ее производительность и сокращает объем продуваемого газа. 3 ил. ел
| СПОСОБ ОПРЕДЕЛЕНИЯ ЯЗЫКОВОЙ И ПРОФЕССИОНАЛЬНОЙ КОМПЕТЕНЦИЙ | 2015 |
|
RU2594102C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
