Изобретение относится к технологическим процессам сборки крупногабаритных неразъемных деталей с образованием паянного соединения с требуемой прочностью, герметичностью и теплопроводностью, и может быть использовано при изготовлении теплообменных плит тороидальных камер с магнитным полем, теплообменников для атомных реакторов, а также при изготовлении кристаллизаторов для непрерывной разливки стали.
Известен способ изготовления плиты-охладителя, заключающийся в том, что в трубопроводный водоохлаждающий канал плиты вставляется труба, и после заполнения расплавленным припоем зазора между соединяемыми деталями припой диффундирует в металл деталей и в период его кристаллизации надежно скрепляет их (с.51-57, Справочник металлиста, т.2, М., Машиностроение, 1976; с.305-310, Справочник металлиста, т.4, М., Машиностроение, 1977).
Недостатком указанного способа является наличие в растекающемся по длинномерному зазору припое воздушных и газовых пор, несмачивание участков паяемого соединения, что ухудшает теплопроводность и герметичность узла. С другой стороны, трудоемко обеспечить при сборке крупногабаритного соединения равномерный зазор по месту спая.
Известен способ изготовления паянного соединения, в котором удаление воздушных и газовых пор из расплавленного припоя - пайка осуществляется волной припоя (с.207-208 в кн. В.Е.Хряпин. Справочник паяльщика. Издание пятое, переработанное и дополненное. М., Машиностроение, 1981). Волну припоя получают несколькими способами. Наиболее распространенная технология - подача расплавленного припоя в зазор насосом, что частично гарантирует устранение газовых раковин.
Цель данного изобретения преследует решение двух задач - удаление воздушных и газовых пор из расплавленного припоя и увеличение плотности теплового потока на поверхностях раздела между наружной стенкой водоохлаждаемой трубы и поверхностью плиты-охладителя в процессе ее эксплуатации.
Поставленная цель достигается тем, что согласно способу изготовления крупногабаритной плиты-охладителя с продольным водоохлаждающим каналом, включающему установку в упомянутый канал трубы, заполнение зазора между внутренней поверхностью водоохлаждающего канала и внешней поверхностью трубы расплавленным припоем и последующую пайку, согласно изобретению стенку устанавливаемой в водоохлаждающий канал трубы предварительно гофрируют спиралевидно расположенной гофрой и после заполнения зазора расплавленным припоем до начала его кристаллизации раздают внутреннюю полость гофрированной трубы пробойником.
По другому варианту способа по п.1 направление витка спиралевидно расположенной гофры в трубе выполняют в соответствии с направлением движения пробойника.
Предлагаемый технологический процесс обеспечивает равномерное растекание расплавленного припоя по паяемым поверхностям, выдавливание воздуха и газа из сплава припоя и после его кристаллизации высокую герметичность, плотность и теплопроводность спаянного узла. А оставшиеся следы спиралевидных выпоров на внутренней поверхности трубы от их частичного сглаживания пробойником выполняют роль турбулизации потока водоохлаждающей жидкости, что интенсифицирует процесс охлаждения теплообменной плиты-охладителя в процессе ее эксплуатации.
Второй вариант технологического процесса обеспечивает попутное с движением пробойника выдавливание воздушных и газовых пор из расплавленного припоя.
На фиг.1 изображена технологическая схема сборки плиты-охладителя, состоящей из двух половин 1 и 1", с гофрированной трубой 2 с заполнением зазора между ними расплавленным припоем 3 и участками, занятыми воздушными и газовыми порами 4.
На фиг.2 изображена технологическая схема операции раздачи внутренней полости гофрированной трубы 2 пробойником 5 для получения повсеместного растекания припоя по зазору.
Суть предложенного способа заключается в следующем.
Зазоры между двух половин 1 и 1" крупногабаритной плиты-охладителя и установленной между ними трубой 2, стенка которой гофрирована спиралевидно расположенной гофрой, заполняются расплавленным припоем 3 (фиг.1), и для равномерного растекания припоя и удаления из него воздушных и газовых пор 4 выпоры спиралевидно расположенной гофры во внутренней полости трубы до начала процесса кристаллизации припоя сглаживаются пробойником 5 (фиг.2).
Для улучшения процесса выдавливания из расплавленного припоя воздушных и газовых пор направление витков спиралевидной гофры в гофрированной трубе должно совпадать с направлением движения пробойника.
Разработанный способ способствует равномерному растеканию припоя по состыкованным поверхностям узлового соединения с выдавливанием из зазора с припоем воздушных и газовых включений, что обеспечит высокую теплопроводность, герметичность и прочность спаянного соединения. Раздача внутренней полости трубы пробойником частично сглаживает спиралевидно расположенные выступы, а оставшие от них следы обеспечивают в процессе эксплуатации узла турбулизацию потока водоохлаждающей жидкости, что приводит к интенсивному теплообмену (Для информации см. Открытие СССР №242 от 11.10.76 и рис.7.4. Теплоотдача в трубах с различными типами интенсификаторов на стр.234 кн. Ю.Г.Назмеев, В.М.Лавыгин "Теплообменные аппараты ТЭС", Издательство МЭИ, М., 2002).
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЫМОГАРНАЯ КОНВЕКТИВНАЯ ТРУБА СТАЛЬНОГО ЖАРОТРУБНОГО ВОДОГРЕЙНОГО КОТЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2269717C2 |
| Способ бесфлюсовой пайки титана и его сплавов с алюминием и его сплавами | 1987 |
|
SU1551482A1 |
| Устройство для сжатия деталей при пайке | 1984 |
|
SU1186414A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОРЕБРЕННОЙ КОНВЕКТИВНОЙ ТРУБЫ ТЕПЛООБМЕННОГО АППАРАТА | 2000 |
|
RU2182052C2 |
| СПОСОБ КАПИЛЛЯРНОЙ ПАЙКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ВИДЕ ШТУЦЕРА И ЦИЛИНДРИЧЕСКОЙ ВТУЛКИ | 2006 |
|
RU2375160C2 |
| Способ капиллярной пайки | 1990 |
|
SU1824265A1 |
| Способ пайки деталей с неравномерными широкими зазорами | 1981 |
|
SU988478A1 |
| Способ пайки | 1975 |
|
SU539698A1 |
| Способ бесфлюсовой пайки деталей из полых профилей | 1985 |
|
SU1286377A1 |
| Устройство для бесштенгельной откачки и пайки деталей с замкнутым объемом | 1976 |
|
SU657477A1 |

Изобретение может быть использовано при изготовлении теплообменных плит тороидальных камер с магнитным полем, теплообменников для атомных реакторов, кристаллизаторов для непрерывной разливки стали. В продольный водоохлаждающий канал устанавливают трубу. Стенку устанавливаемой в водоохлаждающий канал трубы предварительно гофрируют спиралевидно расположенным гофром. Заполненяют зазор между внутренней поверхностью водоохлаждающего канала и внешней поверхностью трубы расплавленным припоем. После заполнения зазора расплавленным припоем до начала его кристаллизации раздают внутреннюю полость гофрированной трубы пробойником. Направление витка гофра может совпадать с направлением движения пробойника. Способ обеспечивает удаление газовых пор из расплавленного припоя и увеличение плотности теплового потока на поверхностях раздела между наружной стенкой водоохлаждаемой трубы и поверхностью плиты-охладителя в процессе ее эксплуатации. 1 з.п. ф-лы, 2 ил.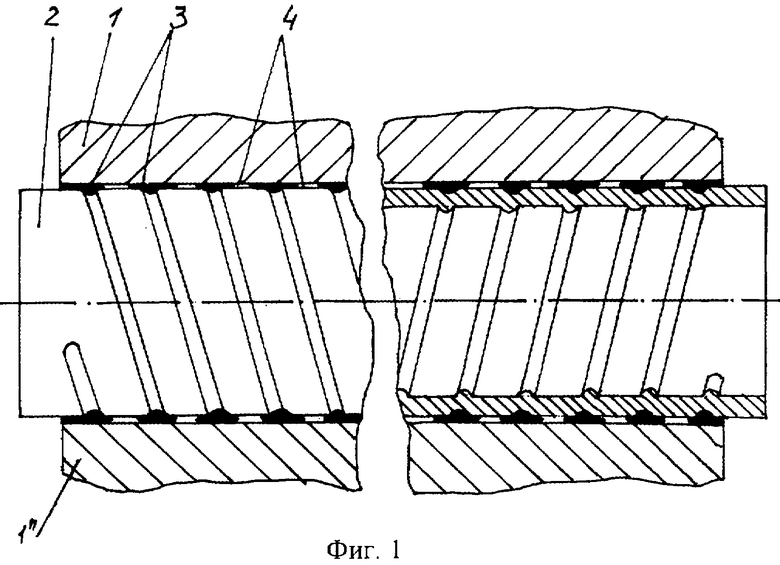
| Справочник металлиста | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| М.: Машиностроение, 1976, с.51-57 | |||
| Способ пайки телескопического соединения | 1980 |
|
SU884901A1 |
| Способ монтажной пайки телескопических соединений | 1976 |
|
SU650756A1 |
| Способ пайки элементов из разнородных металлов | 1975 |
|
SU716748A1 |
| Способ пайки изделий с большими сборочными зазорами | 1978 |
|
SU880644A1 |

