Изобретение относится к области металлургии и, в частности, к изготовлению обечаек из двух материалов, то есть деталей, состоящих из двух неподвижно соединенных концентричных частей кольцевой формы, выполненных из двух разных материалов и неподвижно соединенных между собой.
В промышленности, связанной с применением реакторов, подвергающихся действию давления, в том числе в ядерной и нефтехимической промышленности, такие обечайки используют в качестве составных частей баков реакторов или компенсаторов давления. Эти обечайки можно изготавливать посредством сварки двух изначально отдельных обечаек, каждая из которых выполнена при помощи определенного способа, или одной обечайки и полосы, располагаемой на поверхности обечайки. Наружную обечайку можно выполнить, например, из низкоуглеродистой стали типа 16MND5, а внутреннюю обечайку - из аустенитной нержавеющей стали типа 304L первоначально в виде полосы.
Наружную обечайку из низкоуглеродистой стали можно получить посредством ковки, а внутреннюю обечайку из нержавеющей стали можно, как было указано выше, выполнить в виде полосы, которую крепят сваркой на внутренней поверхности наружной обечайки. Не ограничительно внутренний диаметр внутренней обечайки может составлять от 2 до 9 метров, ее высота может составлять от 2 до 5 метров, при этом толщина обечаек может составлять примерно от 50 мм до 600 мм для наружной обечайки и от 5 мм до 100 мм для внутренней обечайки.
Это относительно простое в осуществлении решение все же не является оптимальным, так как речь идет о длительном процессе. Для обечайки активной зоны реактора, имеющей вышеуказанные размеры, сварка и контроль качества сварки могут занять от 5 до 10 недель, это время, которое колеблется в зависимости от внутренних размеров обечайки и от требуемой толщины сварного шва. Качество сварки необходимо тщательно проверять, и оно зависит от применяемых критериев контроля.
Задача изобретения состоит в разработке способа изготовления таких обечаек из двух материалов, характеризующегося более высокой производительностью и абсолютной надежностью.
Поставленная задача решена в способе изготовления обечайки из двух материалов, состоящей из кольцевой наружной обечайки и кольцевой внутренней обечайки, свариваемых друг с другом, при этом обе обечайки выполняют из разных материалов, содержащем, согласно изобретению, этапы, на которых:
- осуществляют сифонную разливку и затвердевание наружной обечайки в литейном пространстве, ограниченном литейным основанием, стенкой первой изложницы, расположенной на литейном основании, и выполненной с возможностью перемещения вверх наружной стенкой второй изложницы, расположенной на указанном основании и концентричной с первой изложницей;
- поднимают указанную перемещаемую наружную стенку второй изложницы таким образом, чтобы открыть затвердевшую на ней корку наружной обечайки;
- осуществляют сифонную разливку и затвердевание внутренней обечайки в литейном пространстве, ограниченном указанной коркой наружной обечайки, которая предварительно затвердела на перемещаемой наружной стенке второй изложницы, и неподвижной внутренней стенкой указанной второй изложницы, при этом сварка двух обечаек происходит за счет диффузии материала между поверхностями указанных обечаек, которые входят в контакт друг с другом во время затвердевания;
- и в случае необходимости производят ковку и/или механическую обработку узла, образованного указанными сваренными обечайками.
Указанную наружную стенку второй изложницы можно поднять после затвердевания наружной обечайки.
Можно начать поднимать указанную наружную стенку второй изложницы, когда литье наружной обечайки завершено, но ее затвердевание еще не закончилось.
Можно начать поднимать указанную наружную стенку второй изложницы, когда литье наружной обечайки еще не завершено.
Можно производить смазку границы раздела между наружной обечайкой и наружной стенкой второй изложницы.
Можно осуществлять принудительное охлаждение внутренней стенки второй изложницы.
Наружную обечайку можно выполнять из углеродистой стали, а внутреннюю обечайку - из нержавеющей стали.
Объектом изобретения является также устройство для изготовления обечайки из двух материалов, состоящей из кольцевой наружной обечайки и кольцевой внутренней обечайки, свариваемых друг с другом, при этом обе обечайки выполнены из разных материалов, согласно изобретению устройство содержит:
- литейное основание для сифонной разливки;
- входной канал и его выходные каналы для жидкого металла, предназначенного для использования в качестве материала наружной обечайки, выполненные в указанном основании, при этом указанные выходные каналы сообщаются с первым литейным пространством, ограниченным верхней стороной основания, внутренней стенкой первой изложницы и наружной стенкой второй изложницы;
- входной канал и его выходные каналы для жидкого металла, предназначенного для использования в качестве материала внутренней обечайки, выполненные в указанном основании, при этом указанные выходные каналы сообщаются со вторым литейным пространством, ограниченным верхней стороной основания, указанной наружной стенкой второй изложницы и внутренней стенкой второй изложницы;
- и средства подъема указанной внутренней стенки второй изложницы в вертикальном направлении, позволяющие открыть затвердевшую внутреннюю поверхность наружной обечайки и ввести ее в контакт с жидким металлом, предназначенным для использования в качестве материала внутренней обечайки.
Оно может содержать охлаждаемую изнутри оправку, окруженную внутренней стенкой второй изложницы.
Указанные изложницы могут содержать прибыльные надставки.
Наружная стенка второй изложницы может содержать средства смазки границы ее раздела с металлом наружной обечайки.
Объектом изобретения является также обечайка из двух материалов, состоящая из кольцевой наружной обечайки и кольцевой внутренней обечайки, свариваемых друг с другом, при этом обе обечайки выполняют из разных материалов, согласно изобретению обечайка изготовлена при помощи описанного выше способа.
Наружная обечайка может быть выполнена из углеродистой стали 16MND5, а внутренняя обечайка может быть выполнена из нержавеющей стали 304L.
Обечайка может быть деталью бака ядерного или нефтехимического реактора.
Обечайка может быть деталью компенсатора давления ядерного реактора.
Из вышеизложенного понятно, что изобретением достигается обеспечение одновременного или почти одновременного затвердевания двух полых слитков, формы и состав которых соответствуют формам и составу двух составляющих изготавливаемой обечайки из двух материалов. Затвердевание наружной стороны слитка, образующего внутреннюю обечайку, происходит непосредственно на внутренней стороне слитка, образующего наружную обечайку, или наоборот, и их соединение происходит за счет диффузионной сварки или совместного затвердевания образующих их материалов.
Изобретение будет более очевидно из нижеследующего описания со ссылками на прилагаемые чертежи.
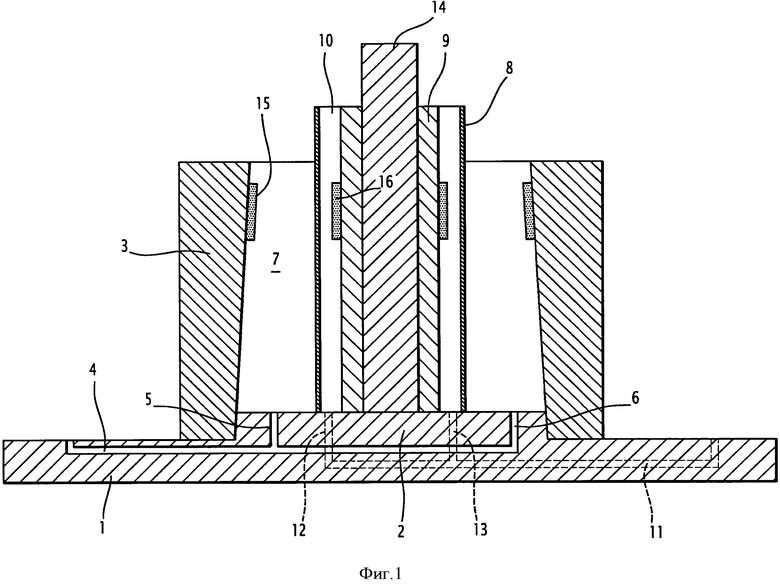
На фиг.1 схематично показана установка для осуществления способа в соответствии с изобретением, вид спереди в разрезе;
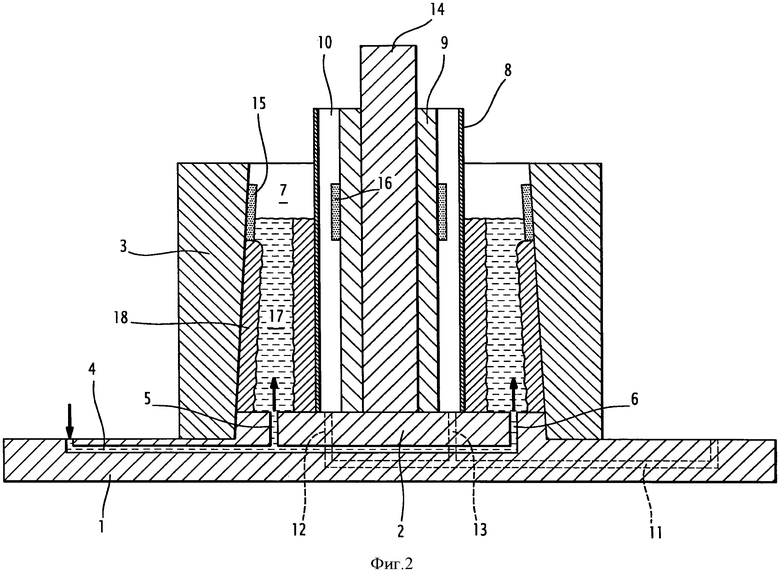
на фиг.2 показана та же установка во время затвердевания наружной обечайки;
на фиг.3 показана та же установка после полного затвердевания наружной обечайки и в ходе затвердевания внутренней обечайки.
На фиг.1 показан пример устройства в соответствии с изобретением, применяемого для изготовления обечайки из двух материалов. В качестве основных элементов в первую очередь оно содержит литейное основание 1 для сифонной разливки для литья слитка кольцевой формы, которая является слегка конусной в представленном примере. Это основание 1 в представленном примере содержит в своей центральной части цоколь 2 по существу цилиндрической формы, выступающий по отношению к остальной части основания 1.
Первая изложница частично ограничена металлической цилиндрической стенкой 3, которая установлена на основании 1 и нижняя часть которой охватывает цоколь 2, верхняя сторона которого образует дно первой изложницы. Эта стенка 3 первой изложницы может в случае необходимости охлаждаться снаружи или изнутри за счет циркуляции текучей среды или может не охлаждаться. Внутренняя сторона первой изложницы 3 предназначена для обеспечения затвердевания наружной части обечайки. Для этого основание 1 содержит входной канал 4 для жидкого металла (например, низкоуглеродистой стали 16MND5), соединенный с непоказанным центральным литником, то есть с вертикальным каналом, предназначенным для прохождения жидкого металла, вытекающего из разливочного ковша, где регулируют его температуру и его состав. Входной канал 4 делится на несколько выходных каналов (из которых на фигурах показаны два канала 5, 6), которые выходят на верхнюю сторону цоколя 2 и позволяют жидкому металлу проходить в разные места кольцевого литейного пространства 7, ограниченного снаружи стенкой 3 первой изложницы.
Вторая изложница ограничена верхней стороной цоколя 2 основания 1, при этом две другие концентричные металлические цилиндрические стенки 8, 9 ограничивают между собой кольцевое пространство 10, предназначенное для литья внутренней части обечайки. Для этого основание 1 содержит другой входной канал 11 для жидкого металла (например, аустенитной нержавеющей стали 304L), соединенный с другим центральным литником (не показан), отличным от центрального литника, питающего вышеуказанный входной канал 4. Предпочтительно этот другой входной канал 11 делится на несколько выходных каналов (из которых два канала 12, 13, находящихся сзади плоскости разреза фигур, как и входной канал 11, показаны на фигурах пунктирными линиями). Они выходят на верхнюю поверхность цоколя 2 и позволяют жидкому каналу проходить в кольцевое литейное пространство 10, ограниченное стенками 8, 9 второй изложницы.
Согласно изобретению особенностью этой второй изложницы является то, что ее самая наружная стенка 8, которая разделяет два литейных пространства 7, 10 (и, следовательно, образует внутреннюю стенку для первой изложницы), выполнена подвижной в вертикальном направлении по команде в соответствии с условиями, которые будут рассмотрены ниже. Эту подвижность обеспечивают непоказанные подъемные средства, управляемые оператором или автоматическим устройством. Самая внутренняя стенка 9 второй изложницы может быть как стационарной, так и съемной.
Установку дополняет система охлаждения самой внутренней стенки 9, ограничивающей вторую изложницу. Например, эта система охлаждения может представлять собой оправку 14, охлаждаемую изнутри за счет циркуляции текучей среды (например, воды), как описано в документах FR 2525131, FR 2543031, FR 2676670 или FR 2676671. Эта оправка 14 входит в контакт с самой внутренней стенкой 9, ограничивающей вторую изложницу, для обеспечения ее охлаждения и ее удержания во время использования установки.
Предпочтительно в верхних частях литейных пространств 7, 10 установка содержит также прибыльные надставки 15, 16, то есть кольцеобразные детали из жаростойкого материала, расположенные на неподвижных стенках изложниц:
- на внутренней стороне первой изложницы 3;
- и на самой внутренней стенке 9 второй изложницы.
Функцией этих прибыльных надставок 15, 16, принцип устройства которых хорошо известен в области литья слитков из жидкого металла, является замедление затвердевания металла в находящейся напротив них зоне таким образом, чтобы в этой зоне как можно дольше оставался запас жидкого металла, который сможет питать осевую часть слитка для обеспечения его максимально возможного равномерного затвердевания. Действительно, затвердевающие корки, образующиеся начиная от противоположных стенок изложницы, могут нарастать неравномерно и соединиться друг с другом преждевременно, образуя, таким образом, «перемычки», удерживающие еще жидкий металл. При затвердевании этот металл будет уменьшаться в объеме и оставлять пустоты, называемые «усадочными раковинами», которые могут отрицательно сказаться на качестве слитка и получаемых из него изделий. В случае обечаек, изготавливаемых в рамках изобретения, эти усадочные раковины являются тем более нежелательными, поскольку обечайки в дальнейшем не подвергаются или почти не подвергаются пластическим деформациям, которые могли бы закрыть усадочные раковины. Запас жидкого металла, удерживаемый прибыльной надставкой, позволяет питать центральную часть слитка в ходе затвердевания и избежать образования перемычек, являющихся причиной возникновения усадочных раковин, или расплавить эти перемычки после их образования.
На фиг.2 показана установка во время литья и затвердевания наружной обечайки 17 из углеродистой стали. В устройство через входной канал 4 заливают углеродистую сталь в жидком состоянии, и она проникает в литейное пространство 7, ограниченное внутренней стенкой первой изложницы 3 и наружной стенкой 8 второй изложницы.
Показанная на фиг.2 обечайка 17 находится в стадии затвердевания, и на стенках первой изложницы формируется затвердевающая корка 18.
На фиг.3 показана установка во время литья и затвердевания внутренней обечайки из нержавеющей стали. После поднятия цилиндрической стенки 8, которая разделяла два литейных пространства 7, 10, чтобы открыть затвердевшую корку наружной обечайки 7, через входной канал 11 заливают нержавеющую сталь в жидком состоянии. Она проникает в литейное пространство 10, ограниченное наружной обечайкой 17 и другой стенкой 9, ограничивающей литейное пространство 10 второй обечайки. Она затвердевает на стенке 9, которая охлаждается оправкой 14, а также на внутренней поверхности наружной обечайки 17. Температуры двух металлов (затвердевающая обечайка 17 и жидкий металл 18, предназначенный для получения внутренней кольцевой обечайки) выбирают в момент литья внутренней обечайки, чтобы химико-металлургическая диффузия между углеродистой сталью и нержавеющей сталью происходила интенсивно на их границе раздела или чтобы на этой границе раздела происходило совместное затвердевание. Таким образом, получают отличное качество затвердевания двух обечаек за счет явления диффузионной сварки или совместного затвердевания.
После полного затвердевания нержавеющей стали 18 удаляют первую изложницу 3 и стенку 9 второй изложницы и получают заготовку требуемой обечайки из двух материалов, готовую для ковки и/или механической обработки для получения окончательной обечайки после возможных операций термической обработки.
Предпочтительно, чтобы облегчить подъем стенки 8, разделяющей два литейных пространства 7, 10, без повреждения поверхности обечайки 17, можно оборудовать ее сторону, предназначенную для вхождения в контакт с наружной обечайкой 17, средствами смазки, такими как каналы нагнетания масла, выходящими на поверхность стенки, аналогично тому, что используют для изложниц непрерывного литья стали, или каналы для нагнетания газа под давлением, обеспечивающего быстрое отделение стенки 8.
Выше был описан случай, когда для литья внутренней обечайки из нержавеющей стали ожидают, пока полностью не затвердеет наружная обечайка 17. Однако в рамках изобретения можно и не дожидаться этого полного затвердевания и произвести подъем цилиндрической стенки 8, затем литье нержавеющей стали 18, пока затвердевание наружной обечайки 17 еще полностью не завершилось. Достаточно, чтобы затвердевшая корка, образовавшаяся на стенке 8, была достаточной твердой, чтобы не повредиться от движения стенки 8 и чтобы выдержать давление, которое на нее оказывает нержавеющая сталь 18 во время литья. Преимуществом этого решения является возможность осуществления литья, пока внутренняя поверхность наружной обечайки находится при относительно высокой температуре, что повышает интенсивность взаимной диффузии металлов. За счет этого еще лучше происходит сцепление между двумя обечайками.
Точно так же можно начать подъем цилиндрической стенки 8, затем литье внутренней обечайки до завершения литья наружной обечайки 17, когда затвердевание наружной обечайки 17 все же продвинулось в достаточной степени, чтобы затвердевшая корка на цилиндрической стенке 8 была достаточно толстой и твердой и могла выдержать перемещение стенки 8 и давление жидкого металла 18, нагнетаемого для формирования внутренней обечайки. Затвердевание наружной обечайки 17 может продолжаться, даже когда стенка 8 находится в движении.
По сравнению с известными до настоящего времени технологиями изобретение позволяет исключить фазу сварки полосы из нержавеющей стали и проверки сварных швов, что дает выигрыш во времени не менее 5-10% для общего изготовления большеразмерной двухкомпонентной обечайки. Например, но не ограничительно это время может составлять 5-10 недель из общего срока изготовления, который может длиться сотню недель.
Изготовление обечайки из двух материалов проходит через стадию получения двухкомпонентного полого слитка.
Изложницу, позволяющую изготовить такую обечайку, в основном выполняют из чугуна, при этом внутреннее съемное устройство выполняют из чугуна или из стали. Этап ковки и/или круговой прокатки позволяет получить заготовку, которая по существу имеет конечную длину двухкомпонентной обечайки и минимальную толщину, позволяющую осуществлять последующую фазу механической обработки. Наконец, фазу механической обработки осуществляют для перевода двухкомпонентной обечайки из состояния заготовки в состояние готовой детали с заданным размерами.
Изобретение было описано для случая изготовления обечаек из двух материалов, то есть из углеродистой стали для наружной части и из нержавеющей стали для внутренней части. Однако, разумеется, этот пример не является ограничивающим, и можно использовать другие материалы. Точно так же порядок величин размеров, которые были приведены в качестве примеров, не является ограничивающим.
В рамках изобретения кольцевые обечайки 17, 18 могут быть цилиндрическими, усеченными конусными, могут иметь прямоугольное или другое сечение.
Можно также осуществлять литье внутренней обечайки 18 до литья наружной обечайки 17, если установить средства охлаждения, обеспечивающие первоначальное принудительное охлаждение внутренней обечайки 18. Так же, как было указано выше для обратного случая, литье наружной обечайки 17 можно осуществлять на внутренней обечайке 18, которая уже частично или полностью затвердела или находится в процессе литья.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЛИВКИ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК | 1997 |
|
RU2125498C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО СЛИТКА, СОДЕРЖАЩЕГО ОТВЕРСТИЕ, СООТВЕТСТВУЮЩИЕ СЛИТОК И УСТРОЙСТВО ЛИТЬЯ | 2009 |
|
RU2526649C2 |
| ИЗЛОЖНИЦА ДЛЯ ОТЛИВКИ СЛИТКОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2321473C2 |
| СПОСОБ ОТЛИВКИ СЛИТКОВ | 2002 |
|
RU2239514C2 |
| Устройство для получения полого слитка | 1990 |
|
SU1731410A1 |
| Способ изготовления металлических слитков | 1933 |
|
SU45871A1 |
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| Способ получения многослойного слитка | 1987 |
|
SU1445851A1 |
| Стержень для отливки полых слитков | 1985 |
|
SU1299701A1 |
| Установка непрерывного литья | 1981 |
|
SU980937A1 |
Изобретение относится к области металлургии и может быть использовано при изготовлении биметаллической обечайки, состоящей из кольцевых наружной и внутренней обечаек. На литейном основании (1) с входными (4, 11) и выходными каналами (5, 6, 12, 13) установлены две изложницы с образованием двух литейных пространств. Первое литейное пространство (7) ограничено верхней стороной основания, внутренней стенкой (3) первой изложницы и наружной стенкой (8) второй изложницы. Второе - верхней стороной основания, наружной стенкой (8) второй изложницы и внутренней стенкой (9) второй изложницы. Разливают жидкий металл сифонным методом в одно из литейных пространств (7, 10). Поднимают наружную стенку (8) второй изложницы для открытия затвердевшей на ней корки металла первой обечайки. Разливают жидкий металл сифонным методом в другое литейное пространство. Наружная и внутренняя обечайки соединяются за счет диффузионной сварки или совместного затвердевания образующих их материалов. Обеспечивается повышение производительности и надежности способа изготовления обечаек. 3 н. и 16 з.п. ф-лы, 3 ил.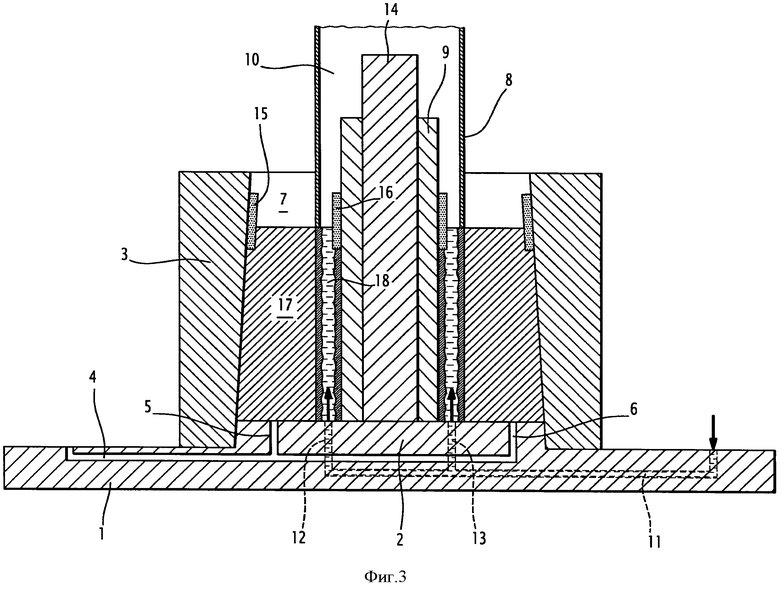
1. Способ изготовления обечайки из двух материалов, состоящей из кольцевой наружной обечайки (17) и кольцевой внутренней обечайки (18), свариваемых друг с другом, при этом обе обечайки выполняют из разных материалов, отличающийся тем, что:
- осуществляют сифонную разливку и затвердевание первой обечайки (17, 18) в литейном пространстве (7, 10), ограниченном литейным основанием (1), первой стенкой (3, 9) изложницы, расположенной на литейном основании (1), и стенкой (8), выполненной с возможностью перемещения вверх, расположенной на указанном основании (1) и концентричной со стенкой (3, 9) изложницы,
- поднимают указанную перемещаемую стенку (8) так, чтобы открыть затвердевшую на ней корку первой обечайки (17, 18),
- осуществляют сифонную разливку и затвердевание второй обечайки (18, 17) в литейном пространстве, ограниченном указанной коркой первой обечайки (17, 18), которая предварительно затвердела на перемещаемой стенке (8), и неподвижной второй стенкой (9, 3) изложницы, при этом сварка двух обечаек происходит за счет диффузии материала между поверхностями указанных обечаек, входящих в контакт друг с другом во время затвердевания, или за счет совместного затвердевания,
- в случае необходимости производят ковку и/или механическую обработку обечайки из двух материалов, образованной указанными сваренными обечайками.
2. Способ по п.1, отличающийся тем, что первая обечайка является кольцевой наружной обечайкой (17).
3. Способ по п.1, отличающийся тем, что первая обечайка является кольцевой внутренней обечайкой (18).
4. Способ по одному из пп.1-3, отличающийся тем, что указанную перемещаемую стенку (8) поднимают после затвердевания первой обечайки (17, 18).
5. Способ по одному из пп.1-3, отличающийся тем, что указанную перемещаемую стенку (8) начинают поднимать, когда литье первой обечайки (17, 18) завершено, при этом ее затвердевание еще не закончилось.
6. Способ по одному из пп.1-3, отличающийся тем, что указанную перемещаемую стенку (8) начинают поднимать, когда литье первой обечайки (17, 18) еще не завершено.
7. Способ по одному из пп.1-3, отличающийся тем, что смазывают границу раздела между первой обечайкой (17, 18) и перемещаемой стенкой (8).
8. Способ по одному из пп.1-3, отличающийся тем, что нагнетают газ под давлением на границу раздела между первой обечайкой (17, 18) и перемещаемой стенкой (8).
9. Способ по одному из пп.1-3, отличающийся тем, что осуществляют принудительное охлаждение одной и/или другой из стенок (3, 9) изложницы.
10. Способ по одному из пп.1-3, отличающийся тем, что наружную обечайку (17) выполняют из углеродистой стали, а внутреннюю обечайку выполняют из нержавеющей стали.
11. Устройство для изготовления обечайки из двух материалов, состоящей из кольцевой наружной обечайки (17) и кольцевой внутренней обечайки (18), свариваемых друг с другом, при этом обе обечайки выполнены из разных материалов, отличающееся тем, что оно содержит:
- литейное основание (1) для сифонной разливки, имеющее входной канал (4) и его выходные каналы (5, 6) для жидкого металла, предназначенного для использования в качестве материала наружной обечайки (17), выполненные в указанном основании (1), при этом указанные выходные каналы (5, 6) сообщены с первым литейным пространством (7), ограниченным верхней стороной основания (1), внутренней стенкой первой изложницы (3) и наружной стенкой (8) второй изложницы, и входной канал (11) и его выходные каналы (12, 13) для жидкого металла (18), предназначенного для использования в качестве материала внутренней обечайки, выполненные в указанном основании (1), при этом указанные выходные каналы (12, 13) сообщены со вторым литейным пространством (10), ограниченным верхней стороной основания (1), указанной наружной стенкой (8) второй изложницы и внутренней стенкой (9) второй изложницы,
- средства подъема указанной наружной стенки (8) второй изложницы в вертикальном направлении, позволяющие открыть затвердевшую внутреннюю поверхность наружной обечайки (17) и ввести ее в контакт с жидким металлом (18), являющимся материалом внутренней обечайки.
12. Устройство по п.11, отличающееся тем, что оно содержит средства охлаждения внутренней стенки (9) второй изложницы, такие как охлаждаемая изнутри оправка (14), окруженная внутренней стенкой (9) второй изложницы.
13. Устройство по п.11 или 12, отличающееся тем, что указанные изложницы содержат прибыльные надставки (15, 16).
14. Устройство по п.11 или 12, отличающееся тем, что наружная стенка (8) второй изложницы содержит средства смазки границы ее раздела с металлом наружной обечайки (17).
15. Устройство по п.11 или 12, отличающееся тем, что наружная стенка (8) второй изложницы содержит средства нагнетания газа под давлением на границе ее раздела с металлом наружной обечайки (17).
16. Обечайка из двух материалов, состоящая из кольцевой наружной обечайки (17) и кольцевой внутренней обечайки (18), свариваемых друг с другом, при этом обе обечайки выполнены из разных материалов, отличающаяся тем, что она изготовлена способом по одному из пп.1-10.
17. Обечайка по п.16, отличающаяся тем, что наружная обечайка выполнена из углеродистой стали 16MND5, а внутренняя обечайка выполнена из нержавеющей стали 304L.
18. Обечайка по п.16 или 17, отличающаяся тем, что она является деталью бака ядерного или нефтехимического реактора.
19. Обечайка по п.16 или 17, отличающаяся тем, что она является деталью компенсатора давления ядерного реактора.
| УСТРОЙСТВО для отливки полых слитков | 0 |
|
SU276111A1 |
| Устройство для предупреждения солеотложений в приемной части скважинного штангового насоса | 1987 |
|
SU1583653A1 |
| Способ изготовления полых заготовок | 1987 |
|
SU1470430A1 |
| Способ получения многослойного слитка | 1987 |
|
SU1445851A1 |
| Устройство для виброобкатывания | 1978 |
|
SU738849A1 |

