Изобретение относится к черной металлургии и может быть использовано при отливке слитков.
Известен слиток с плоским дном и закругленными по радиусуR 0,16 где в - ширина дна слитка, ребрами, образованными пересечением плоских граней и плоского дна l . Наличие плоского дна у слитков с радиусом равным 0,16в приводит/ при прокатке заготовок прямоугольного сечения к образованию рыбьег хвоста и увеличению донной обрези до 3% от массы слитка.
Известен также слиток, донная часть которого выполнена в виде полусферы с радиусом КгО,58в 2 .
Благодаря приданию донной части слитка полусферической формы донна обрезь составляет до 1,7%. В нижней части слитка возникают грубые поперечные трещины в месте перехода от плоской грани к донной части слитка. Трещины вызываются в.основном резким переходом плоских граней к донной полусферической части слитка. В месте этого перехода при остывании металла быстро образуется зазор между затвердевшей корочкой слитка и изложницей. Скорость кристаллизации стали уменьшается и на корке слитка возникают места слабины, по которым происходит разрыв.
Наиболее близким по технической сущности к предлагаемому является слиток, грани которого образованы плоскостями, сопрягающимися с криволинейной боковой поверхностью донной части, выполненной в виде плусферы с радиусом (R 0,82в) З . I .
Применение больших радиусов закругления равных (0,8-1,0) в позволяет устранить образование поперечных трещин в местах перехода от плоских граней слитка к криволинейным поверхностям донной части. Однако, к недостатку прототипа следует отнести достаточно большую величину донной обрези при прокатке, которая обусловлена образованием рыбьего хвоста на концераската. Торец донной части раската приобретает вогнутую форму. Такая форма образуется в процессе прокатки на обжимном реверсивном стане за счет неравномерной деформации металла по высоте. При прокатке слитков особенно в первых проходах, где отношение длины дуги захвата к средней высоте сечения раската менее 0,5, деформация сжатия не проникает через все поперечное сечение, а локализуется в зонах, прилегающих к контактным поверхностям, и в расположенных рядом с ними внеконтактных зонах, В тех проходах, где
слиток задается в валки донной частью, вогнутость торца образуется по мере его продвижения в зеве валков и заполнения очага деформации металлом. А в проходах, где донная часть является задним концом рас ката, вогнутость торца образуется за счет частичного смещения перед очагом деформации поверхностных слоев металла в сторону заднего коца раската.
Цель изобретения - уменьшение донной обрези при прокатке.
Поставленная цель достигается тем, что в слитке, грани которого образованы плоскостями, сопрягающимися с Криволинейными боковыми поверхностями донной части слитка, боковые поверхности донной части слитка образованы синусоидами вида
а..ып(.х4),
1
описывающими профиль поперек гране
слитка.
ъ ширина торца донной части
где
слитка;
ь
высота донной части слитка
Б
ширина грани в месте пе1 рехода плоской грани к
криволинейной поверхности
донной части слитка. Амплитуда синусоиды составляет четвертую часть разности ширины плоской грани- в месте перехода ее к криволинейной поверхности донной части и ширины торца донной части слитка. Полупериод синусоиды равен высоте донной части, а начальная фаза синусоиды равна 4/2.
Ребра, образованные пересечением синусоидальных боковых поверхностей и торца донной части, закругляют по радиусу R .
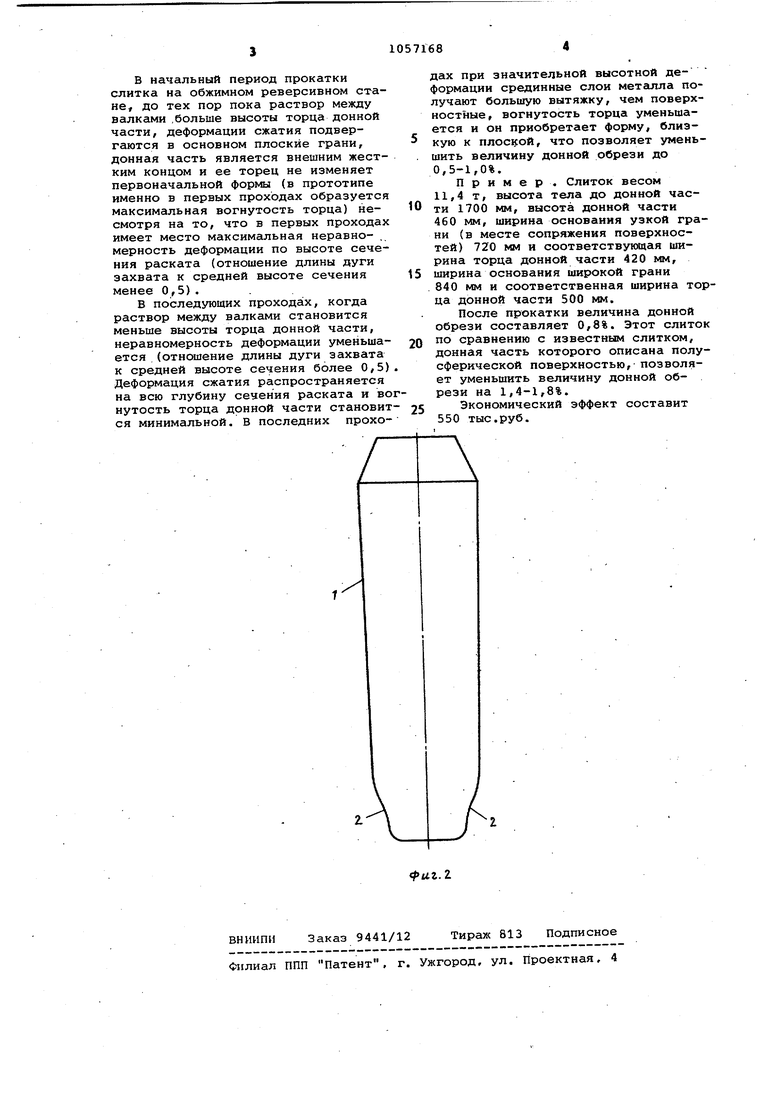
На фиг. 1 изображен слиток, вид спереди; на фиг, 2 - то же, вид сбоку,
, Слиток имеет плоские грани 1, спряженные с криволинейной синусоидальной поверхностью 2 донной части, ширина торца которой меньше ширины плоской грани.
Применение синусоидальной поверности обеспечивает плайный переход плоской грани в криволинейную поверхность донной, части,
Амплитуду синусоиды и высоту донной части выбирают такими, чтобы обеспечить радиус кривизны боковой поверхности донной части в месте сопряжения ее с плоской гранью примерно равным ширине грани. Это позволяет устранить образование поперечных трещин в местах перехода при затвердевании Слитка в излож- . нице.
В начальный период прокатки слитка на обжимном реверсивном стане, до тех пор пока раствор между валками .больше высоты торца донной части, деформации сжатия подвергаются в основном плоские грани, донная часть является внешним жестким концом и ее торец не изменяет первоначальной формы (в прототипе именно в первых проходах образуется максимальная вогнутость торца) несмотря на то, что в первых проходах имеет место максимальная неравномерность деформации по высоте сечения раската (отношение длины дуги захвата к средней высоте сечения менее 0,5).
В последующих проходах, когда раствор между валками становится меньше высоты торца донной части, неравномерность деформации уменьшается (отношение длины дуги захвата к средней высоте сечения более 0,5) Деформация сжатия распространяется на всю глубину сечения раската и вонутость торца донной части становит ся минимальной. В последних проходах при значительной высотной деформации срединные слои металла получают большую вытяжку, чем поверхностные, вогнутость торца уменьшается и он приобретает Форму, близкую к , что позволяет уменьшить величину донной обрези до 0,5-1,0%.
Пример. Слиток весом 11,4 т, высота тела до донной части 1700 мм, высота донной части 460 мм, ширина основания узкой грани (в месте сопряжения поверхностей) 720 мм и соответствующая ширина торца донной части 420 мм, ширина основания широкой грани 840 мм и соответственная ширина торца донной части 500 мм.
После прокатки величина донной обрези составляет 0,8%. Этот слиток по сравнению с известным слитком, донная часть которого описана полусферической поверхностью,- позволяет уменьшить величину донной обрези на 1,4-1,8%.
Экономический эффект составит 550 тыс.руб.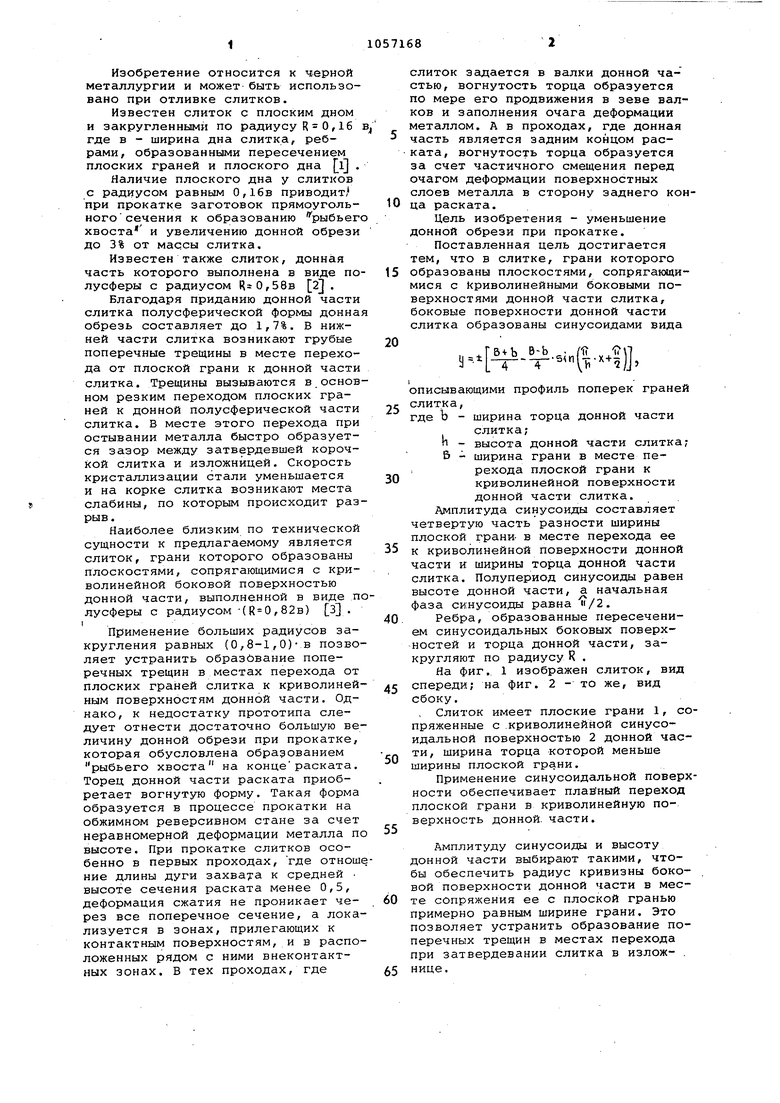
| название | год | авторы | номер документа |
|---|---|---|---|
| Слиток спокойной стали | 1983 |
|
SU1199440A1 |
| Поддон для изложницы | 1977 |
|
SU747612A1 |
| Изложница для листового слитка | 1981 |
|
SU973220A1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
| Способ реверсивной прокатки слитков | 1983 |
|
SU1068181A1 |
| Стальной слиток | 1980 |
|
SU944755A1 |
| СЛИТОК, УШИРЕННЫЙ КВЕРХУ | 1992 |
|
RU2030953C1 |
| Слиток | 1979 |
|
SU863150A1 |
| Способ производства прокатных заготовок | 1979 |
|
SU799225A1 |
| СЛИТОК ДЛЯ ПЛОСКОЙ ГОРЯЧЕЙ ПРОКАТКИ МЕТАЛЛОВ | 1992 |
|
RU2021867C1 |
СЛИТОК, грани которого образованы плоскостями, сопрягающимися с криволинейными боковьвли поверхностями его донной части, о тличающийся тем, что, с целью уменьшения донной обрези при прокатке, боковые поверхности донной части слитка образованы синусоидами вида .Г8 + 6 В-Ь . ff - ГП---4- U 2lj. описывающими профиль поперек граней слитка, где Б ширина грани в месте перехода плоской грани к крис волинейной .поверхности « донной части слитка; (Л Ь ширина торца донной части слитка; h с высота донной части слитка. ел Oi 00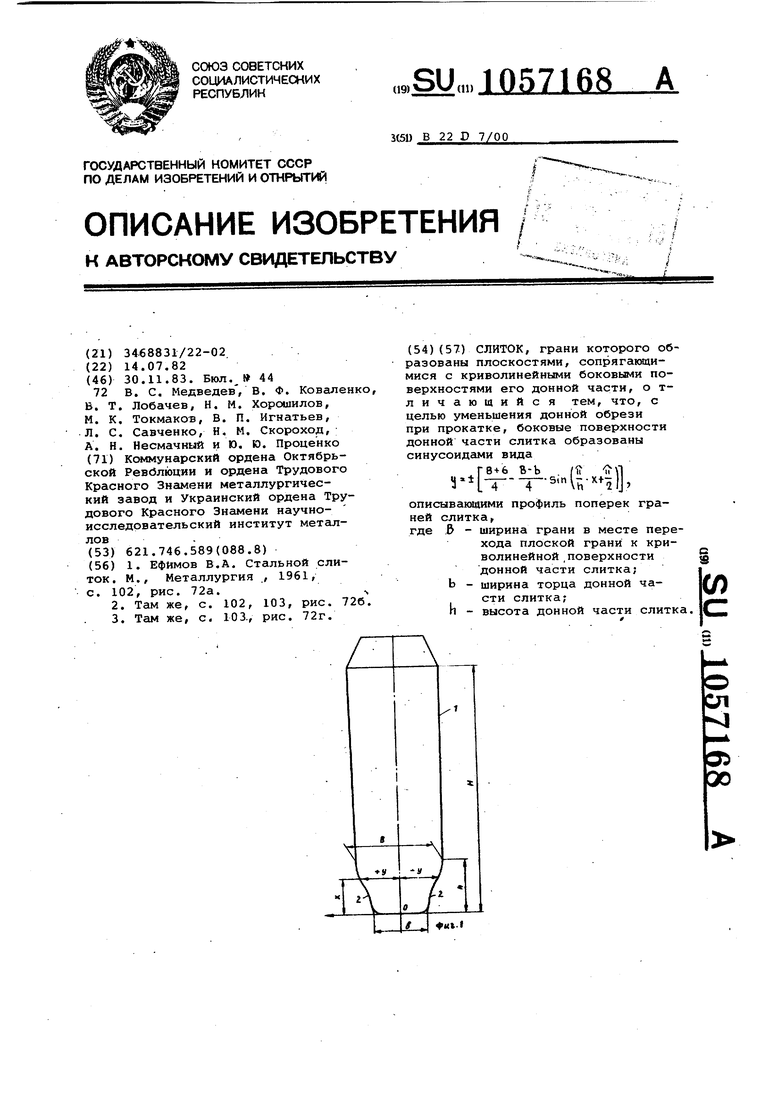
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ефимов В.А | |||
| Стальной слиток | |||
| М., Металлургия ,1961, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU102A1 |
| СТЕРЕОСКОП | 1921 |
|
SU726A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
