10
15
1 .1232369
Изобретение относится к литейному производству, в частности к устройствам для сборки форм перед заливкой их металлом в автоматических формовочных линиях.
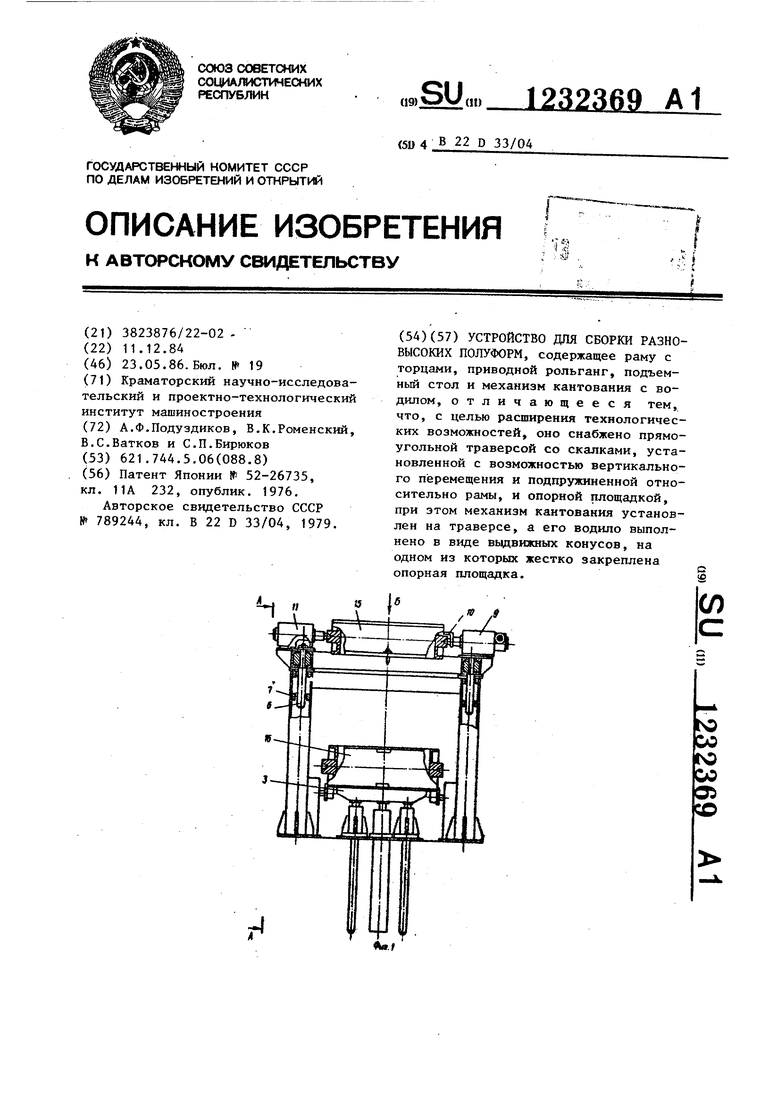
Цель изобретения - расширение технологических возможностей устройства.
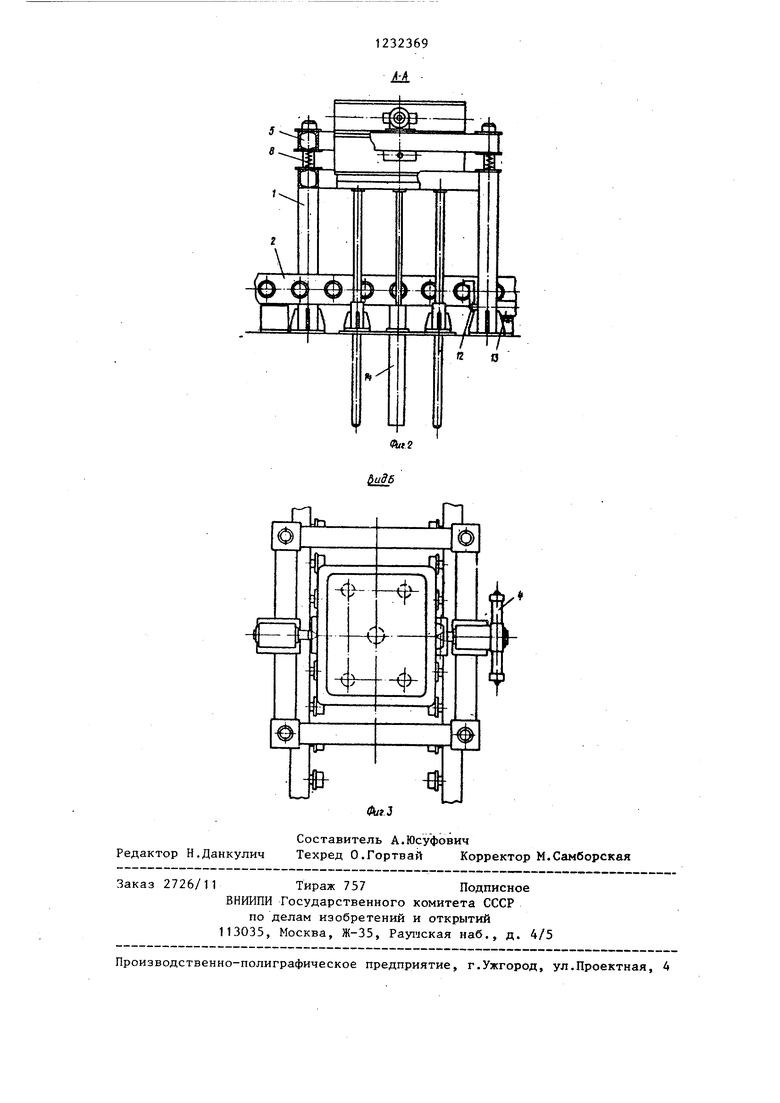
На фиг.1 изображен механизм сборки разновысоких полуформ, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - вид Б на фиг.1.
Устройство для сборки разновысоких полуформ содержит раму 1, приводной рольганг 2, подъемный стол 3, механизм 4 кантования.
Прямоугольная траверса 5 свободно установлена на раме 1 и связана с ней посредством направляющих штанг 6, размещенных с возможностью осевого и вертикального перемещений во втулках 7, закрепленных в расточках рамы 1, между торцами рамы 1 и траверсой 5 размещены пружины 8, служащие для возвращения траверсы 5 в исходное положение.
При этом- механизм 4 кантования, содержащий ведущую головку 9 с опорной площадкой водила 10 и ведомую головку 11, установлен на траверсе 5. Кроме того, устройство содержит откидные упоры 12с гидроприводом 13 и гидроприводом 14 подъемного стола.
Верхняя опока (полуформа) 15 и рижняя 16 имеют боковые выступы оди- .наковой высоты-по отношению к конусным отверстиям, выполненным в них и адекватных вьщвижным конусам.
Устройство работает следующим образом.
Верхняя 15 и нижняя 16 полуформы
тупами упирается в опорную площадку водила 10 и поднимает траверсу 5, удерживая центр механизма кантования на уровне конусных гнезд полуфорг-1Ы до тех пор, пока центры ведущей 9. и ведомой 11 головок механизма 4 кантования, которые с помощью гидроцилиндров механизма кантования 4, вой- дут в конусные отверстия верхней полуформы 15, после чего подъемный стол 3 при помощи гидропривода 14 опускается в исходное положение, а .полуформа 15 кантуется (поворот на 180 ) с помощью гидроцилиндров ведущей головки 9 механизма 4 кантования .
Нижняя полуформа 16, также как и верхняя, дойдя до упоров 12 тормозит ся и останавливается приводньм рольгангом 2, подъемный стол 3 гидроприводом 14 поднимается и принимает ниж нюю полуформу 16 на себя до соприкосновения с верхней перекантованной полуформой 15, при этом штыри верх25 ней полуформы 15 входят во втулки нижней полуформы 16, т.е. происходит сборка формы, после чего прямоугольная траверса 5 поднимается совместно с верхней 15 и нижней 16 полуформами
30 т.е. с собранной формой, расжимает пружины 8 и производит размыкание контактов, а центр механизма кантова ния 4 с водилом 10 выходят из конусных гнезд верхней полуформы 15.
5 Йодъемный стол 3 опускается в исходное положение гидроприводом 14 и спаренная форма становится на ролики приводного рольганга 2, после чего утапливается упор 12 при помощи гид20
поступают на позицию сборки последо- ропривода 13 и включается привод приводного рольганга 2. Спаренная форма подается на заливку, после чего цикл повторяется.
вательно (верх, низ) по приводному рольгангу 2 до откидного упора 12. Подъемный стол 3 находится в исходном положении, т.е. ниже приводного рольганга 2. Верхняя полуформа 15 по роликам рольганга 2 доходит до упора 12, находящегося в положении (закрыто) от гидропривода 13, тормозится и оста-, навливается.
Подъемный стол 3 поднимается гидроприводом 14 и принимает верхнюю полуформу 15 на себя, осуществляя подъем последней, которая своими выс
5
тупами упирается в опорную площадку водила 10 и поднимает траверсу 5, удерживая центр механизма кантования на уровне конусных гнезд полуфорг-1Ы до тех пор, пока центры ведущей 9. и ведомой 11 головок механизма 4 кантования, которые с помощью гидроцилиндров механизма кантования 4, вой- дут в конусные отверстия верхней полуформы 15, после чего подъемный стол 3 при помощи гидропривода 14 опускается в исходное положение, а .полуформа 15 кантуется (поворот на 180 ) с помощью гидроцилиндров ведущей головки 9 механизма 4 кантования .
Нижняя полуформа 16, также как и верхняя, дойдя до упоров 12 тормозится и останавливается приводньм рольгангом 2, подъемный стол 3 гидроприводом 14 поднимается и принимает нижнюю полуформу 16 на себя до соприкосновения с верхней перекантованной полуформой 15, при этом штыри верх5 ней полуформы 15 входят во втулки нижней полуформы 16, т.е. происходит сборка формы, после чего прямоугольная траверса 5 поднимается совместно с верхней 15 и нижней 16 полуформами,
0 т.е. с собранной формой, расжимает пружины 8 и производит размыкание контактов, а центр механизма кантования 4 с водилом 10 выходят из конусных гнезд верхней полуформы 15.
5 Йодъемный стол 3 опускается в исходное положение гидроприводом 14 и спаренная форма становится на ролики приводного рольганга 2, после чего утапливается упор 12 при помощи гид0
ропривода 13 и включается привод при
водного рольганга 2. Спаренная форма подается на заливку, после чего цикл повторяется.
Механизм подъемного стола, механизм кантования и рольганг сблокированы между собой. I
Внедрение изобретения позволяет сократить массу автоматических формовочных линий за счет совмещения операций кантовки и сборки форм в одном механизме.
1Лнг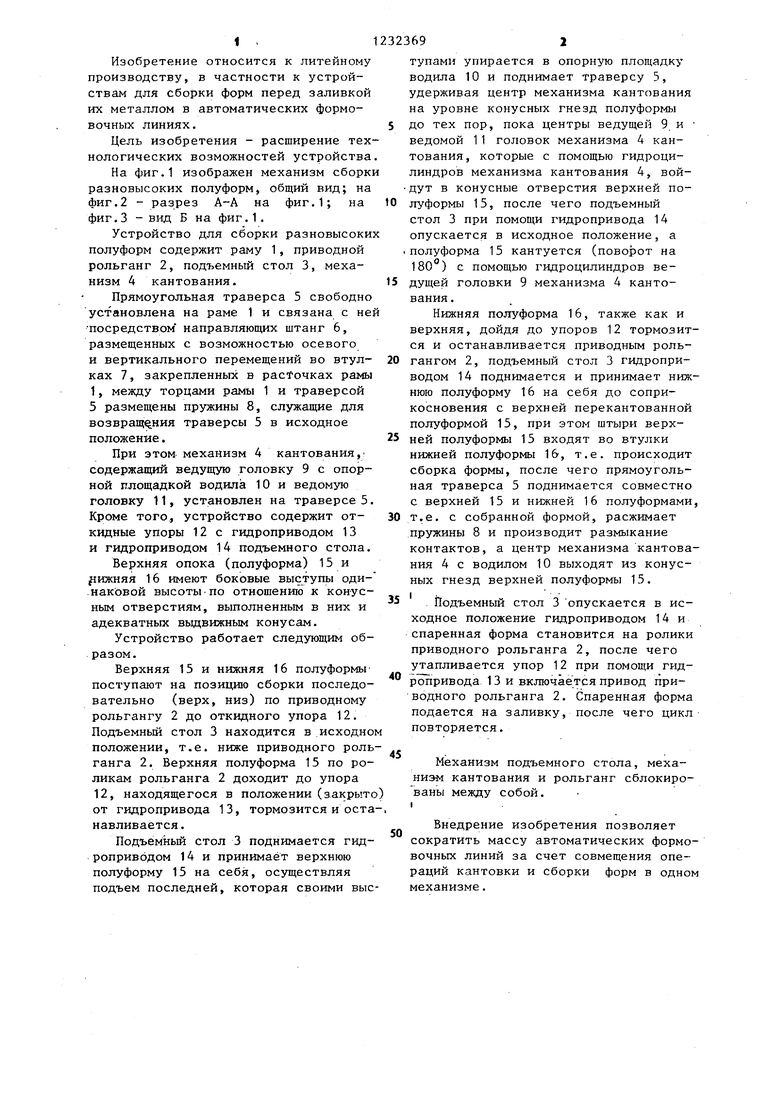
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплексная автоматизированная линия изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU874260A1 |
| Устройство для сборки форм | 1981 |
|
SU984666A2 |
| Автоматическая поточная линия для производства отливок | 1977 |
|
SU772716A1 |
| Устройство для сборки форм | 1979 |
|
SU789244A1 |
| Формовочная машина | 1983 |
|
SU1126359A1 |
| Распаровщик-кантователь опок | 1980 |
|
SU1069946A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Формовочная многопозиционная машина проходного типа | 1958 |
|
SU124072A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| Кантователь литейных полуформ с протяжным механизмом | 1979 |
|
SU854584A1 |
Редактор Н.Данкулич
ФагЗ
Составитель А.Юсуфович
Техред О.Гортвай Корректор М.Самборская
Заказ 2726/11 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, А
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Устройство для сборки форм | 1979 |
|
SU789244A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
